

Регистрация
Так как вы намерены создать и развить хороший бизнес, он должен быть законным. Для этого вам требуется оформить ИП или ООО. Только с наличием этих статусов возможна продажа товара. На начальной стадии достаточно ИП. Его можно оформить за 5 дней (с момента предоставления документации). Эта процедура обходится обычно в 800 рублей.
Это интересно: Правила и календарь переноса праздников в 2019 году
Необходимые документы для подачи:
- заявления,
- копия паспорта,
- ИНН,
- код сферы бизнеса ОКВЭД 26.61. Здесь подразумевается изготовление бетонной продукции для последующего использования в строительной области.
Можно пройти упрощённую систему налогообложения (УСН). Лучше остановиться на условиях 15% платы с доходов и 6% — с самой выручки. Так получится экономия на налоге на имущество и НДС.
Документы и лицензии
Для открытия производства по изготовлению пеноблоков необходимо официально зарегистрировать предприятие, а также получить следующие документы:
- сертификаты соответствия продукции;
- санитарно-эпидемиологическое заключение на все разновидности пеноблоков;
- гигиенические характеристики;
- заключение по результатам испытания на прочность, плотность, морозоустойчивость.
Оценка будет даваться не только качеству самой продукции, но также качеству сырья, соблюдению технологии изготовления, помещениям, оборудованию, квалификации работников производства.
Зарегистрироваться можно в качестве:
- индивидуального предпринимателя;
- юридического лица.
При подаче документов на регистрацию необходимо указать код ОКВЭД 26.61 «Производство изделий из бетона для использования в строительстве».
Для открытия производства потребуются следующие финансовые вложения:
- приобретение технологической линии – около 300 тыс. руб.;
- подготовка линии – примерно 50 тыс. рублей;
- закупка сырья и материалов – в районе 50 тыс. рублей;
- прочие расходы (оплата коммунальных расходов, приобретение инвентаря, спецодежды и т. п.) – около 100 тыс. руб.
- аренда помещения, а также заработная плата работникам производства зависят от региона.
Выполнение работ
От типа выбранного вами оборудования и соблюдения технологического процесса будут зависеть качество материала, себестоимость, производственные объемы и т. п.
Производственный процесс выглядит следующим образом:
Изготовление смеси
Сегодня пользуются популярностью следующие технологии:
- Баротехнология. Наиболее дешевый вариант, не требующий покупки дорогостоящего оснащения, используется на небольших предприятиях. В смеситель закладывают нужные компоненты, подают воздух и все перемешивают. Приготовленный раствор подается в формы, в которых смесь увеличивает свои объемы, достигая нужных размеров. Расходы на единицу материалы небольшие, что сказывается на его окончательной стоимости. Процесс простой, больших вложений не требует. Но при этом имеются и отрицательные моменты. Пеноблоки получаются низкого качества, крупнопористые, что оказывает влияние на несущие способности объекта. Применяемые пенообразователи синтетического происхождения и добавки-пластификаторы оказывают негативное влияние на экологическую сторону блоков.
- Использование парогенератора. В этом случае появляется возможность смешивать все компоненты в правильных соотношениях, улучшая качество и прочность готовых блоков. Смысл технологического процесса в следующем – дозаторы сначала смешивают песок и цемент, потом вводят воду и химические составы. После этого масса перемешивается, вводится пена в готовом виде. Чтобы достичь нужной плотности, пена подается в оптимальном количестве. После этого бетонная масса поступает в формы. Все процессы отрегулированы, что позволяет вывести производственный процесс на иной уровень. Материал получается экологически чистым, отменного качества. Но имеются и свои отрицательные моменты. Оснащение для производственного процесса стоит дорого, и блоки, естественно, отличаются в цене.
Формовка
Чтобы знать, как сделать пенобетон в домашних условиях, следует понимать разницу между литьевым и резательным способами формовки.
Первый метод основан на заливке бетонной массы в формы. Стоимость формовочных кассет не слишком высокая, процесс не вызывает сложностей. Но геометрические размеры готовых изделий могут отличаться. Если есть необходимость производить блоки разных размеров, придется покупать различные кассеты, что увеличит расходы на производство. В процессе извлечения блоков могут произойти частичные повреждения кромок, да и прочность изделий оставляет желать лучшего.
Резательный процесс состоит из двух основных этапов. Сначала бетонный раствор выливается в большие формы, после застывания выполняется распалубка. Теперь можно выполнять разрезку большого куска на необходимые размеры, для чего применяются специальные установки с различными режущими струнами, лентами и пилами. Готовые блоки получаются одинаковыми по размерам, не имеют скольных участков. Минус один – резка представляет собой сложный процесс, требующий большого опыта и внимания.
Сушка
Исходя из вариантов формовки, различаются и технологические процессы сушки готового материала.
В случае с литьевым вариантом сушка проходит двумя методами:
- изделия выдерживаются в формах не менее десяти часов, чтобы могли набраться прочности. После этого выполняется распалубка;
- блоки подвергаются термической обработке в пропарочных камерах, что придает им прочность уже через несколько часов.
Технология производства
Несмотря на приемлемую стоимость пеноблоков от производителя, интересным и доходным считается их изготовление своими руками. Правда, для этого потребуется обустроить мини-завод по производству пеноблоков.
Производственный процесс проводится, как правило, двумя способами:
- Классический – по рецепту готовится цементная масса. В нее с помощью парогенераторного устройства подают пену, вес тщательно перемешивают и разливают по формовочным кассетам.
- Автоклавный – необходимые компоненты перемешиваются в специальном смесителе при создании нужного давления. Смесь через сопло выдавливают в формы. Как правило, такая технология изготовления пеноблоков применяется для полномасштабного производственного процесса.
Для приготовления пенобетона применяется портландцемент, марка которого начинается от М 400. Так же используется просеянный и промытый песок и пенообразователь. Технология производства пенобетона подразумевает применение добавок, которые ускоряют схватывание, улучшают структуру материала. Песок используется мелкофракционный, потому что осевшие крупные частицы снизят качество готовой продукции.
Известна еще одна технология – смешивание компонентов в сухом виде и последующая минерализация. Процесс сложный, главным образом применяется в заводских условиях.
Самостоятельное производство газоблока
Если нет желания закупать серьезное оборудование и организовывать бизнес, а нужно просто сделать определенный объем материала в домашних условиях, подойдет и такой вариант. Минимальный набор для производства: бетоносмеситель, формы для блоков, металлические струны для срезки лишнего. Автоклав в домашнем производстве не применяют, позволяя сушиться блокам в естественных условиях (поэтому заранее нужно позаботиться о месте для складирования).
Чтобы сделать газоблоки самостоятельно, достаточно определиться с требуемыми характеристиками, найти подходящий рецепт, закупить все необходимые компоненты, отмерить их в нужной пропорции. В смеситель засыпают все сухие компоненты (кроме пудры), добиваются однородности, потом засыпают алюминиевый порошок (или заливают в виде суспензии), добавляют воду, все перемешивают.
Готовую смесь заливают в формы, не доливая доверху, так как раствор еще увеличится в объеме в результате прохождения реакции. Далее смеси позволяют схватиться, срезают лишнее, через несколько суток демонтируют форму и позволяют сохнуть и набирать прочность в естественных условиях.
Самодельные газоблоки существенно уступают в качестве материалу, сделанному в условиях применения современного оборудования и с автоклавной обработкой. Но для определенных целей и такой материал может быть оптимальным вариантом.
Целевая группа потребителей и анализ спроса
При организации производства пенобетона следует рассчитывать сбыт для среднего и малого строительства. На крупных строительных объектах пенобетон больше используется как материал для теплоизоляции и возведения внутренних перегородок, и достаточно редко — как конструктивный материал постройки наружных стен.
Чтобы оценить возможный спрос на пенобетон в вашем регионе, следует изучить не только рынок строительства, но и недвижимости: насколько высоки темпы застройки пригорода, насколько популярно возведение частных домов, перестройка старых дач, возведение новых коттеджей. В среднем по стране показатели спроса на пенобетон повышаются с каждым годом, поскольку этот материал имеет ряд преимуществ перед деревом и кирпичом и дешевле своего главного «конкурента» — газобетона.
Цели данного анализа
1. Решить, какое производство будет более востребовано в вашем регионе:
- монолитного пенобетона (опалубка, стяжки для пола);
- пенобетонных блоков.
2. Определить объемы будущего производства. 3. Выбрать технологию производства пенобетона:
3. Выбрать технологию производства пенобетона:
классическая (в смесителе готовится отдельно раствор вода-цемент, в который добавляется пена из пеногенератора);

- баротехнология (в смесителе на высоких оборотах взбивается пена, в которую добавляется цемент и песок);
- поризационная — применяется для заливки непосредственно на объекте, в пол, пустоты, крышу. Для приготовления используются мобильные установки (отдельно готовится раствор из песка и цемента, насосом подается вода, поризатор изготовляет пену, которая вмешивается в раствор и готовая смесь пенобетона через шланг заливается в подготовленную форму для застывания).

Стоит подумать и про выбор «инструмента» для конкурентной борьбы – о преимуществе вашей продукции перед предложениями других поставщиков.
Это может быть:
- гибкая ценовая политика (более низкая цена, система скидок, отсрочка платежа, товар в кредит);
- гарантия поставки материалов в срок (с возможной выплатой неустойки);
- бесплатная доставка;
- возможность производства нетиповых размерных блоков на заказ;
- бесплатная погрузка-разгрузка и т.д.
Рассмотрим на примере наиболее распространенный вариант — производство пенобетона по принципу классической технологии с последующей формовкой в пеноблоки.
Планируемые объемы производства — 40 м3/сутки (с возможностью увеличения до 70 м3). Наиболее востребованным типоразмером пенобетонного блока являются габариты 600*300 или 600*200 мм.





Марки, в зависимости от плотности пенобетона делятся на:
- до 500 — теплоизоляционный;
- 600-800 — конструкционно-теплоизоляционный;
- от 900 — конструкционный.
Для получения пенобетона можно приобрести оборудование как импортного, так и отечественного производителя — установки типа «САННИ», «Фомм-проф», «ПСБ», «ПН-1100». На такое оборудование изготовители выдают сертификаты, у них же можно приобрести и специальные пенообразователи, и другие добавки-наполнители. Не забывайте, что если вы будете оформлять сертификат качества (изделия из вяжущих материалов не подлежат обязательной сертификации, но многие покупатели, особенно крупные строительные фирмы готовы сотрудничать только при условии его наличия), потребуются все соответствующие документы на покупку производственной установки и всех расходных материалов.
Для продажи готовой продукции необходимо оформить санитарно-эпидемиологическое заключение (как минимум, провести радиологические и лабораторные испытания), поскольку каждая партия выпущенной продукции должна иметь соответствующий технический паспорт.
Литьевая технология
По этой технологии смесь заливается в металлические формы и застывает в них. Кассетные формы стоят недорого, а сам процесс получается очень простым.
Однако, эти преимущества дополняются большим количеством недочетов:
- Дешевые формы часто делаются любителями и изготавливаются своими руками в домашних условиях. Качественные формы зачастую стоят на порядок дороже. Перепутать их легко и нужно очень внимательно выбирать оборудование.
- Если формы выбраны некачественные, пеноблоки получаются неправильной формы.
- Для продукта разных размеров нужны разные формы. Это увеличивает затраты для бизнеса.
- Конечный продукт часто поврежден в углах и имеет царапины. Этого не происходит, если дать постоять готовым блокам хотя бы 10 часов.
Методы изготовления блоков
Небольшое производство потребует первоначально всего около 300 000 рублей, необширный штат рабочих и минимальную площадь для мини-цеха.
Технологии приготовления смеси
Схема баротехнологического способа.
Первым является баротехнологический метод. Считается наиболее экономичным, так как не требует больших затрат на оборудование. Малые фирмы и предприятия предпочитают именно его.
Технология такова.
- В специальный смеситель отправляются вода, песок, цемент, убыстрители затвердения и пенообразовательный состав.
- После туда впускается воздух.
- Компоненты тщательно перемешиваются.
- Готовую смесь под высоким давлением подают в отливочную форму для пеноблоков, где она приобретает окончательный вид и затвердевает.
Процесс настолько прост и недорог, что мини-производство своими руками и силами сможет открыть практически каждый.
Но есть и несколько отрицательных пунктов, это:
- невысокая прочность готовой продукции, из-за большой доли воды в смеси;
- поры получаются слишком крупными, что также сказывается на прочности материала;
- синтетические добавки и пенообразователи, обязательно добавляемые в смесь, сказываются на экологичности продукции.
Парогенератор.
Второй способ – это применение парогенератора. Хотя в этом случае имеет место более высокая стоимость оборудования для производства пеноблоков, продукция получается более качественной. Здесь есть возможность с помощью дозатора вводить компоненты в оптимальных пропорциях.
Причем, вначале в смеситель отправляются сухие составляющие (песок и цемент), а затем добавляются жидкие (вода, необходимые добавки). При смешивании в емкость вводится пена, и все соединяется окончательно.
Плюс метода в том, что возможно дозировать в любой пропорции компоненты, таким образом, делая блоки заданной прочности. Полуфабрикат под давлением попадает в формы, где приобретает окончательную конфигурацию и нужную плотность.
Способы формовки изделий
Форма для литья блоков.
- Технология литья. В этом случае смесь заливается в специальные формы кассетного типа из металла. Самыми востребованными размерами принято считать формы высотой в 60 см.
Как плюсы можно рассматривать простоту технологии, а также приемлемую стоимость оборудования. Среди минусов – частое несовпадение блоков по размерам, нередкий брак в геометрии.
Это происходит, если используются самодельные некачественные формы, цена на которые намного ниже, чем на изготовленные профессионально. Нередко несоблюдение технологии приводит к браку, неровные углы возникают из-за недостаточной просушки блока.
Ускоряя процесс, недобросовестный изготовитель вытаскивает изделие из формы раньше положенного срока. - Способ резки. Состоит из двух этапов формовки – отливки готовой смеси в очень большую форму, далее — распалубка и нарезка на блоки нужного размера.
В результате получается материал с очень точными геометрическими формами и размерами. Для нарезки используют цепные и ленточные пилы, а также струны.
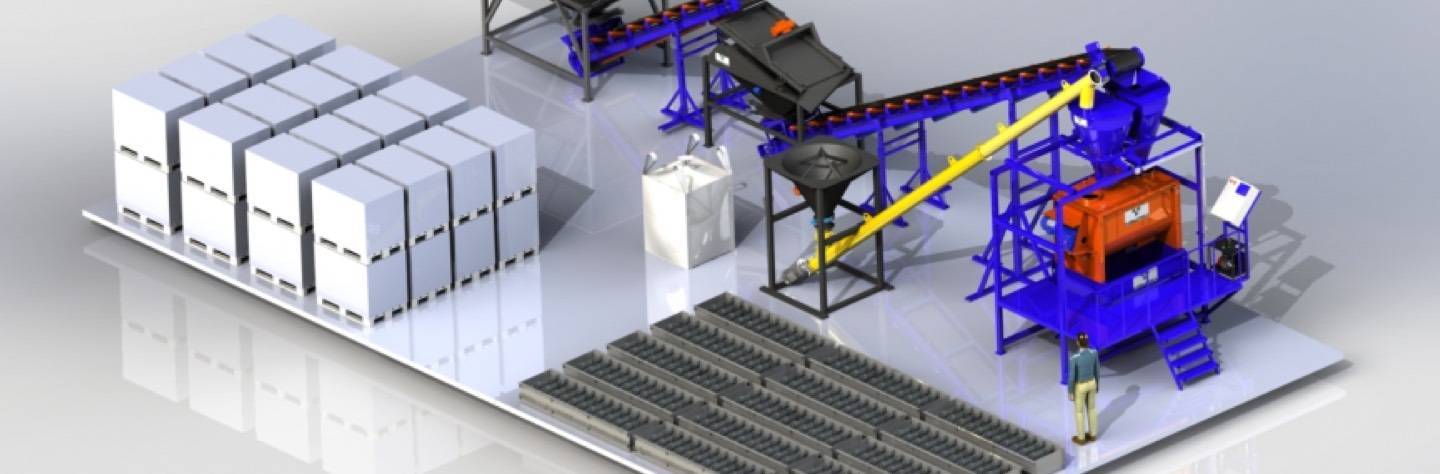
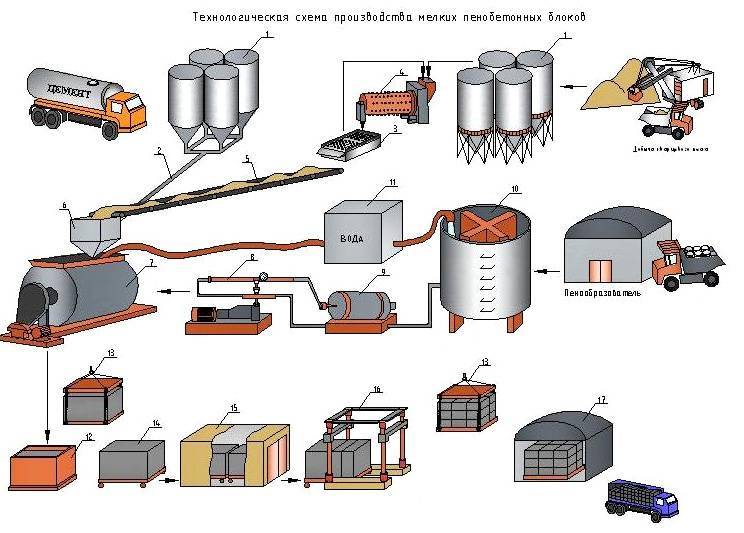
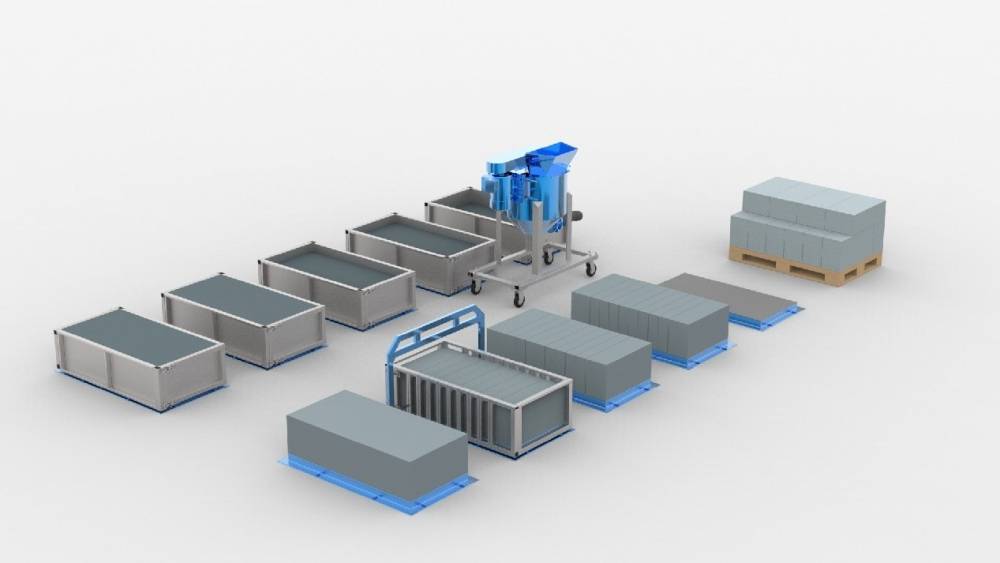
Оборудование для производства пеноблока
Для масштабного производства пеноблоков используются стационарные конвейерные линии производительностью от 15 до 50 м³ готовой продукции в сутки (средний показатель). Подобные установки могут функционировать и круглосуточно, обеспечивая большие объемы. В стандартном варианте линии содержат такие компоненты:
- бункеры для пескогравия и цемента;
- транспортные ленты для подачи сыпучих компонентов;
- пневмосмеситель;
- парогенератор с компрессором;
- резервуар для компонентов;
- насосная установка;
- дозаторы для воды и распределения вяжущих компонентов;
- вибросито;
- матрица (формы, кассеты);
- обрезной станок (если используется технология резки массивных блоков);
- автоклав (опционально);
- пульт управления.
В среднем купить автоматизированную линию по производству пенобетона и пеноблоков можно, вложив от 700 тыс. до 2.5 млн. рублей. Стоимость будет зависеть от страны-производителя, мощности, степени автоматизации и множества других факторов.
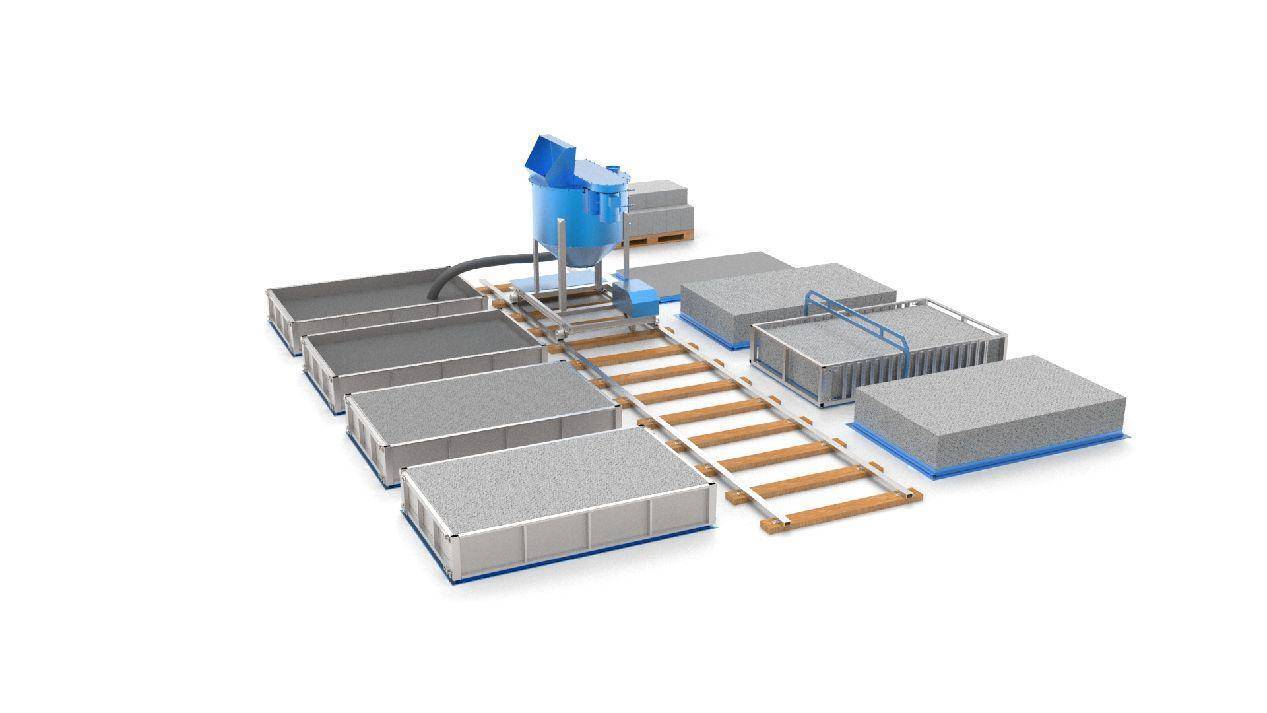
Технология производства пенобетона
Подготовка сырья
Для производства пенобетона используется пенообразователь, цемент марки М500, немолотый мелкий песок, вода, температурой до +25°С. В зависимости от рецептуры и марки будущего пенобетона, применяют и специальные готовые добавки — ускоритель застывания (для производства пенобетона при температуре выше +30 или ниже +15), фибру, керамзит и т.д.
Приготовление пены
Предварительно разведенный водой, пеноконцентрат всасывается в блок пенообразователя. Здесь он вспенивается под воздействием сжатого воздуха, и с помощью давления компрессора, выходит через трубу, генерирующую пену, в смеситель. Фактуру пены можно регулировать специальными вентилями выхода из трубы от самых закрытых (меньше 0,1мм) до крупных пор.
Производство пенобетонной смеси
В смеситель засыпается песок, затем цемент, смесь тщательно перемешивается (от равномерного распределение песка в цементе зависит качество будущего пенобетона). После смесь затворяется водой, вымешивается до получения пластичной однородной массы. По шлангу из пеногенератора в смеситель добавляется пена, 2-3 минуты активно перемешивается с цементно-песчаной субстанцией.
Формовка пеноблоков
Формы для отливки пеноблоков смазывают непосредственно перед заливкой (специальным формовочным маслом или смазкой типа «Эмусол Био»). После чего заливаются пенобетонной смесью, и оставляется на 12 часов.
Сушка пеноблоков
Форма разбирается, блоки вынимаются на поддоны и поступают на просушку до полного застывания в помещении с контролируемым уровнем влажности. Время застывания зависит от температурного режима в помещении. При температуре в +22 за 2 дня пеноблок набирает 65-70% марочной прочности (допустимая отпускная прочность — 70-80%). При температуре +50 — в течение 8 часов.
Оборудование
Главный станок для производства пеноблоков – это автомат, в котором смешивают раствор. После этого его заливают в отсеки. Отечественное оборудование для производства пеноблоков стоит примерно 200 тыс. рублей. Импортные агрегаты можно приобрести за 2–3 млн. рублей. На отечественное оборудование дают гарантию 1,5 года. За это время можно заработать деньги на импортную машину, которая отличается высокой производительностью и долговечностью.
Стоимость отсеков может быть разной. Цена во многом зависит от размеров, материала и других показателей. Для малого предприятия можно приобрести отсеки по 3,8 тыс. рублей. Таких изделий понадобится 10 штук.
После того как пеноблоки сформированы, их подвергают сушке. Для этих целей используют компрессор. Стоит такое оборудование 2 тыс. рублей. С его помощью можно высушить большое количество пеноблоков. Также следует добавить к расходам на оборудование еще 8 тыс. рублей, за которые вы купите деревянные поддоны для готовой продукции и клеенку для упаковки.
Из вышесказанного видно, что цена оборудования для производства пеноблоков вполне доступная, поэтому организовать его, может даже начинающий предприниматель с небольшим стартовым капиталом.
Что такое пеноблок, и актуально ли его производство?
Пеноблок – очень легкий и простой в эксплуатации материал. Он появился на рынке стройматериалов не так давно, но его популярность постоянно растет.
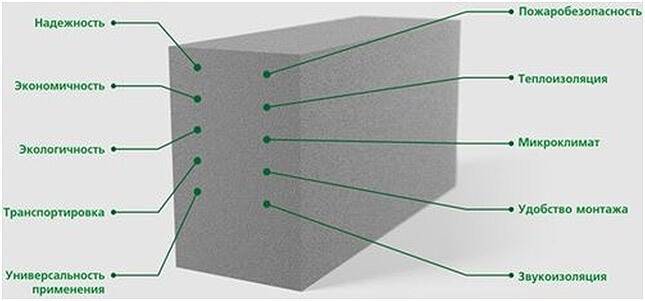
Это обосновано особыми характеристиками, присущими пеноблоку, как:
Прочность и надежность.
Несмотря на легкий вес, пеноблок – очень устойчивый материал. Он может выдерживать большие нагрузки и воздействие окружающей среды, не теряя своих характеристик. Его можно отнести к числу материалов без «срока годности».
Высокие показатели тепло- и звукоизоляции.
Пеноблок – это материал, хорошо сохраняющий тепло и поглощающий звук. По этой причине его так часто используют при строительстве жилых зданий.
Экономичность и простота монтажа.
Имея вес в несколько раз меньше, нежели у кирпича, пеноблок позволяет монтировать конструкции без особого труда. К тому же расход такого материала в разы меньше, чем расход кирпича.
Экологичность и безопасность.
В силу того, что для производства пеноблоков используется только натуральное сырье, данный материал не имеет класса опасности. Его также называют органическим стройматериалом, который является экологически чистым продуктом.
Все названые характеристики пеноблока позволяют использовать его для самых разных целей:
- Возведения зданий и сооружений.
- Строительства перекрытий.
- Создания несущих конструкций.
Широкий спектр применения пеноблоков увеличивает спрос на строительный материал. Но его предложение на рынке России еще не позволяет полностью удовлетворить потребности населения. Именно поэтому производство пеноблоков – это актуальная на сегодня бизнес-идея.







Организовать собственный бизнес по его производству можно разными способами: возможно как открытие небольшого, «домашнего» бизнеса, так и организация крупного производства.
Для осуществления предпринимательской деятельности в области изготовления пеноблоков не потребуется специального образования или большого опыта. В этом еще одно преимущество данного вида бизнеса – он достаточно прост в организации и может быть создан даже на основе небольшого стартового капитала.
Производить пеноблоки можно разных классов:
| Теплоизоляционный | Конструкционно-теплоизоляционный | |
|---|---|---|
| • D 300 • D 350 • D 400 • D 500 | • D 500 • D 600 • D 700 • D 800 • D 900 | • D 1000 • D 1100 • D 1200 |
В зависимости от того, какой марки и какого качества будет производиться пеноблок, необходимо выбрать наиболее подходящую технологию производства.
Оборудование для производства пеноблоков в домашних условиях
Изготовление пенобетона можно совершать как на заводском оборудовании, так и на самодельном.
Заводское оборудование делится на две категории:
- Промышленные установки.
- Мобильное оборудование.
Промышленное оборудование отличается высокой производительностью около 110 кубов бетона в сутки и имеет высокую стоимость начиная от 250000 рублей. Также для использования таких установок необходимо большое помещение чтоб удобно его разместить.
Мобильное оборудование не требует больших помещений для его установки и с лёгкостью может использоваться в домашних условиях. Стоимость такого оборудования не превышает 75000 рублей, но и производительность значительно ниже около 24 кубов в сутки.
Основными отличительными характеристиками оборудования для производства пенобетона являются следующие:
- Рабочий объем ёмкости установки.
- Производительность в сутки.
- Рабочие давление.
- Мощность в кВт.
- Рабочие напряжение сети 220 или 380.
Это основные критерии, которые влияют на ценообразование оборудование также следует учесть страну производителя и его бренд.
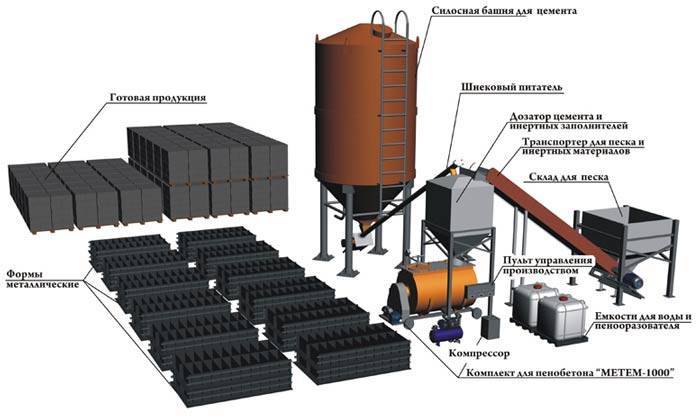
Оборудование и инструменты
При изготовлении пеноблоков в домашних условиях может понадобиться следующее оборудование и оснастка:
- подающее устройство для цемента и песка;
- пеногенератор с производительностью не меньше 200 л/мин;
- бароустановка;
- дозировщик используемой воды;
- виброгрохот (просеиватель сырья);
- шланг для выхода готовой смеси;
- компрессор;
- бетономешалка объемом не менее 250 л;
- специальные формы для блоков либо станок для резки.
Купить сегодня необходимое оборудование для производства строительных материалов в домашних условиях не составит особого труда. При желании можно приобрести не только укомплектованную производственную линию, но и отдельные ее составляющие. Стоит учесть, что оборудование для производства пеноблоков в домашних условиях бывает не только стационарным, но и переносным. Линия может быть конвейерной либо автоматизированной. Эти факторы определяют стоимость приобретаемого оборудования.
В основе любого комплекта оборудования лежит пеногенератор. Такое устройство за сутки может обеспечить выпуск порядка 100-110 кубометров материала. Отличительной особенностью линий стационарного типа является их высокая производительность наряду с отменным качеством и небольшой себестоимостью. Учитывая, что такой комплект обойдется примерно в 1.5 млн. рублей, это ставит под вопрос его покупку.
Мобильная пенобетонная установка не требует покупки дорогого пеногенератора, что делает ее востребованной на строительном рынке. Однако наряду с этим, она и высокой производительностью похвастаться не может. Как правило, используют в этом случае бароустановку, но при всей своей мощности она не способна дать в сутки более 40-45 кубометров готового материала.
Их прочность уступает аналогам, создаваемым на стационарных линиях. Цена полного комплекта для домашнего производства может варьироваться в диапазоне от 50 до 300 тысяч рублей. При этом, как правило, оборудование большой мощности имеет большая стоимость. Например, комплект за 300 000 рублей может дать в сутки порядка 72 кубометров пенобетона.
Автоматическая линия нуждается в больших площадях, что нередко проблематично, ведь это не предусмотрено изначально. Как правило, такие линии нуждаются в создании бункеров для цемента, воды, песка, а также присадок с автоматической дозировкой. Кроме того, необходимо подумать о площадях для сушки пенобетона, его заливки по формам, а также установки для распила. Данное оборудование способно выдать в среднем за сутки порядка 80-100 кубометров материала, однако позволить себе такую роскошь может не каждый, ведь стоить комплект будет от 1.5 до 3 млн. рублей.
Когда на начальном этапе не хватает средств, покупают оборудование б/у. Однако в этом случае стоит быть готовым к тому, что достаточно быстро может понадобиться замена каких-либо деталей.
Формы, приобретаемые для пенобетона, могут быть разными. Сегодня их изготавливают из стали, фанеры, а также пластика. Емкость изделий различна, например, можно приобрести пластиковые формы габаритами 390х190х288 мм, варианты из фанеры размером 588х300х188 мм, стальные аналоги параметрами 600х300х200 мм
При их покупке важно учитывать строгость геометрии, поскольку от этого напрямую будет зависеть качество готового материала. Недопустимы даже малейшие нарушения симметрии
При выборе форм для заливки пенобетонной массы стоит обратить внимание на материал их изготовления. Учитывая, что опалубка может быть комбинированной, это особенно важно. Например, если продавец отмечает, что металлический вариант со вставками из сверхпрочного пластика способен выдержать даже самую высокую температуру, не стоит слепо доверять этому
Дело в том, что такие формы в действительности недолговечны. В процессе высыхания и отвердевания пенобетонной массы будет происходить выделение большого количества тепла.
Раствор для пеноблоков — состав.
Пенобетонные блоки являются своеобразным, дышащим материалом, способным помочь в создании такого же микроклимата в доме, как и натуральное дерево. Что входит в состав пеноблоков, что дает возможность получить такие комфортные параметры?
Смесь для приготовления пенобетонной смеси состоит из следующих компонентов, согласно документу ГОСТ 25485-89 «Бетоны ячеистые»:
- Вяжущий элемент – портландцемент, произведенный согласно ГОСТ 10178-85, в котором содержание силиката кальция должно содержат до 80%.
- Песок, отвечающий требованиям ГОСТ 8736-93, в котором содержание кварца должно составлять порядка 75%, глинистые и илистые включения не превышать 3%.
- Вода, технические требования к которой должны соответствовать ГОСТ 23732-79.
- Пенообразователь, в состав которого входит костный клей, сосновая канифоль, мездровый клей и едкий технический натр.
Пропорции смеси пеноблока на 1 куб для разных марок.
В зависимости от назначения готового изделия варьируется требуемая плотность, различная плотность достигается определенными особенностями в пропорции состава пеноблока.
Если на выходе нам необходимо получить пеноблок плотностью менее 1800 кг на кубометр, то для смеси потребуются элементы в следующем соотношении:
- 1320 кг песка кварцевого;
- 410 кг портландцемента;
- 184 л технической воды;
- 430 г пеноконцентрата.
В результате такого замеса получаем 1930 кг пенобетона.
В качестве примера приведена таблица, где указан состав смеси для получения 1 м3 пенобетона определенной марки и процентное содержание воздуха в нем:
| Марка / состав раствора для пеноблоков | D400 | D800 | D1200 | D1600 |
| Песок, кг | — | 420 | 780 | 1130 |
| Портландцемент, кг | 300 | 320 | 360 | 400 |
| Вода в растворе, кг | 110 | 120 | 140 | 160 |
| Вода в пене, л | 60 | 46 | 35 | 21 |
| Пенообразователь, кг | 1,5 | 1,2 | 0,9 | 0,6 |
| Содержание воздуха,% | 80 | 63 | 46 | 29 |
| Сырой пенобетонный состав, кг | 471 | 907 | 1316 | 1712 |
Изготовления разных видов пеноблоков.
Блоки из пенобетона изготавливают из смеси, в состав которой входит песок, цемент, вода и пенообразователь. При перемешивании ингредиентов в нем образуются закрытые поры, обусловливающие теплосберегающие и гидроизоляционные свойства материала.
При производстве пенобетона необходимо точно соблюдать пропорции взятых компонентов. Их процентное соотношение определяет физико-химические характеристики материала.
В зависимости от этого пеноблоки подразделяют на следующие виды:
| Виды пеноблоков | Марка | Область применения | Вес блоков, кг | Коэффициент теплопроводности, Вт/м*°C |
| Теплоизоляционный | D400, D500 | для утепления внутренних помещений | 11– 19 кг | 0,12 |
| Конструктивно-теплоизоляционный | D600 – D900 | для возведения стен в малоэтажных домах | 23– 35 | 0,14 – 0,29 |
| Конструктивный | D1000, D1100 | для устройства перекрытий и как кладочный материал для несущих стен | 39 –47 | 0,36 |
Оборудование для производства пеноблоков.
В процессе создания пеноблока, его твердение должно происходить в автоклавных условиях (в среде, насыщенной паром, и при давлении, которое должно быть выше атмосферного), что требует наличия специального дорогостоящего оборудования. Словом, его целесообразней производить в заводских условиях.










Оборудование для создания пеноблоков в домашнем условии.
Но, его производство настолько простое, что, если зная пропорции для пеноблока, данный материал можно сделать даже в домашних условиях.
Для этого понадобится приобрести или самостоятельно смастерить такое оборудование, как:
- формы для отливки блоков;
- растворомешалку;
- компрессор, который должен быть рассчитан на переменное напряжение 220 Вт, иметь мощность 0,3 – 0,5 м3 и давление 6 Атм;
- пеногенератор.
Заключения.
Пенобетон — качественный строительный материал, пользуется большим спросом. Имеет простой состав, обеспечивающий его положительные особенности, экологическую безопасность.
Пенообразователь для пенобетона своими руками
Состав пенообразователя:
- каустическая сода (едкий натр) – 0,15 кг;
- канифоль – 1 кг;
- столярный клей – 0,06 кг.
Технология изготовления несколько трудоемкая и занимает много времени. Поэтому целесообразна только при значительных объемах работ.
Как сделать пенообразователь для пенобетона в домашних условиях
Приготовление предусматривает выполнение двух этапов:
- смешивание клеевого раствора. Для этого кусочки сухого клея заливаются водой (1:10) и оставляют на сутки. За это время клей немного разбухнет, но будет держать форму. Поэтому, емкость с водой и клеем нагревают до 60 °С (при постоянном перемешивании). Клеевой раствор готов, когда все кусочки растворились и образовали однородную массу;
- приготовление канифольного мыла. С этой целью натр доводят до кипения. Затем в него постепенно вводят канифоль. Процесс кипячения займет около 2-х часов до полного растворения канифоли.
Примечание. Канифоль следует предварительно раздробить.
Оба состава смешиваются, когда канифольное мыло остынет до 60 °С.
Примечание. При смешивании канифольное мыло вливают в клеевой раствор. Пропорция для смешивания 1 : 6.
Полученную смесь заливают в пеногенератор и получают пену высокой плотности. Оптимальной для использования считается пена плотностью 80 гр/дм.куб. Использование менее плотной (более воздушной пены) ухудшит качество блока и приведет к быстрому его разрушению.
Примечание. Проверить качество пены, можно наполнив ею ведро. После переворачивания ведра пена должна удержаться внутри.
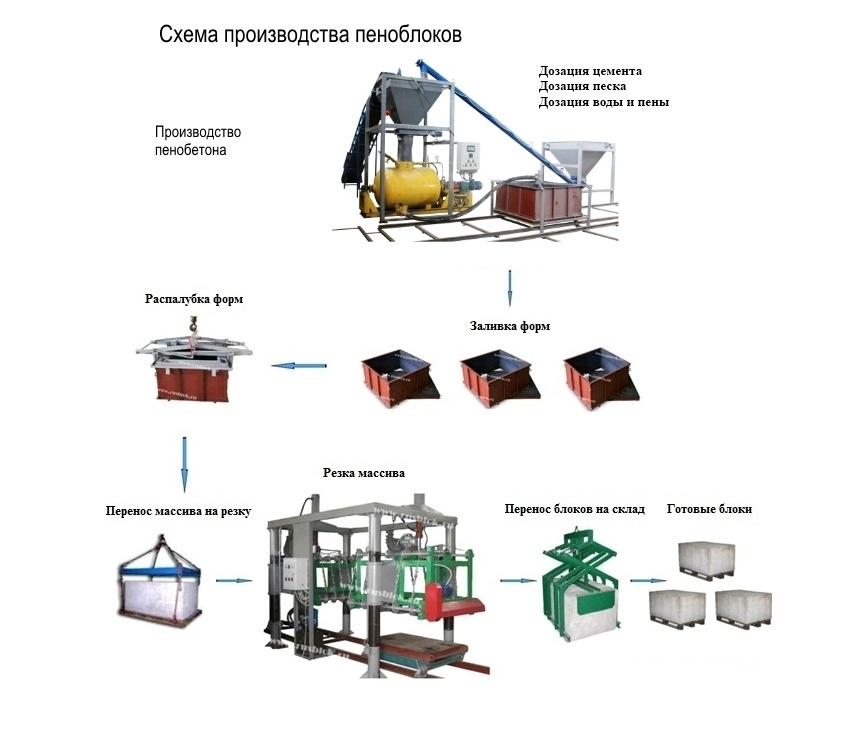
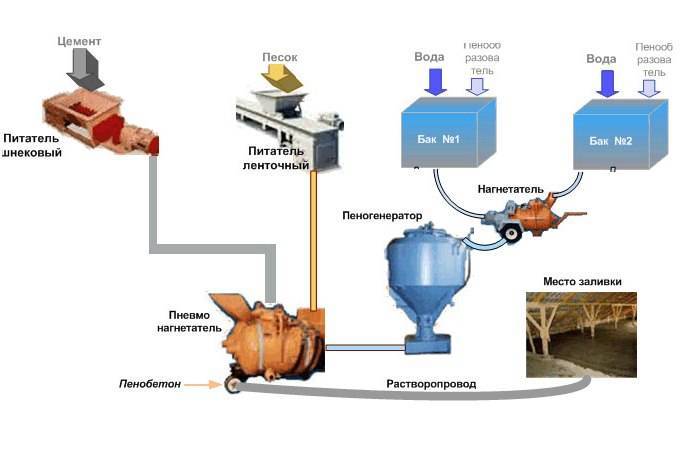
Схема производства пеноблоков показана на рисунке.
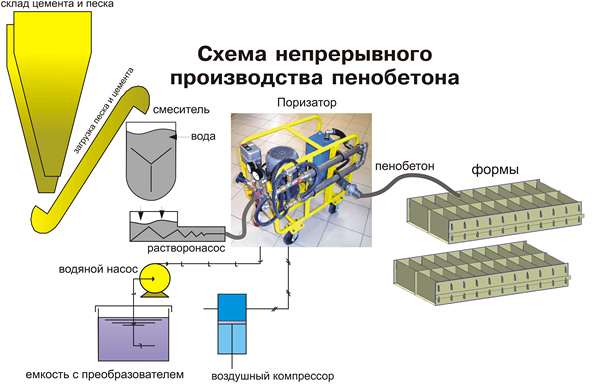
Схема производства пеноблоков
Отметим, что подобно первому блину, первые пенобетонные блоки обычно также выходят комом. Этому есть несколько причин:
сложность дозирования составляющих компонентов в растворе;
повышенное/пониженное содержание воды в растворе;
повышенное содержание пенообразователя в растворе. Его расход не должен превышать 1,5 л. на 1 м/куб.
К сожалению, подобные эксперименты не только продлевают время строительства, но приводят к дополнительным расходам. Однако, как свидетельствуют пользователи, они вполне оправданы. Тем более что, дефектные пеноблоки могут быть использованы в качестве засыпки под пол, а б/у оборудование для производства пенобетона можно продать.
Примечание. Как показывает практика, лучше делать конструкционные пеноблоки (марки D-900 и выше). Они содержат меньше пор, по сравнению с теплоизоляционными, и новичкам их изготавливать проще.





