

Коротко о главном
Чтобы понять, что такое газоблоки, их преимущества и недостатки, нужно ознакомиться с технологией производства материала, его техническими характеристиками.
Основными компонентами блоков является цемент, очищенный песок. Из-за добавления алюминия образуется водород (придает пористость), кальцинированная соль (придает стабильности и прочности).
Главное преимущество газобетона заключается в сочетании лёгкого веса, высокой прочности, плотности, теплоизоляционных свойствах, способности дышать, поглощать шумы. Это при высоком водопоглощении, относительной хрупкости.
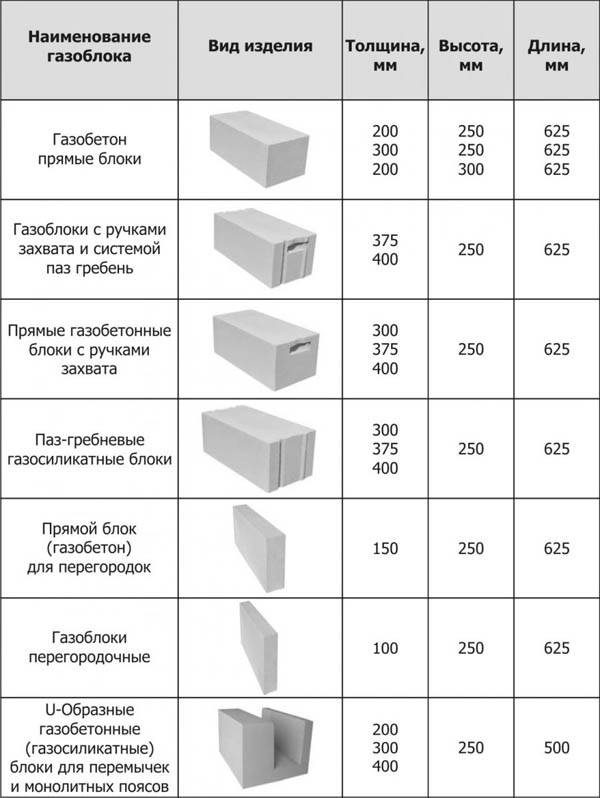
Широкий размерный ряд позволяет быстро строить перегородки и дома без аренды грузоподъёмного оборудования.
Вычислить общий вес возводимой конструкции легко, если умножить объем отдельного элемента на его плотность, а полученный результат на количество используемых блоков. В документы показатели смотреть нет необходимости, так как всегда есть под рукой рулетка и оттиск с маркировкой. На ней цифры показывают вес кубометра газобетона.
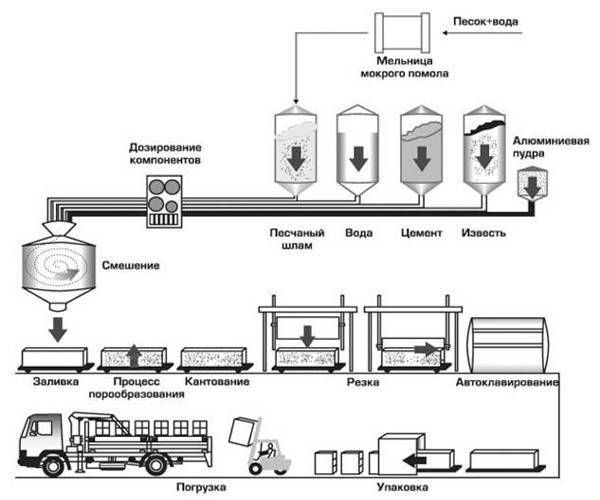
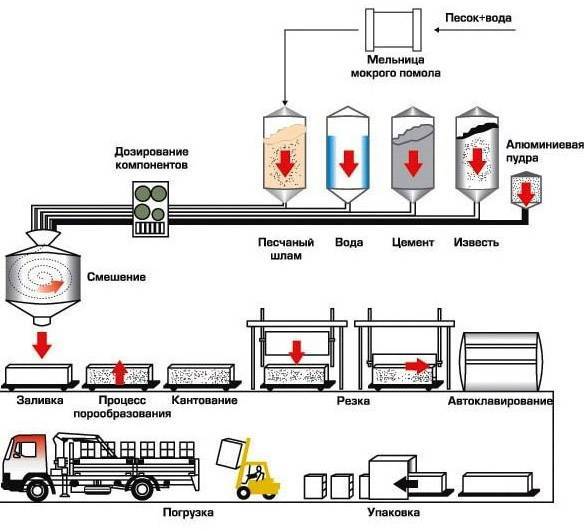
Этапы производства газосиликатных блоков
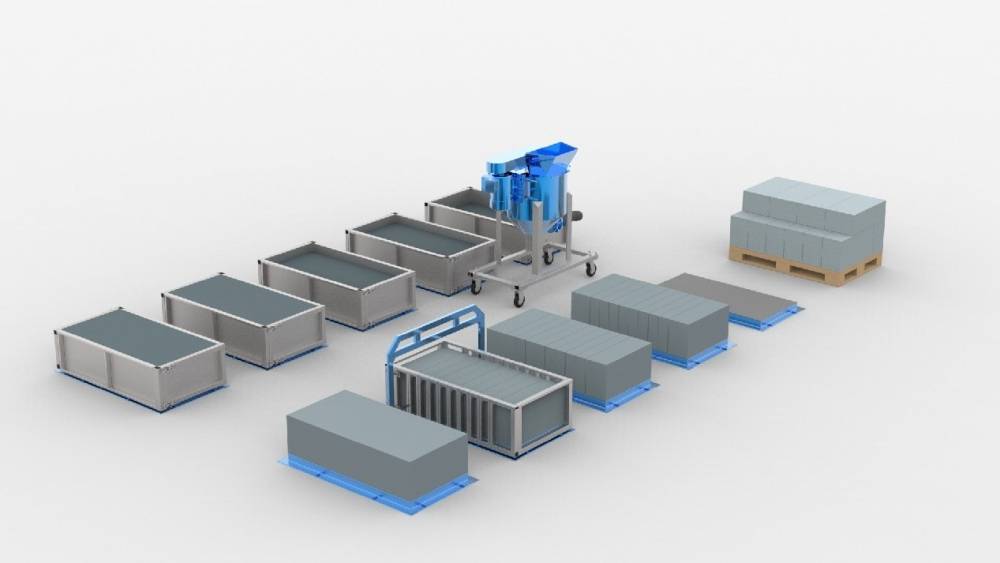
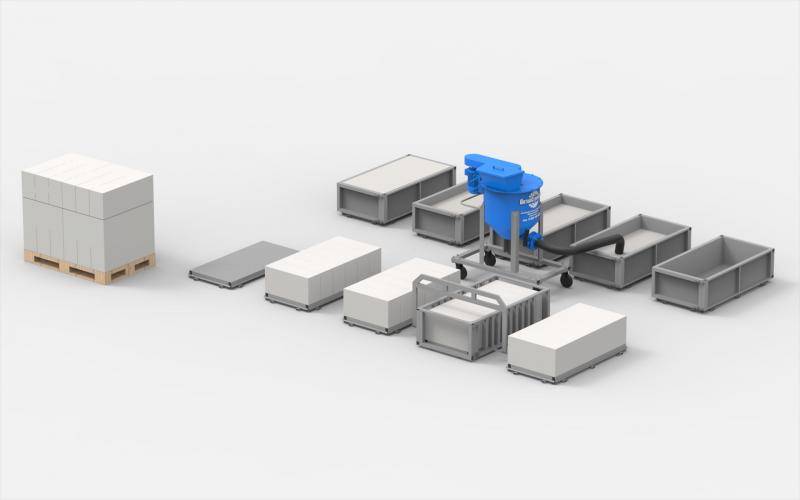
Процесс изготовления материала можно разделить на:
- подготовку материалов;
- изготовление ячеисто-бетонной смеси;
- формование;
- резку массива на отдельные изделия;
- автоклавную обработку;
- упаковку.
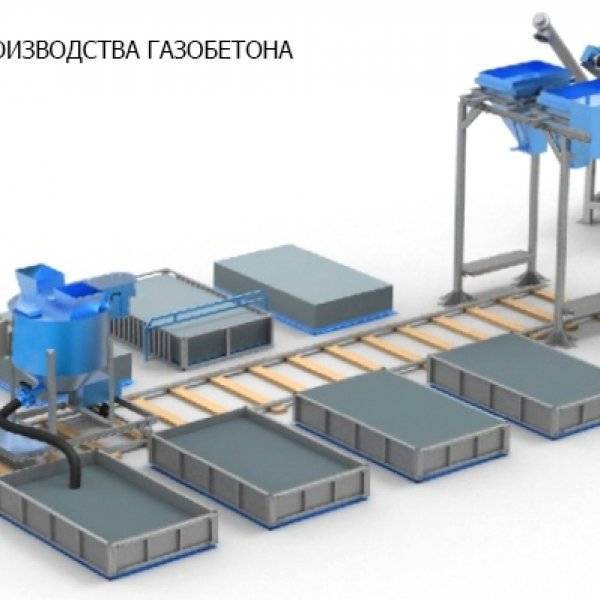
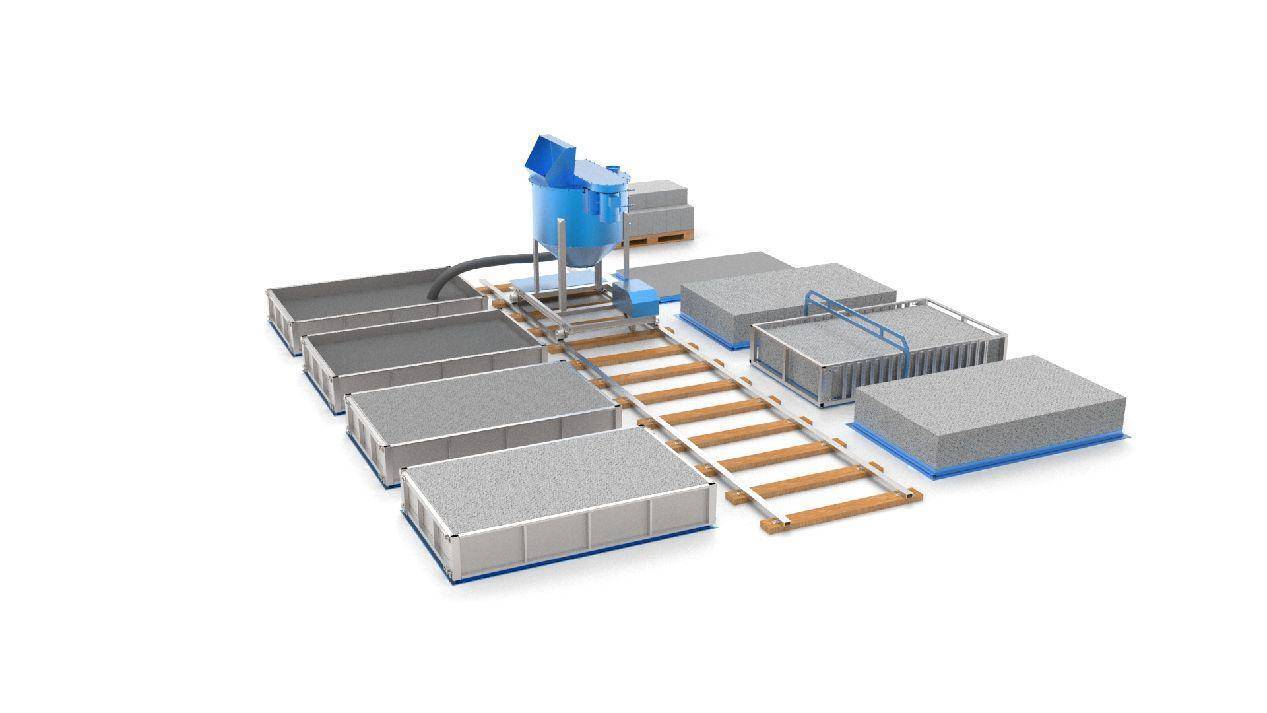
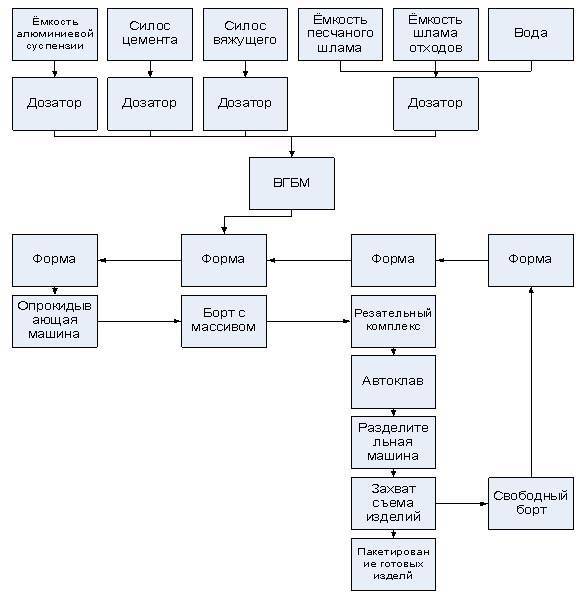
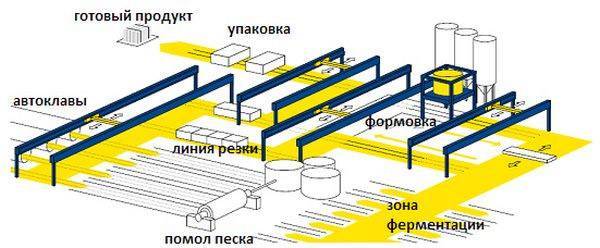
Схема этапов производства
Подготовка материалов
Вначале просеянный через вибросито кварцевый песок измельчается в шаровой мельнице с добавлением воды до состояния шлама. После этого он поступает в шламбассейн, где происходит его механическое перемешивание и гомогенизация.
Изготовление ячеисто-бетонной смеси
По специальному конвейеру шлам подается в газобетоносмеситель. К нему в заданной последовательности добавляют цемент, гипс и известь и перемешивают материалы до нужной консистенции. После этого в смесь вводят алюминиевую суспензию и смешивают до гомогенного состояния.
Вода, кремнеземистая, вяжущая составляющая и алюминиевая суспензия добавляются в строго выдержанных пропорциях, определенных рецептурой. В результате ячеисто-бетонная смесь приобретает требуемые характеристики. Контроль над соблюдением пропорций осуществляется с помощью электронной системы управления.
Формование
Готовую смесь заливают из смесителя в формы и оставляют для вспучивания на 3-4 часа при температуре примерно 40 градусов. Благодаря выделению газа, масса поднимается, подобно дрожжевому тесту, и в ней образуются поры. Этот процесс длится до тех пор, пока не достигается максимальная высота вспучивания, и прекращается активное выделение водорода.
Формы со смесью выдерживаются около часа до приобретения определенной пластической прочности материала. После этого их распалубливают и подают массив на резку.
Резка массива на отдельные изделия
Вначале с массива снимают особыми струнами и ножами боковые кромки. При этом часто создают систему «паз-гребень». Вертикальную и горизонтальную резку проводят пневматически натянутыми струнами. Чтобы резка была более точной, режущую раму перемещают сверху вниз.
Полученные отходы поддаются повторной переработке, поэтому процесс изготовления газосиликатов можно считать безотходным.
Автоклавная обработка
Автоклав представляет собой паровую камеру, в которой поддерживается требуемый уровень влажности и температурный режим. Благодаря автоклавной обработке материал получает уникальную ячеистую структуру и получает набор положительных качеств, которые выгодно отличают его от обычного газобетона. Газосиликатные блоки намного плотнее, легче, ровнее и экологичнее.
Газосиликатные блоки выдерживаются в автоклаве 12 часов при температуре 180 градусов и давлении 12 атмосфер. В таких условиях они приобретают наибольшую прочность. Далее давление снижается, и газосиликаты выезжают наружу.
Упаковка
С помощью крана-делителя ячеисто-бетонные изделия выкладываются для остывания до нужной температуры. Упаковка проводится на автоматической линии, что позволяет избежать появления загрязнений и сколов. Блоки поступают на склады продукции и полностью готовы к использованию.
Производят ли цветные газосиликатные блоки
Одним из отличительных свойств газосиликата является его цвет. Именно по внешнему виду газосиликатные блоки легко отличить от других материалов.
Качественный газосиликат всегда имеет белый цвет и отличается однородной структурой. Если вам предлагают приобрести блоки грязно-серого цвета, вы имеете дело с обычным пенобетоном.
Обзор линий и методов изготовления газоблоков
В зависимости от объемов выпускаемой продукции и условий размещения все оборудование для производства газобетонного блока можно разделить на следующие категории:
- Стационарные линии, используемые для выработки от 10 до 60 м3 блоков в сутки при минимальном задействовании человеческих ресурсов (1-2 работника).
- Конвейерные – выпускающие до 150 м3, оптимальные при необходимости обеспечения больших объемов.
- Мобильное оборудование – для изготовления газоблоков своими руками непосредственно на стройплощадке или дома, запитываемое от 220 В.
- Мини-линия – автоматизированный комплекс для качественных газоблоков объемом до 15 м3 в сутки при компактном размещении (занимает не более 150 м2) и обслуживании силами 3 человек.
- Мини-завод – аналогичная линия, но выигрывающая по мощности, за день изготавливается до 25 м3 газобетона.
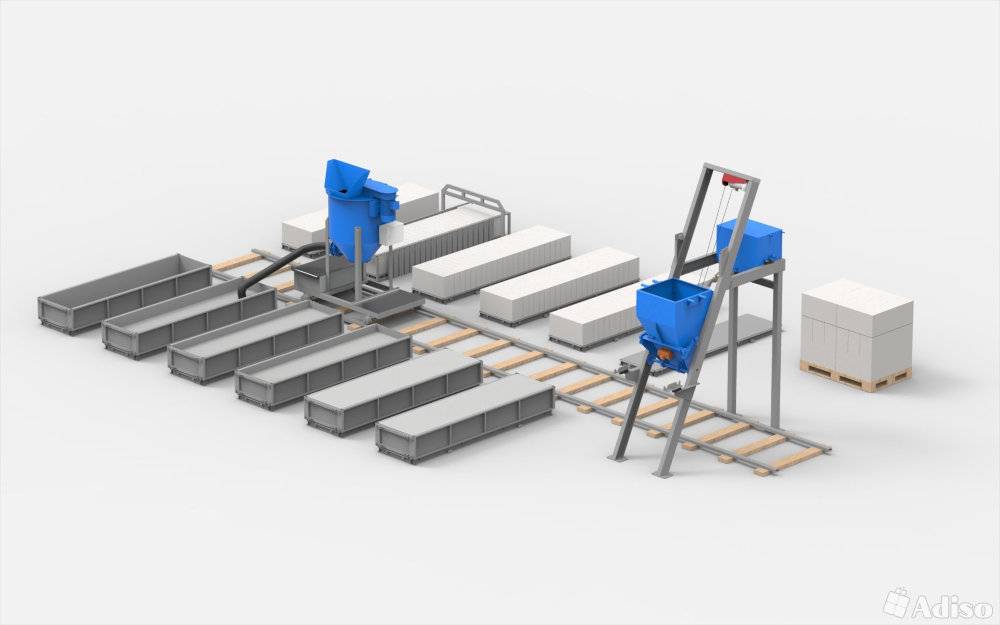
Стационарное оборудование считается самым выгодным в долгосрочной перспективе, благодаря автоматизированному заполнению форм оно работает практически самостоятельно, на тяжелых этапах ручной труд исключен. Характерной особенностью этих линий являются наличие передвижного смесителя, комплекса для подготовки и хранения сырья, нагрева воды и конвейерной подачи к дозатору. Их преимуществом признана значительная производственная мощность (без термообработки – до 60 м3 газоблоков), минусом – потребность в больших площадях (до 500 м2) и высокая стоимость станков и установок (от 900000 рублей и выше, купить его б/у сложнее).
Конвейерные линии также занимают много места (от 600 м2), но они реализуют другую технологию производства: дозатор и смеситель газобетона остаются неподвижными, а формы – перемещаются. Процесс такого комплекса также полностью автоматизирован, но из-за увеличенных объемов выпускаемой продукции обслуживание не рекомендуется проводить самому, потребуются силы 4-8 человек. Стоит дороже остальных, минимальная цена конвейерных комплексов производительностью в 100 м3/сутки составляет 3000000 рублей.






Главным преимуществом мобильного оборудования является возможность выпуска газобетона в любом удобном месте, в том числе у себя дома, оно занимает всего 2 м2. Стандартный комплект включает компактный смеситель, компрессор и соединительные рукава длиной около 2 м (для заполнения нескольких форм сразу). Мобильные установки обходятся не дороже 60000 рублей, и потребляют не более 1,5 кВт в час (на примере Газобетон-500 Б плюс), в целях экономии их можно купить б/у. Для изготовления газоблоков дома с их применением достаточно сил 1 человека, но при привлечении 2 работы пойдут быстрее.
Мини-линии и заводы по выпуску газобетонных блоков бывают как стационарными, так и конвейерными. Их предлагают купить ряд отечественных заводов, хорошие отзывы имеют Иннтехгруп и Кировстройиндустрия, к лучшим относят производственные линии Алтайстроймаш. Комплексация мини-линий может быть разной, но основное оборудование (смеситель, формы и станок для резки газоблоков) в них входит всегда, этого достаточно для запуска производства даже дома. Сами устройства займут мало места (в зависимости от мощности – от 10 до 150 м2), но не следует забывать об организации площадки для просушки газоблоков.

Практически все предлагаемые линии отечественного производства не включают в стандартную комплектацию автоклавы. Автоматизированные мини-заводы с ними реализует Китай, стоимость оборудования при этом увеличится как минимум на 1000000 рублей. Приобретение промышленного автоклава целесообразно при уже налаженной линии сбыта или при желании вытеснения конкурентов. При неизбежном возрастании величины энергопотребления их установка позволяет сократить время цикла (нет необходимости в просушке газобетонных блоков на поддонах в течение 3 суток). Практически все современные автоклавы автоматизированы, включая подачу изделий в печь и выгрузку.
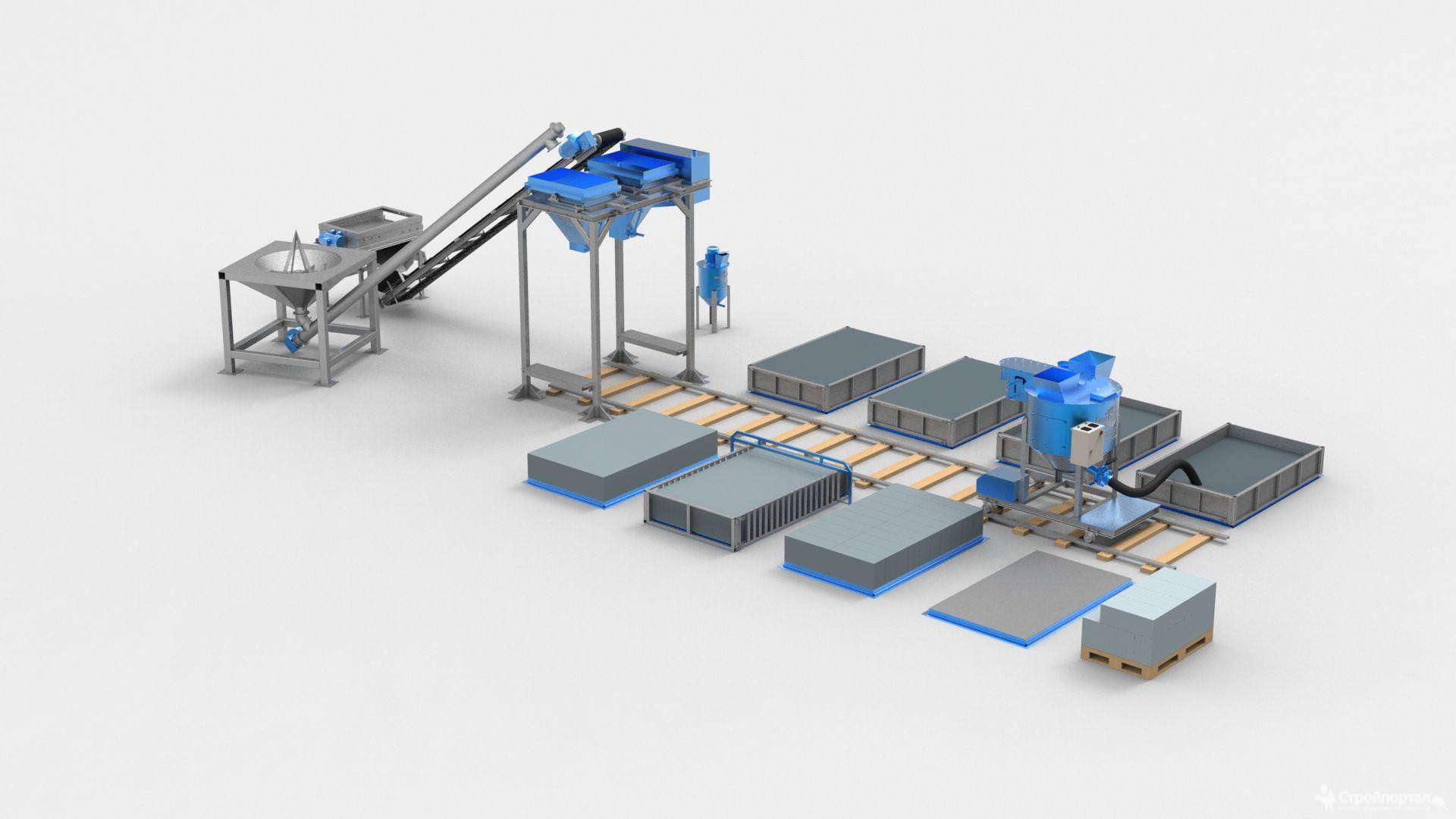
Оборудование для производства газобетона
Выбор оборудования зависит от производственных масштабов. На рынке представлен широкий спектр конвейерных, стационарных и мобильных установок от разных производителей. Каждый вариант обладает своими особенностями.
Конвейерные линии
По сути, речь здесь идет о полноценном заводе с максимальной автоматизацией процессов, большими объемами производства газобетона и, соответственно, высокой рентабельностью.
В составе линии для производства присутствуют следующие агрегаты:
- емкости и бункеры для сырьевых компонентов;
- ленточные конвейеры;
- смесители;
- автоклавы;
- формы для заливки смеси;
- установки для разрезания газобетона;
- дробильный аппарат;
- тележки;
- аппаратная часть для управления автоматическими процессами;
- вилочный погрузчик.
Стоимость комплекта оборудования может составлять от 5 до 55 миллионов рублей в зависимости от мощности и страны производства. В среднем заводы такого типа дают возможность выпускать порядка 300 тыс. м³ газобетонных блоков ежегодно и требуют для размещения площади в несколько тысяч квадратных метров.
Стационарные линии
Производительность предприятий этого типа составляет около 50 м³ газобетона в сутки. В комплектацию входят дозаторы сырья, ленточные транспортеры, автоклав и другие оборудование. Основное отличие от конвейерных линий состоит в низком уровне автоматизации, поэтому для обслуживания необходимо нанимать большее количество рабочих.
Для размещения всех агрегатов, складских площадей и бытовых помещений потребуется цех площадью порядка 500 м².
Мобильные линии
Этот вариант самый бюджетный и оптимален для предпринимателей с небольшим стартовым капиталом либо строительных фирм, желающим иметь собственное производство газобетона. В зависимости от конфигурации оборудование дает возможность изготавливать 10-30 м³ газобетона в сутки.
При этом важно понимать, что наряду с непосредственно производственной линией, предприятию по изготовлению газобетона потребуются погрузочно-разгрузочная техника и различный инвентарь. В наименьшем варианте это около 150 тыс
руб. Если же планируется приобретение грузового транспорта для доставки блоков, капитальные затраты существенно возрастают.
Технология изготовления
Несмотря на название, сама технология производства газобетона довольно простая и состоит она из нескольких частей.
Основная часть технологий
Характерной чертой представителей этой группы бетонов является их ячеистая структура. Пузырьки газа занимают в них до 85% объема, поэтому все ячеистые бетоны имеют довольно малый объемный вес.
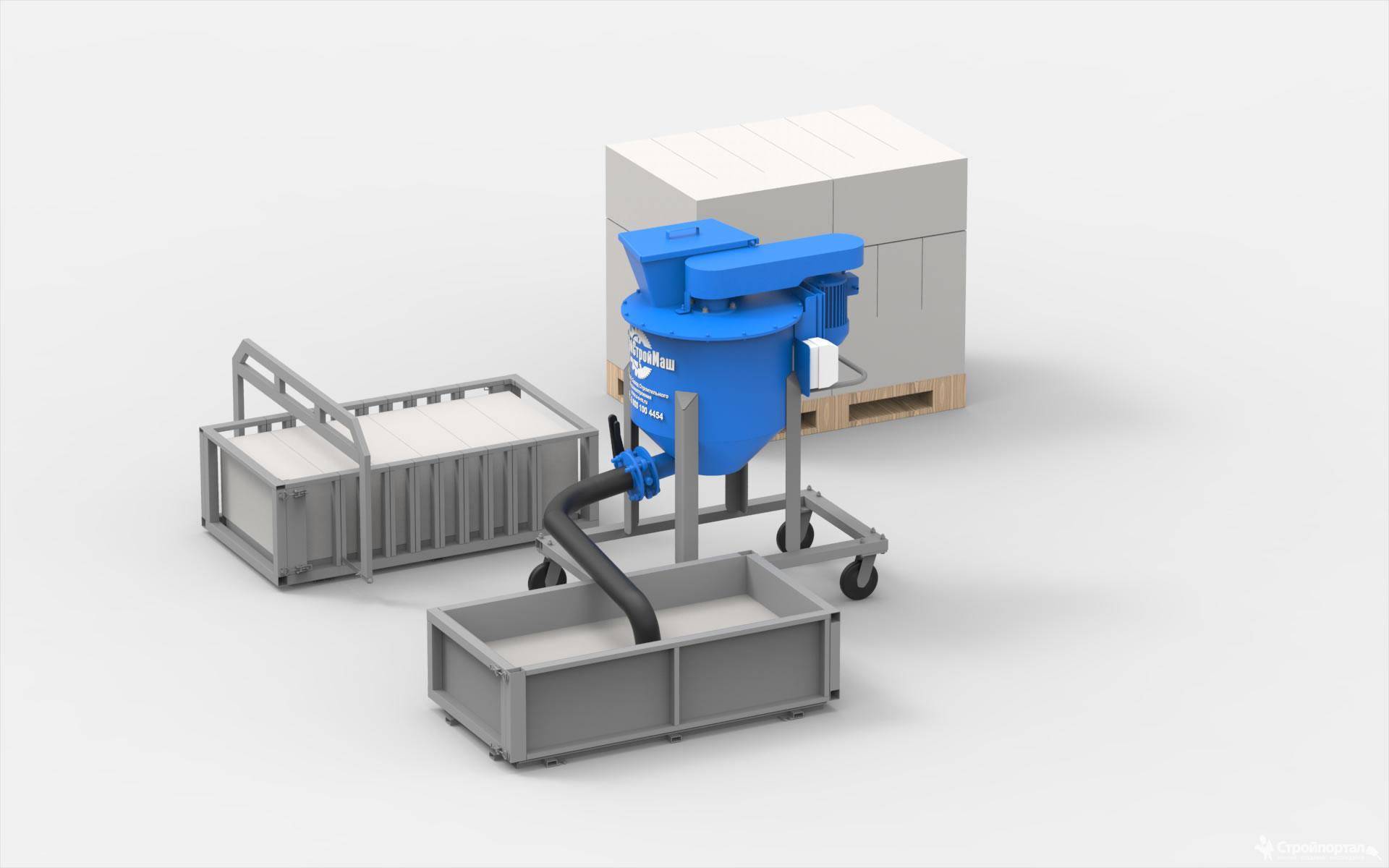
Все исходные материалы для газобетона (воду, известь, цемент и кварцевый песок) размешивают в газобетоносмесителе в течение 4-5 минут готовится смесь, затем в неё добавляют в небольшом количестве водную суспензию алюминиевой пудры, которая вступает в реакцию с известью. Продуктом реакции является водород, который и образует в сырьевой массе огромное количество пор (пузырьков) размером от 0,5 до 2 мм, которые равномерно пронизывают весь материал.
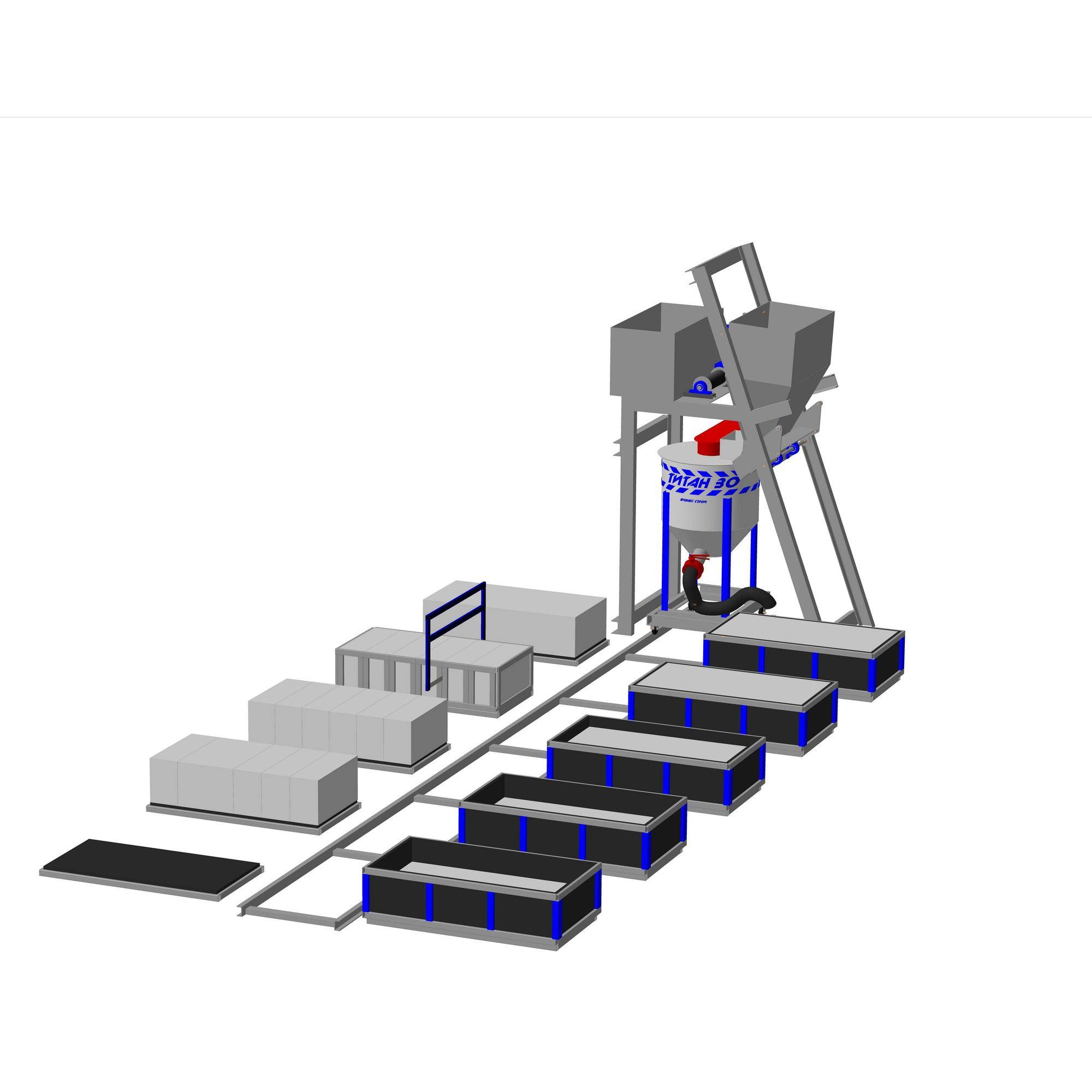
Сразу же после добавления этой алюминиевой пасты смесь переливают в специальные металлические емкости (см. выше установку), в которых и проходит само вспучивание. Для ускорения данных химических реакций, а также схватывания и твердения полуфабрикат подвергают вибрационным нагрузкам. После того как газобетон достигает стадии предварительного своего затвердения, с верхушки застывшей смеси проволочными струнами срезают неровности, а оставшуюся массу берут и разрезают на блоки равного размера. Полученные газобетонные блоки проходят тепловую обработку в автоклаве (см. ниже). Затем полученные блоки калибруют благодаря специальной фрезерной машины.
Автоклавная обработка газобетона
Автоклавирование материала является важным этапом, который улучшает свойства газобетонных блоков. Уже сформированные и разрезанные на блоки газобетон помещают в специальные автоклавные камеры, в которых они в течение 12 часов в условиях повышенного давления (12 кг/см²) обрабатываются насыщенным водяным паром при температуре 190°С.
Газобетон автоклавного твердения является более прочным, дает значительно меньшую усадку, имеет более однородную структуру, а также может применяться в различных областях строительства в качестве основного строительного, звукоизолирующего и теплоизолирующего материала. Коэффициент теплопроводности автоклавного газобетона – 0,09-0,18 Вт/(м·°С). Благодаря такой теплопроводности газобетонных изделий в российских климатических условиях можно (за исключением северных районов) возводить однорядные стены толщиной 375-400 мм, которые не требуют дополнительного утепления.
Газобетон можно изготавливать и неавтоклавным методом. В таком случае затвердение происходит в естественных условиях. Для такого производства уже не будет требоваться современное высокотехнологичное оборудование, поэтому его можно производить даже своими руками в домашних условиях, но он будет менее прочен. Усадка неавтоклавных газобетонных блоков при эксплуатации составляет 3-5 мм/м, в то время как автоклавных – 0,3-0,5 мм/м. Прочность автоклавного – 28-40 кгс/ м², неавтоклавного – 10-12 кгс/м².
Обычный газобетон производится существенно реже, чем автоклавный, но опять же его можно делать в домашних условиях, т.к. не требуется никакого сложного оборудования для этого.






Анализ рынка
В большинстве европейских стран доля строительства стен жилых и нежилых зданий из ячеистого бетона составляет 30–40%. В России интерес к этому строительному материалу постепенно растёт, но пока не достиг таких значений. В нашей стране домостроение из газобетона стимулируют такие факторы:
- растущая потребность населения в жилье, особенно в населённых пунктах, расположенных вблизи мегаполисов;
- активное развитие малоэтажного строительства в сельской местности;
- ужесточение требований к тепловой защите зданий.
Дополнительным стимулом служит доступная стоимость газобетона – строить из него дешевле, чем из кирпича или дерева. Кроме того, возведение зданий из ячеистого бетона происходит в разы быстрее. Для примера – жилой дом площадью 100 м2 бригада соорудит за несколько дней.
Все эти факторы влияют на увеличение спроса на продукт. Рынок газобетона в последние годы развивается стремительно. Маркетологи прогнозируют дальнейший рост спроса на ячеистый бетон за счёт сокращения объёмов строительства из кирпича.
Обзор производственного процесса
Так как процесс организации бизнеса мы уже рассмотрели, пришло время перейти непосредственно к технологии. Начать стоит с подробного рассмотрения набора оборудования и изучения его типов.
Необходимое оборудование и сырье
Как уже говорилось, линия для изготовления газоблока бывает нескольких видов, а именно:
- Конвейерная;
- Стационарная;
- Мини-завод.
- Конвейерный тип оборудования практически полностью автоматизирован, участие человека при изготовлении – минимально и сводится, в основном, к контролю и управлению машинами.
- Стоимость ее крайне велика, а масштабы производства могут достигать и 200, и 300 м3 в сутки. .
- Стационарный вариант набора машин для выпуска блоков из газобетона, представляет собой небольшую установку, работа которой частично автоматизирована. Объем производства бюджетного варианта набора машин составляет около 30-50 м3 в сутки.
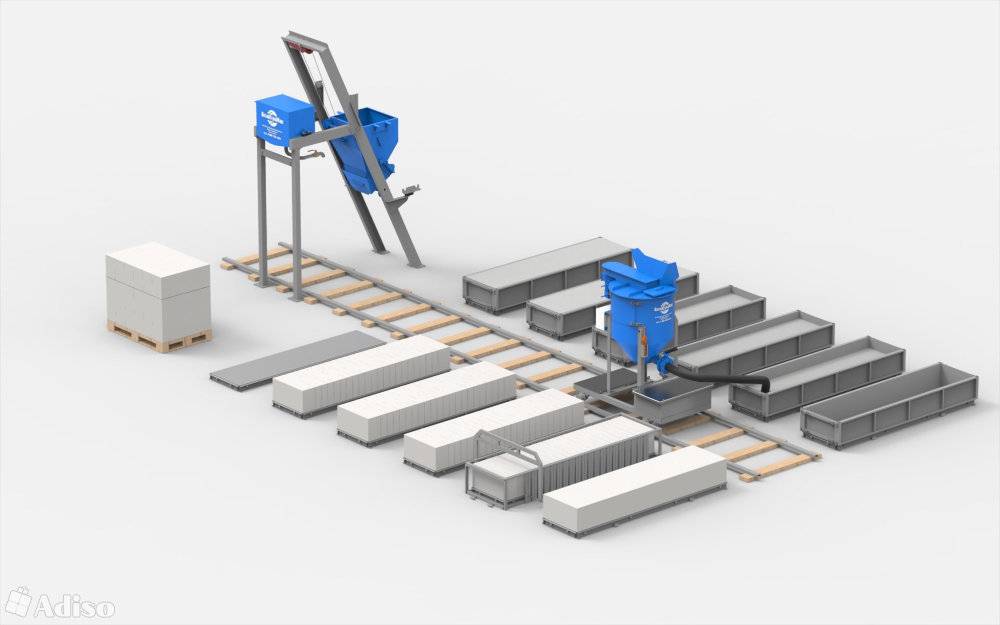
Самым экономным вариантом, является мини установка. Подходит она также и для домашнего изготовления. Стандартный набор включает в себя:
- Смеситель;
- Формы для блоков;
- Дозатор компонентов;
- Вибросито;
- Парогенератор;
- Резательный комплекс.

Мобильная установка
Представляет она собой подвижную установку, содержащую в комплекте смеситель, компрессор и рукава для их соединения. При ее использовании трудозатраты весьма велики, однако компенсируются они заметной экономией на закупке оборудования.
С целью еще большего сокращения расходов, можно приобрести б/у оборудование, обойдётся оно минимум на треть дешевле. Процесс производства лучше осуществлять нескольким людям, это значительно ускорит ход работ. Теперь немного о сырье.

Состав газобетона
Для изготовления газобетона необходимо наличие следующих компонентов:
- Цемент марки не ниже 400;
- Чистая вода;
- Алюминиевая пудра, которая выступает в качестве газообразователя;
- Известь негашеная;
- Кварцевый песок;
- Специализированные добавки в виде стекловолокна, полимерного волокна, которые улучшают армирующие свойства. Хлорид кальция – ускоряет твердение, а микрокремнезем – повышает эксплуатационные качества изделий.

Пропорции для газобетонной смеси в соответствии с ГОСТ
Поэтапный ход работ
Если используется мини установка для газобетона, то порядок работ будет выглядеть следующим образом:
- Сначала производят дозирование компонентов и их загрузку в смеситель. При отсутствии дозатора компонентов, взвешивание производят вручную с использованием весов.
- Происходит изготовление смеси, а точнее, ее перемешивание.
- Последним из всех компонентов добавляется газообразователь.
- Раствор заливают в формы, в которых в результате химической реакции алюминиевой пудры и негашеной извести, происходит процесс газообразования, в результате которого происходит вспучивание раствора.
Формы заполняются не до краев, так как объем смеси в процессе газообразования значительно увеличивается.
- После завершения вышеуказанного процесса, производят корректировку. Излишки смеси удаляются.
- Изделия еще некоторое время выдерживают в формах для их частичного затвердения;
- Далее можно произвести распалубку.
- В последующем блоки складируются. Марочной прочности они достигнут, в соответствии с ГОСТ, спустя 28 дней. Только по прошествии данного промежутка времени, допускается использование материала в строительстве.
- Если используется единая форма для формирования блочного массива, изделие подвергается резке с использованием резательного комплекса на нужные типоразмеры.
- При отсутствии дозатора компонентов, пропорции сырья могут быть нарушены. В этом случае, свойства материала могут быть изменены, причем не всегда в лучшую сторону.
- Затраты времени – колоссальные.
- Трудозатраты также весьма велики.
- Некоторое количество материала может быть затрачено на неудачные изделия в виду практически полностью ручного изготовления.
- Отсутствие полноценного контроля при кустарном или домашнем выпуске.
Видео в этой статье: «Мини установка для выпуска газобетона: порядок использования» расскажет подробнее об этапах изготовления изделия в домашних условиях, или в условиях небольшого завода.
Расчеты доходов и расходов
В этом разделе можно посмотреть расчеты текущих финансовых затрат на обеспечение стабильного функционирования производственного цеха, а также расчеты возможной прибыли от данного вида бизнеса. Первая таблица посвящена обзору текущих расходов цеха по производству газобетонных блоков.
| № п/п | Статьи расходов | Сумма в месяц, руб. | Сумма в год, руб. |
| 1 | Оплата аренды помещения цеха | 20 000 | 240 000 |
| 2 | Оплата коммунальных услуг (электроэнергия, вода, газ и т.д.) | 10 000 | 120 000 |
| 3 | Закупка сырья для производства газоблоков | 100 000 | 1 200 000 |
| 4 | Заработная плата работников производственного цеха | 95 000 | 1 140 000 |
| 5 | Отчисления за персонал в ФСС | 28 500 | 342 000 |
| 6 | Расходы на рекламу и продвижение | 5000 | 60 000 |
| 7 | Плановое обслуживание и возможный ремонт оборудования цеха | 5000 | 60 000 |
| 8 | Потенциальные дополнительные расходы | 2500 | 30 000 |
| ИТОГО | 266 000 | 3 192 000 |
Доходность цеха по производству газоблоков, открытого в малом российском городе, подсчитана в следующей таблице:
| № п/п | Показатели | Сумма за текущий год деятельности, руб. |
| 1 | Планируемый доход от функционирования цеха по производству газоблоков | 7 728 000 |
| 2 | Себестоимость сырья и дополнительных расходов производственного цеха (сумма строк 2.1-2.8) | 3 192 000 |
| 2.1 | Оплата аренды помещения цеха | 240 000 |
| 2.2 | Оплата коммунальных услуг (электроэнергия, вода, газ и т.д.) | 120 000 |
| 2.3 | Закупка сырья для производства газоблоков | 1 200 000 |
| 2.4 | Заработная плата работников производственного цеха | 1 140 000 |
| 2.5 | Отчисления за персонал в ФСС | 342 000 |
| 2.6 | Расходы на рекламу и продвижение | 60 000 |
| 2.7 | Плановое обслуживание и возможный ремонт оборудования цеха | 60 000 |
| 2.8 | Потенциальные дополнительные расходы | 30 000 |
| 3 | Валовый доход (до уплаты налогов) | 4 536 000 |
| 4 | Налоговые платежи | 680 400 |
| 5 | Чистый доход | 3 855 600 |
Из расчетов видно, что бизнес по производству газоблоков может принести крайне неплохой годовой доход своему владельцу. Даже несмотря на размещение производства в провинциальном российском городе, потенциальная чистая годовая прибыль может составить без малого четыре миллиона рублей. Соответственно, ежемесячный чистый доход от работы цеха по производству газобетонных блоков составит более 300 000 рублей. Рентабельность небольшого частного цеха по производству бетонных газоблоков находится в районе 50%, и это крайне высокое значение. При быстром налаживании каналов сбыта продукции, окупятся начальные вложения в организацию данного производства примерно за два-три месяца.
Потребность в сырье и оборудовании
Основой служит смесь помолотого кварцевого песка, бездобавочного портландцемента, негашеной извести, незначительной доли гипса, воды и порообразователя, в качестве которого используется алюминиевая пудра или паста.
| Наименование ингредиента | Объемная доля, % | Расход на 1 м3 газосиликата, кг |
| Песок | 65-70 | 450 |
| Портландцемент ПЦ500 Д0 | 8-10 | 60 |
| Молотая негашенная известь | 12-20 | 120 |
| Гипс | 1-2 | 12 |
| Алюминиевая пудра | 0,5 | 0,5 |
| Вода | 450 л |
Для запуска линии производства блоков потребуется закрытое, но хорошо вентилируемое помещение, подключенное к электросети, водопроводу и канализации. При низких требованиях к объему выпуска изделия из неавтоклавного газобетона можно залить дома, на площадке от 6 м2, но для полноценного автоматизированного комплекса нужен склад площадью от 200 м2 и выше. Задействованное оборудование относится к разным системам, взаимосвязь между ними отражена в таблице:
| Тип системы | Оборудование |
| Дробление и подготовки компонентов | Бункеры, конвейеры, элеваторы, шаровая мельница, дробилка для извести, смесители алюминиевого порошка |
| Дозирования и заливки | Смеситель, формы, платформа для перемещения, парогенератор |
| Резки и перегруппировки | Станок для резки, захваты для переворачивания |
| Набора окончательной прочности | Автоклав, подключенный к паровому котлу |
| Упаковочная | Краны, линия контроля точности размеров, упаковки и маркировки |
Стоимость
Существует два варианта организации полноценной линии – приобретение автоматизированного комплекса, запускаемого и отлаживаемого заводами-изготовителями или закупка и подключение отдельных узлов от разных фирм. При всех преимуществах первого варианта (быстрый ввод в работу, совместимость, ответственность поставщиков и наладчиков) затраты на его реализацию составляют не менее 4 млн. рублей.









Ориентировочные расценки на востребованные модели:
| Наименование | Изготовитель | Установленная мощность, кВт | Ориентировочная производительность | Цена, рубли |
| Вибросито ВС-3 | СтройБетон | 0,5 | До 5 м3/ч | 49000 |
| Мельница шаровая МШ2 | Строммашина | 37 | 200-350 кг/ч | 1128000 |
| Растворосмеситель принудительного действия РС-500 | Метэм | 3 | 460 л | 98175 |
| Парогенератор для сушильной камеры ПР-01 | 11 | 15 кг пара в час при рекомендуемом объеме камеры для сушки газосиликата в 30 м3 | 70000 | |
| Проходной автоклав АП-2 х 19 | Волгоцеммаш | — | Рабочий объем – 60 м3, давление – 1,2 МПа | 3300000 |
Помимо основного оборудования требуются бункера для хранения цемента и песка (от 70000 рублей и выше), ленточные транспортеры для сыпучих компонентов (от 150000), формы (от 40000 на 35 изделий, для непрерывного выпуска их понадобится несколько), станок для резки, подхвата и перемещения готового материала (от 450000), упаковочные машины, системы возврата и очистки форм. Практически все задействованные агрегаты подключаются к трехфазной сети, трансформатор, стабилизаторы и аналогичные устройства, обеспечивающие непрерывную работу линии, обязательно учитываются при составлении сметы.
https://youtube.com/watch?v=muRfYVq-dRE
https://youtube.com/watch?v=kwON_C67Yhg
Сравнительный анализ автоклавного и неавтоклавного производства
Если сравнивать два типа материала, то автоклавный выигрывает по множеству параметров. Но есть случаи, когда определенные свойства не так важны для строительного материала, поэтому стоит изучить особенности обеих технологий и определить необходимость применения автоклава и затрат на него.
Чем отличаются автоклавный и неавтоклавный газобетон:
- Прочность и теплопроводность – благодаря воздействию пара под давлением и при высокой температуре изделия становятся более прочными и менее теплопроводными. Газобетон как бы запекается, не успевая разрушиться или испытать напряжение, что в будущем исключает усадку.
- Морозостойкость – неавтоклавные блоки хуже переносят процесс замерзания/оттаивания (меньше циклов переживают без разрушений и деформаций).
- Геометрия и внешний вид – автоклавный газобетон более идеален по размерам и демонстрирует максимальную точность габаритов.
- Сложность процесса производства – автоклав стоит дорого, но его применение на сам процесс производства блоков не влияет.
- Хрупкость – неавтоклавный газобетон более уязвим для ударов, механических воздействий.
- Цена – автоклавный блок в среднем стоит на 10% больше того, что производился без обработки.
- Усадка – автоклавный газобетон практически не дает усадки, неавтоклавный может предполагает небольшие значения.





