

Как работают производители корпусной мебели
Преобладающая часть производителей мебели, особенно из сферы малого бизнеса, предпочитают изготавливать и собирать изделия на заказ. Такой подход выгоден обеим сторонам: покупатели получают мебель нужного размера, цвета и комплектации, а производитель затрачивает ровно столько ресурсов, сколько необходимо и не работает в убыток.
При таком подходе изготавливается один образец, который выставляется в магазине с указанием, что экземпляр на продажу будет выполнен с учётом пожеланий клиента. Главное при таком подходе изготавливать мебель достаточно быстро и предлагать клиентам максимальное число вариантов.
Классификация ДСП
Несмотря на то, что основой всех видов ДСП является, на первый взгляд, постоянный состав, этот материал имеет множество классификаций.
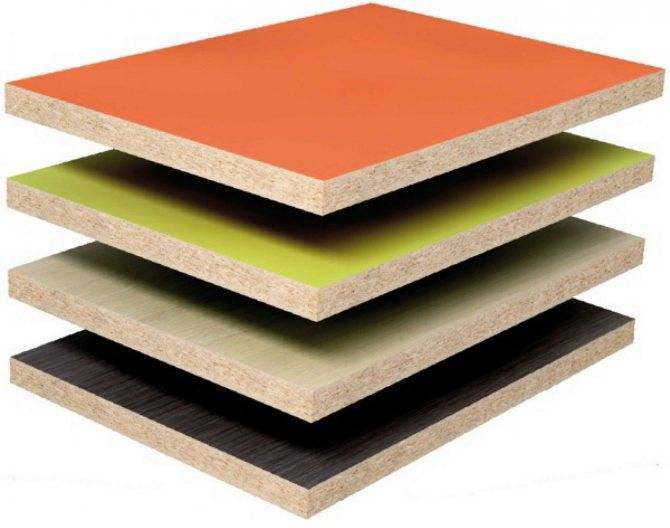
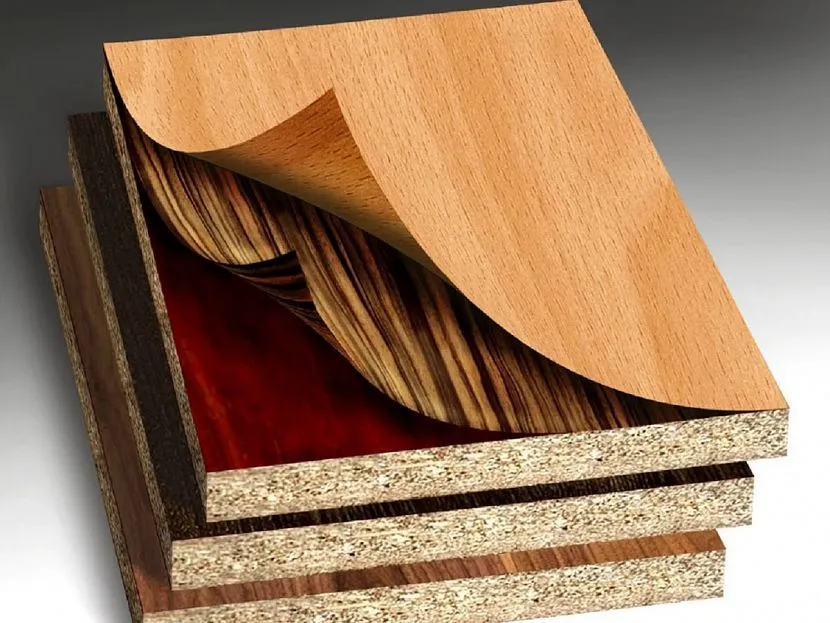
Древесно-стружечные плиты по виду облицовки классифицируются на следующие:
- черновая ДСП – без декоративного слоя;
- ламинированная ДСП – покрыта с обеих сторон ламинирующей пленкой;
- шпонированная ДСП – оклеена с обеих сторон тонким слоем натурального шпона;
- кашированная ДСП – облицована бумажно-смоляной пленкой.
ДСП без декоративного покрытия не имеет эстетических качеств, поэтому при изготовлении корпусной мебели используется крайне редко. Этот материал часто применяется для облицовки стен. Также черновые плиты ДСП используются при производстве мягкой мебели в качестве основания конструкции. Ламинированная ДСП имеет множество вариантов, которые отличаются по цвету, текстуре и фактуре. Столь богатое многообразие возможно благодаря широкому ассортименту ламинирующей пленки.
Ламинированнные древесно-стружечные плиты
Шпонированная ДСП – это недорогой аналог мебели из натуральной древесины. Внешне изделия, изготовленные из шпонированной ДСП, напоминают мебель из натуральной древесины. Материал отличается большим многообразием цветов и сортов древесины. Шпонированная ДСП в производстве мебели используется не столь часто, как ламинированная, хоть и обладает приятными декоративными качествами. Изделия из ДСП, покрытой шпоном, весьма эстетичны и обладают высокими потребительскими свойствами: экологичность, приятный внешний вид, износоустойчивость, практичность.
Шпонированную ДСП получают путем облицовки чернового ДСП тонким древесным срезом – шпоном. Для этих целей могут использоваться как хвойные, так и лиственные породы дерева. Процесс производства включает несколько этапов: раскройка шпона, склеивание его с ДП и шлифовка. На поверхность чернового ДСП наносится клей с карбамидоформальдегидными или меламиноформальдегидными смолами и приклеивается шпон. Далее с помощью пресса слои скрепляются между собой. Окончательный этап заключается в тщательной шлифовке готового материала.
Кашированная ДСП используется в качестве дешевого аналога ЛДСП. Она обладает приятными внешними свойствами, но значительно уступает по качеству.

Кашированные древесно-стружечные плиты
Процесс каширования включает покрытие поверхности ДСП рулонным материалом в виде бумажно-смоляной пленки. На поверхность ДСП заранее наносится клеевой состав, к которому при помощи пресса присоединяют твердую декоративную пленку. Процесс каширования проходит при температуре 120 -150 ̊С. Основным отличием кашированной ДСП от ламинированной является то, что в первом варианте бумага просто приклеивается к поверхности, а при ламинировании прессование происходит химическим путем и декоративная пленка становится единым целым с ДСП.
Классификация по качественным характеристикам включает следующие виды ДСП:
- 1 сорт;
- 2 сорт;
- 3 сорт.
Плиты ДСП 1 сорта отличаются наиболее высоким качеством. Для производства плит 1 сорта используются исключительно отборные опилки, в основном одной древесной породы. Именно плиты этого сорта подвергаются дальнейшей обработке – ламинированию. Они имеют абсолютно гладкую поверхность, без изъянов и сколов.
Древесно-стружечные плиты 2 сорта могут иметь небольшие сколы или царапины. Такие плиты также могут поддаваться декорированию.
3 сорт древесно-стружечного материала применяется в основном в строительной сфере. Плиты имеют весьма внушительные дефекты, которые не позволяют использовать их при изготовлении корпусной мебели. ДСП 3 сорта не облицовывается.
По степени сопротивляемости к внешним воздействиям можно выделить следующие виды ДСП:
- влагостойкая;
- огнеупорная.
Влагостойкая ДСП подвергается обработке парафиновой эмульсией. Также при ее производстве используются специально обработанная древесная стружка. Подобные манипуляции предотвращают разбухание древесных волокон под воздействием влаги.
Огнеупорная ДСП включает антипирены, которые препятствуют процессу возгорания.
Как ламинировать ДСП самостоятельно?
Не всегдаподходит по цвету или рисунку
Для этого хорошо подойдут различные виды декоративных пленок, которые продают в строительных магазинах.
Пленки бывают самоклеящимися и обычными.
Для нанесения самоклеящейся пленки с нее снимают тонкое защитное покрытие и укладывают на очищенный от грязи и пыли лист ДСП, затем прокатывают валиком, удаляя пузырьки воздуха.
Для нанесения обычной пленки применяют специальный клей, рекомендованный производителем пленки, затем выжидают 2–5 минут и аккуратно накладывают пленку, не допуская появления складок.
Такие способы позволяют наклеивать на ДСП лишь те рисунки, которые есть в магазине, поэтому можно использовать метод, который применяли во времена СССР, когда ЛДСП была в огромном дефиците.
На очищенную от пыли и грязи поверхность ДСП наносили тонкий слой грунтовки (ПВА, разбавленный водой в соотношении 5:1). Затем на листах альбомной бумаги делали желаемый рисунок и с обратной стороны грунтовали ПВА.
Через 2–4 дня, когда клей полностью застыл, листы с рисунком раскладывали на поверхности ДСП так, чтобы собрать рисунок воедино. Затем каждый лист прогревали с помощью утюга.
Однако сдвиг любого из листов приводил к нарушению рисунка и портил всю картину, поэтому для большей надежности старались достать не альбомную, а типографскую бумагу, которая превосходила плиту по размерам.
Готовый рисунок покрывали мебельным или паркетным лаком в 2–3 слоя и получали самодельный ламинат с невысокой прочностью покрытия, зато с необходимым рисунком.
Мебельное торговое оборудование
Продажа мебели может осуществляться через Интернет или через торговые точки с выставочными залами (витринами).
Несмотря на большую популярность онлайн торговли, большинство покупателей предпочитают сначала увидеть мебель своими глазами, потрогать, ознакомиться с изделием поближе, а не доверять красивой картинке, которую они увидят на сайте.
Это особенно актуально для всех видов мягкой мебели (тактильные ощущения, удобство) и для большинства разновидностей корпусной мебели (плавность хода фасадов, удобство в открытии ящиков, общая эргономика и общий уровень качества).
Требования, предъявляемые к мебельному торговому оборудованию
Мы не будем рассматривать вопросы, связанные с юридическими моментами, оформлением документов и наполнением витрины, а сразу же перейдем к практической реализации. Мебельное торговое оборудование – основа для современного магазина.










Мебельное оборудование должно обладать целым рядом характеристик:
- износостойкость и механическая прочность;
- эргономичность конструкции максимальный комфорт для покупателя;
- длительный срок эксплуатации.
Мебельная фурнитура торгового оборудования играет ключевую роль во всех указанных критериях.
Краткий перечень необходимого мебельного торгового оборудования
Типовое торговое оборудование мебельного магазина состоит из таких элементов:
- рабочий стол (стойка) продавца, на которой находятся каталоги и образцы материалов;
- стеллажи или открытые витрины для негабаритной мебели (табуреты, стулья, подставки, тумбы);
- специальные стойки с образцами обивочных тканей;
- подиумы для корпусной и мягкой мебели (установка изделий на возвышенности предотвращает механическое повреждение ножек и опорных элементов конструкции).
Оборудование мебельного магазина может отличаться от указанного выше в зависимости от специфики торговой точки, площади выставочного зала и количества продукции.
Особенности регистрации бизнеса
Предприниматель обязательно проходит процедуру официальной регистрации бизнеса. На выбор формы регистрации влияют масштабы реализации продукции. Если планируются минимальные объемы продаж, то есть смысл открыть ИП. Для масштабного производства предметов мягкой мебели лучше оформить ООО.
Начинающему бизнесмену нужно определиться с подходящей системой налогообложения. Если планируется, что доходы составят до 60 миллионов рублей за отчетный период, то лучше выбрать УСН. При такой системе размеры налоговой ставки будут составлять 5-15% (точная цифра зависит от региона проживания).
При регистрации бизнеса указываются такие актуальные коды ОКВЭД 31.09.1, 31.09.2, 31.09. Первый код дает предпринимателю право изготавливать мягкую мебель не по индивидуальному заказу клиента. Второй код позволяет осуществлять производство предметов по индивидуальному заказу. Код 31.09 – производство прочей мебели, а также отдельных мебельных деталей.
Осуществляется производство мягких предметов мебели без лицензирования. Для реализации готовой продукции требуется сертификат качества, поэтому технология изготовления должна в полной мере соответствовать установленным ГОСТам. Например, диваны, кресла для отдыха и кровати производятся по ГОСТу 19120-93.
Декоративное покрытие
Определившись, из чего делают корпусную мебель, можно приступать к оформлению. Поверхность древесных плит всех видов выглядит непрезентабельно. Декоративный верхний слой не только придает сырью нужный дизайн, но и защищает от негативных внешних воздействий. Существует 6 технологий для покрытий.
Каширование
На поверхности плиты фиксируют прочную текстурную бумагу, которую сверху лакируют или обрабатывают по методу тиснения. Способ используют при создании моделей недорогого сегмента. Верхний слой не выдержит интенсивную эксплуатацию в агрессивных условиях, поэтому конструкции быстро теряют привлекательность.
Меламиновое покрытие
Из-за прочности материал еще называют искусственным шпоном. Кромку делают из декоративной бумаги, которую пропитую смолой. Метод применяют при отделке внутренних поверхностей мебели и деталей. После обработки у сырья увеличивается устойчивость к воздействиям влаги, температур. Технология уместна при создании износоустойчивых фасадов для кухонь, столешниц.
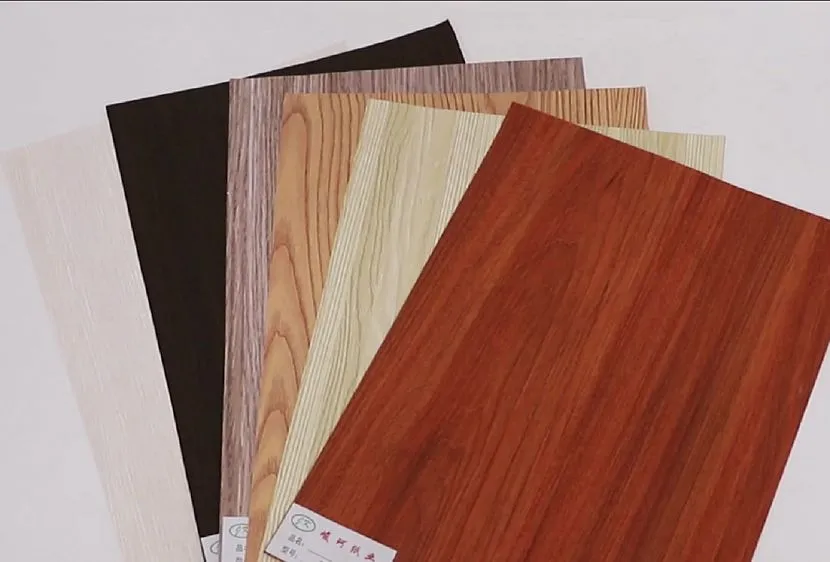
Декоративная бумагаИсточник russian.alibaba.com
Ламинирование
Древесную плиту прячут под прочной пленкой. Покрытие делают из термореактивного тонкого полимера, устойчивого к влажности и механическим повреждениям. Верхний слой может быть гладким и фактурным. Метод защиты используют для любой домашней мебели.
Постформинг
Бумажный пластик при разогреве становится очень гибким. Материал можно легко загнуть за торцы предметов интерьера, плотно фиксируя к поверхности. После остывания сырье твердеет, сохраняя заданную форму. Технологию используют при обработке столешниц и фасадов.
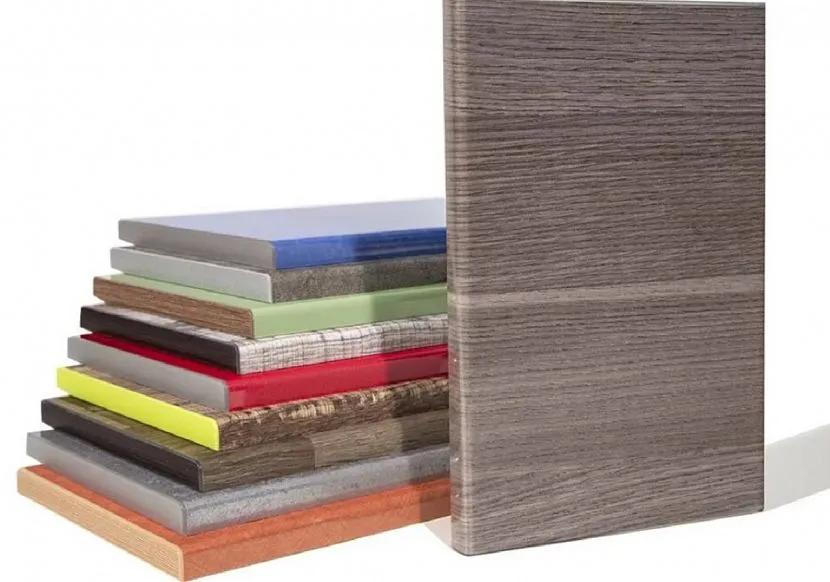
Красивое покрытиеИсточник yandex.ru
Софтформинг
Торцы мебельных деталей фрезеруют, потом защищают пластиковой пленкой. Метод уместен при производстве шкафов-купе и столов. Материал по прочности уступает ламинированию и постформингу. Во время процедуры полностью не удается замаскировать стыки на кромках
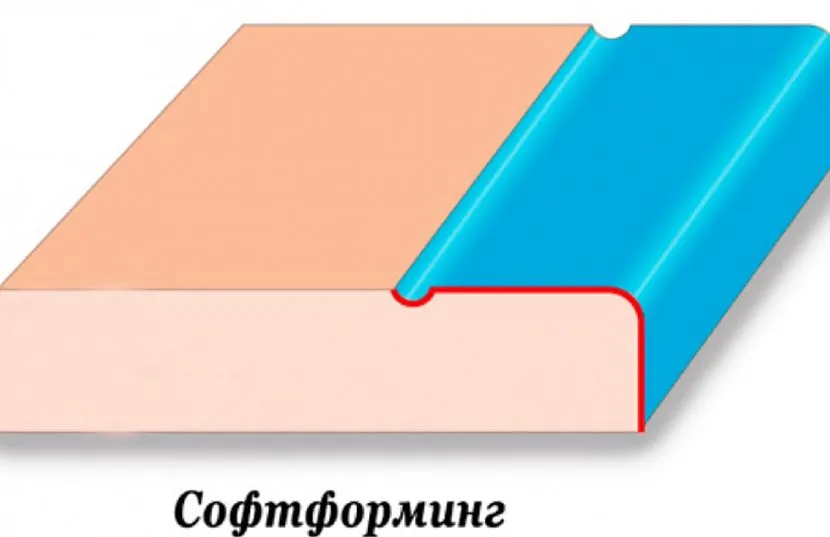
Способы декорирования плитИсточник bramek.ru
Шпонирование
К поверхности плиты приклеивают тонкий лист из натурального дерева. Шпон толщиной в 3 мм создают на специальном лущильном станке. Материал полностью повторяет природный рисунок сырья, из которого сделан. Покрытие дополнительно увеличивает показатели прочности, устойчивости к механическим повреждениям.
Технология декорированияИсточник shpon.od.ua
Технология производства шкафов + Видео как делают
Сотрудничество с заказчиком начинается с выезда на объект, выбора модели шкафа и снятия замеров. Часто клиенту трудно выбрать дизайн. Для этого желательно иметь при себе ноутбук с каталогом моделей для примера, а также конструкторской программой, которая даст возможность быстро смоделировать изделие в приложении к планировке квартиры.
Далее подбираются материалы для производства. Согласно стандартам, нижние и верхние плоскости могут быть изготовлены исключительно из плотных плит толщиной от 16 мм. Это необходимо для обеспечения надлежащего уровня прочности. Также обсуждаются дизайн, декоративные элементы, наличие/отсутствие подсветки, фурнитура, тип роликового механизма, начинка шкафа, различные отделения и функциональные элементы.
Изготовление выполняется последовательно в несколько этапов:
- Раскрой элементов. Листы ДВП, ЛДСП распиливаются в соответствии с предварительно выполненной картой раскроя.
- Шлифовка торцевых частей. Это необходимо, чтобы отслоившиеся при распиле элементы не вызвали отслоения меламиновой кромки в дальнейшем.
- Установка кромок. На торцевые поверхности заготовок и сами кромки наносят специальный клей, выдерживают на протяжении 5 минут, а затем плотно прижимают посредством «гладило» либо путем проглаживания разогретым утюгом через войлок. Время высыхания клея составляет 120 минут.
- Обрезка свесов. Таким образом удаляются выступающие элементы, которые могут образовываться при наклеивании кромки.
- Шлифовка краев. Посредством наждачной бумаги либо фреза края шлифуются и протираются растворителем с целью устранить остатки клеевого состава.
- Установка крепежных элементов. Согласно раскроечной карте, отверстия под крепеж намечаются, просверливаются, после чего монтируется стяжка и фурнитура.
- Установка профилей. Система монтируется к фронтальной поверхности дверок. После этого компоненты шкафа упаковывают и транспортируют к месту установки.
- Монтаж каркаса. На предварительно выровненное посредством уровня днище устанавливается каркас и фиксируется крепежом.
- Размещение внутреннего наполнения. Когда верхняя, задняя и боковые (при наличии) панели установлены и сверены с уровнем, монтируются внутренние элементы и фурнитура.
- Монтаж роликовой системы. Сначала профили направляющих закрепляют посредством саморезов. Затем устанавливают ролики (конкретный вид системы зависит от выбранной конфигурации).
- Монтаж задней двери. После установки положение полотна регулируется посредством специальных винтов на роликах.
- Монтаж передней двери. Проводится аналогично предыдущему пункту.
После этого владельцу предлагается самостоятельно удостовериться, что система работает надлежащим образом, содержит все заявленные элементы функционала и декора.
В рамках указанной технологии каждый производитель вносит свои изменения, призванные повысить качество мебели, ищет новые решения в области функциональности и декора. При этом нужно помнить об упомянутом выше обязательном декларировании. Чтобы пройти все его этапы продукция должна соответствовать ряду государственных стандартов:
- ГОСТ 16371-2014 «Мебель. Общие технические условия»;
- ГОСТ 26800.4-86 «Мебель для административных помещений. Функциональные размеры отделений шкафов»;
- ГОСТ 19882-91 «Мебель корпусная. Методы испытаний на устойчивость, прочность и деформируемость»;
- ГОСТ 6449-76 «Изделия из древесины и древесных материалов. Поля допусков для линейных размеров и посадки».
Этапы изготовления
Технология производства мебели зависит от конкретного класса, но общая последовательность одинакова:
- Сначала производятся разработка, подготовка рабочего эскиза, на основе которого создаётся индивидуальный заказ или начинается серийное производство. Работу ведет дизайнер на компьютерном оборудовании на основе данных, полученных от замерщика и заказчика. После выбора материалов и габаритов, окончательного согласования эскиз отправляется в работу.
- Станочным или ручным методом проводится распиловка материалов в соответствии с чертежами. В зависимости от используемого сырья изделия обрабатываются различными способами. На примере деревянной мебели — происходит склеивание, простругивание ламелей, распиливание деталей, отделка шпоном, сверление, шлифовка.
- Когда все компоненты готовы, производится крепеж дополнительных элементов.
- Выполняются контрольная проверка, приемка.

Нанесение кромки
| Стоимость кромления ЛДСП 16 мм (материал+работа) за 1 м пог. | |
| Кромление ДСП 16 мм кромкой V (ПВХ 2 мм) прямой участок | 59 р |
| Кромление ДСП 16 мм кромкой L (ПВХ 0,45 мм), прямой участок | 35 р |
Кромление ДСП 16 мм кромкой V (ПВХ 2 мм) на закруглениеминимальный радиус 40 мм | 124 р |
| Кромление ДСП 16 мм ГЛЯНЦЕВОЙ кромкой 1,3 мм прямой участок | 150 р |
| Кромление ДСП 16 мм ГЛЯНЦЕВОЙ кромкой 1,3 мм на закруглении | 215 р |
| Стоимость кромления ЛДСП 25 мм (материал+работа) за 1 м пог. | |
| Кромление ДСП 25 мм кромкой V (ПВХ 2 мм) прямой участок | 75 р |
| Кромление ДСП 25 мм кромкой V (ПВХ 2 мм), на закругление минимальный радиус 50 мм | 139 р |
| Стоимость кромления ЛДСП 32 мм (материал+работа) за 1 м пог. | |
| Кромление ДСП 32 мм кромкой V (ПВХ 2 мм) прямой участокнеобходимо узнавать наличие данной кромки!!!!!! | 110 р |
| Кромление ДСП 32 мм кромкой V (ПВХ 2 мм) на закругление минимальный радиус 60 ммнеобходимо узнавать наличие данной кромки!!!!!! | 174 р |
| Стоимость кромления ЛДСП 33-41 мм (материал+работа) за 1 м пог. | |
| Кромление ДСП от 33 до 41 мм кромкой V (ПВХ 2 мм) прямой участокнеобходимо узнавать наличие данной кромки!!!!!! | 140 р |
| Кромление ДСП от 33 до 41 мм кромкой V (ПВХ 2 мм) на закругление минимальный радиус 60 ммнеобходимо узнавать наличие данной кромки!!!!!! | 204 р |
Что потребуется для реализации?
Помещение для цеха можно на первых порах арендовать. Это не выльется в копеечку, поскольку особых требований к нему нет. Располагаться цех может в любом месте, выгоднее обустроить производство в промышленной зоне города – аренда выйдет меньше. Для небольшого предприятия хватит площади в 40 квадратных метров: для размещения производственного цеха и склада.
Те, кому позволяет стартовый капитал, сразу открывают и выставочный салон с офисом. Для этого нужен съём зала в центре города с большой проходимостью. Но это рентабельно только для крупных населенных пунктов. В небольших поселках выгодно открывать только цех: делать мебель под заказ либо продавать ее через сайт.
Что касается оборудования, все зависит от объемов производства. Крупная фабрика имеет в наличии ленточнопильные, сушильные, фрезеровочные, пескоструйные станки, а также аппараты для гравировки и полировки металла. Для небольшого производства потребуется:










- форматно-раскроечный станок;
- шлифмашина;
- оборудование для облицовки кромки.
Для каждого мастера нужен свой набор ручного инструмента (шуруповерты, молотки, дрели и т.д.).
Для экономии приобретите оборудование с рук: раза в два дешевле нового. Но нужно хорошо разбираться в технике, чтобы не потратиться на списанные станки.
Понадобится и мощный компьютер, на котором нужно установить программы для раскроя деталей (например, ASTRA или Cutting). Из персонала — четыре мастера, менеджер для приема заказов и водитель с грузовым автомобилем. Расходы на бухгалтерию и дизайн отдайте на аутсорсинг: помощь удаленных специалистов дешевле, чем включение их в в штат.
Проведение мощной рекламной кампании необходимо, если вы открываете крупное предприятие. Тогда придется подключать СМИ, заказывать баннеры и листовки, проводить рекламные акции. Для небольшого производства достаточно создать сайт с фотографиями образцов, ценами и контактной информацией.
Персонал
Очень многое в мебельном бизнесе зависит от персонала. Чтобы построить мебельный бизнес с нуля, необходимы умелые и ответственные работники, которые будут сопровождать изделие на всех этапах от проектирования до продажи и установки у клиентов. В обязательном порядке вам понадобится:
- Менеджер, который будет заниматься приемом заказов, оформлением договоров на поставку необходимой фурнитуры и материалов, сопровождением проектов.
- Начальник производства. В обязанности этого человека входит контроль над каждым этапом производства мебели. Это мастер, который следит за рабочими, организовывает их работу и принимает готовые заказы.
- Рабочие. На небольшой цех достаточно 3-4 человек, на средний может понадобиться до 8 специалистов. В их обязанности входит весь цикл работ по производству мебели из сырья.
- Водитель. Данный человек будет заниматься доставкой мебели к заказчикам со склада. Также обеспечивает привоз необходимых материалов.
 Квалифицированный персонал — основа вашего бизнеса
Квалифицированный персонал — основа вашего бизнеса
Это минимально возможный штат для работы мини-фабрики, изготавливающей мебель. Роль руководителя и бухгалтера на первых этапах можете выполнять вы – в этом нет ничего сложного. Если не хотите тратить время, то можно нанять людей, но это снизит сроки окупаемости за счет зарплат.
Оборудование: завод и его составляющие
В большинстве случаев для ламинирования ДСП используется многофункциональное устройство, которое называют ламинатор. Его основа – мощный пресс с паровым или масляным нагревом плиты, а также с возможностью установки матриц с необходимым рисунком.
Ламинатор может быть большим, способным обрабатывать листы максимального размера, а также средним или маленьким. Если установлен большой пресс, то после охлаждения ламинированный лист поступает на раскроечный станок, полностью аналогичный тому, что применяют при производстве ДСП.
бывает одно- или двухсторонним
Прессы среднего размера предназначены для ламинирования уже нарезанных плит, размер которых соответствует требованиям ГОСТ Р 52078-2003 и EN 14322:2004.
Малый пресс предназначен для ламинирования готовых деталей, например, входных и межкомнатных дверей или мебельных элементов. Поэтому предприятию следует выбирать ламинатор исходя из ассортимента продукции.
Кроме того, вместе с большим или средним ламинатором нередко используют линию по укладке ленты, которая также выполняет несколько функций:
- определяет качество подготовки поверхности ДСП к дальнейшей обработке;
- укладывает ленту на плиту и правильно ориентирует ее;
- обрезает излишки ленты.
На предприятиях, где установлены малые ламинаторы, эту операцию обычно выполняет специально подготовленный работник высокой квалификации, укладывающий и обрезающий ленту вручную. Чаще всего так поступают на мебельных фабриках, когда приходится изготавливать детали, которые по каким-то причинам нельзя вырезать из целого листа.
Похожим образом поступают и на крупных деревообрабатывающих цехах или производствах, изготавливающих не только мебель, но и различную столярную продукцию.
Нередко среднюю и малую плиту после охлаждения подают на раскроечный станок, который отрезает 1–2 мм плиты, формируя ровную кромку. Такой станок оснащают дисковыми пилами большого диаметра с напайками из твердых сплавов или с алмазным напылением.
Перемещают плиты по всей линии с помощью ленточных транспортеров и вакуумных подъемников, причем все операции происходят в автоматическом режиме.
Стоимость оборудования зависит от многих факторов, поэтому большинство предприятий, выпускающих такие линии и отдельные станки, озвучивают цену только после предоставления заказчиком конкретных требований по конфигурации и производительности.
На Алиэкспресс и других площадках можно встретить отдельные устройства и целые линии с указанием примерной стоимости без учета доставки и монтажа.
Средний односторонний ламинатор для плит размером 1220*2440 мм можно приобрести за 100–200 тысяч долларов США, а линия подачи ламинирующей ленты шириной 60–120 см обойдется в 18–25 тысяч долларов США.
Описание процесса изготовления ДСП
Даже если планируется небольшое производство ДСП своими руками, важно в подробностях изучить технологию выпуска материала. От качества технологических этапов будет зависеть и качество готового продукта
Основное сырье, которое будет поставляться в цех – опилки, щепа, мелкие древесные отходы. Используемые компоненты общедоступны и недороги. А чтобы изготовление ДСП стало менее затратным, неплохо было бы наладить прямые поставки сырья с местных деревообрабатывающих предприятий. Совершенно естественно, что, чем ближе поставщик, тем дешевле будет стоить сырье.
Технология производства ДСП заключается в горячем прессовании. Схема такова:
- Сырье дозируется и смешивается со связующим компонентом – термоактивной смолой.
- Смесь разливается по специальным формам.
- Формы со смесью подвергаются воздействию высокого давления и повышенной температуры.
- Полученные плиты вынимают из форм, по необходимости дополнительно обрабатывают – обрезают, шлифуют, оклеивают декоративными материалами.
Несмотря на то, что производство мебельной ДСП очень просто, при организации полноценного цеха следует нанять квалифицированного технолога, который будет строго контролировать качество входного сырья и все технологические режимы. Без контроля за производственным процессом не обойтись, поскольку здесь, как и во многих других сферах, действует правило – чем качественнее продукция, тем больше прибыли она принесет.
Рентабельность бизнеса по выпуску ДСП
Уже многие предприниматели доказали на практике, что мини завод по производству ДСП при налаженных каналах сбыта приносит своему владельцу стабильно высокие доходы.
Чем быстрее получится наладить сбыт оптовым клиентам, тем скорее окупятся все затраты. Молодому предприятию на первых порах будет сложно заручиться поддержкой крупных оптовиков. Но и тут вполне реально добиться успеха, например, немного снизив цены на поставляемую продукцию.
Прежде чем в бизнес-плане приступать к расчетам рентабельности предприятия, необходимо представить те статьи капитальных расходов, которые придется понести для открытия предприятия. По минимальным прикидкам, запуск небольшого цеха потребует затрат в размере ≈8000000 руб.
Сюда отнесены следующие статьи расходов:
- Покупка и установка на месте оборудования.
- Закупка сырья.
- Подготовка и аренда помещения.
- Регистрация предприятия.
И затраты эти значительно возрастут, если покупать станок для производства ДСП большей мощности. Но для начала хватит линии малой производительности.








При отсутствии проблем со сбытом предприятие может выйти в ноль спустя уже 2 года. И это отличные показатели рентабельности.
C этой информацией вы сможете организовать крупное и небольшое производство ДСП, но не в домашних условиях, т.к. линия очень громоздкая. Здесь вы узнаете об оборудовании для изготовления ДСП (линия, станок), цене на него, а также про технологию и видео всего процесса.
ДСП – это экологичный, легкий в обработке, практичный материал, высокотехнологичная альтернатива массиву дерева, успешно используемая для обшивки стен и крыш, изготовления стеновых панелей, изготовления настилов под ковровые и линолеумные покрытия, полов, разных перегородок, производства съемной опалубки, изготовления полок, мебели, упаковки, строительства ограждений и разборных конструкций, декорирования и отделки помещений.
ЛДСП
И ЛДСП, и второй вариант плит подходят для изготовления шкафов. Поэтому сказать однозначно, что лучше выбрать, сложно. Но сделать выбор все же реально, рассмотрев преимущества и недостатки обоих материалов.
Плюсы и минусы мебели из ЛДСП
Итак, к преимуществам шкафов, изготовленных из ламинированной древесно-стружечной плиты, относятся:
- Способность справляться с серьезными статическими нагрузками. Материал имеет высокие показатели прочности на изгиб и растяжение.
- Длительный срок службы. Если соблюдать правила ухода и эксплуатации, мебель прослужит до полувека.
- Широкий выбор оттенков и фактуры. Можно подобрать материал, имитирующий дуб, бук, ольху и другие виды древесины.
- Для работы с плитой не нужно использовать специальное оборудование. Достаточно лобзика и дрели. Как вариант — пила с мелкими зубчиками.
- Простота в уходе. Для удаления загрязнений достаточно протереть поверхность шкафа влажной тряпкой.
- Устойчивость к резким изменениям температуры. Благодаря наличию меламиновой пленки, материал не теряет свойства и характеристики.
- На поверхности не скапливаются бактерии и грибки, не образуется плесень.
- Ещё один минус — пилить лучше с помощью форматного стонка с большими оборотами распиловочного диска. Иначе будут видны сколы ламинирующего покрытия.
Несмотря на такое большое количество плюсов, у мебели из ЛДСП есть и минусы:
- Низкие показатели прочности. Особенно это заметно в случаях, когда детали шкафов соединены между собой саморезами. С течением времени крепление теряет жесткость.
- Внешний вид мебели менее презентабелен, чем в случае с другими материалами.
- Если на поверхность попадает вода, она деформируется. Появляются неровности.
- Не получится придать плите необычную форму. Поэтому шкафы практически всегда прямые, без декоративных элементов, изгибов и т.д.
И еще один недостаток: если отклеилась пленка, при повышении температуры возможно испарение вредных веществ.
Выбор оборудования для мебельного производства
Производство предметов обстановки невозможно без использования специального инвентаря и станков, которые будут выполнять сложные задачи по обработке материалов. Именно по этой причине нужно очень тщательно выбирать мебельное оборудование.
От производительной мощности, точности работы и качества техники напрямую зависит успех мебельной фабрики или мастерской, лучше всего отдавать предпочтение проверенным производителям, которые дают гарантию на оборудование и предоставляют сервисное обслуживание.
Чтобы оценить, какие инструменты понадобятся для изготовления мебели, стоит обратить внимание на несколько очень важных факторов:
- Тип производства (индивидуальное, серийное или массовое);
- Площадь фабрики или мастерской;
- Материалы, используемые в работе (натуральное дерево, ДСП, МДФ или другие аналоги);
- Производительность фабрики или мастерской.
Виды мебельного оборудования
На небольших предприятиях и в мастерских можно использовать ручной инструмент, работа с которым хоть и достаточно трудоемкая, но эффективная и творческая.
Ручной электрический инструмент позволяет производить раскрой плит без сколов, поскольку обеспечивает равномерную подачу. Основным недостатком данного вида оборудования является его низкая производительность.
На фабриках и заводах, занимающихся серийным и массовым производством, должно быть более мощное мебельное оборудование, которое обеспечивает высокую производительность, отменное качество обработки материалов и минимизацию ручного труда.
Виды станков для использования в фабричных условиях:
- Форматно-раскроечные. Предназначены для продольного, поперечного и углового распила. Подходят для обработки пиломатериалов фанеры, листовых материалов, древесноволокнистых и древесностружечных плит, заготовок из массива древесины.
- Форматно-раскроечные центры. Обеспечивают высококачественный пакетный раскрой ДВП и ДСП с ламинированным покрытием.
- Сверлильно-присадочные. Используются для сверления глухих и сквозных отверстий в брусковых деталях, плоскостях мебельных щитов и торцах.
- Кромкооблицовочные. Обеспечивают облицовку криволинейных и прямолинейных кромок синтетическим или натуральным полосовым материалом.
Качество мебельных станков – критерий высокой производительности
Независимо от масштабов производства, все оборудование, которое на нем используется, должно быть максимально качественным. Именно по этой причине при выборе станков необходимо внимательно изучать их характеристики, сертификаты качества фирмы-производителя и все параметры машин.
Также стоит учитывать возможность сервисного обслуживания и гарантийного обслуживания станков, это позволит снизить затраты на содержание рабочего инвентаря в функциональном виде.





