Передовые методы металлообработки
Промышленное оборудование постоянно совершенствуется. Какие функции улучшаются:
- Производительность. Это важный фактор, которые влияет на окупаемость оборудования и прибыль, которую можно получить при работе на станке. Производительность возрастает после увеличения скорости работы механизмов.
- Точность. Чтобы сократить количество брака, изготовители оборудования работают над точностью рабочих механизмов.
- Долговечность и износоустойчивость.
Самой частой операцией, при которой применяются станки для металлообработки, является резка.
Газовая резка металла
Оборудование для газовой резки применяется давно. Оно полностью автоматизировано и требует минимум усилий для управления. Система ЧПУ позволяет выполнять ровные резы металлических заготовок, что было проблемно при наличии человеческого фактора.
Плюсы газовой резки:
- высокая скорость и производительность;
- дешёвое оборудование.
Минусы:
- термоусадка металла после выполнения работ;
- возможные погрешности в точности.
Газовое оборудование устанавливается на больших предприятиях и в частных мастерских.
Газовая резка металла
Плазменные для резки
Принцип работы плазменных аппаратов заключается в том, что разрезание заготовки или листа происходит с помощью струи плазмы. Такие металлообрабатывающие станки обладают высокой точностью реза и производительностью.
Лазерная обработка
Лазерные станки для обработки металла популярны в частных мастерских и на производстве. Лазерная головка передвигается по направляющим и разрезает заготовки на размеченные части. Лазерным лучом можно выполнять гравировку. Такие станки обладают высокой точностью. С их помощью обрабатывают однородные металлы и мягкие сплавы.
Шлифовальные
Шлифовальные станки предназначены для финишной обработки металлических поверхностей. В зависимости от необходимой толщины съёма, выбирается фракция абразивных кругов или наждачных лент. На одной машине может закрепляться больше одного абразивного круга или ленты.
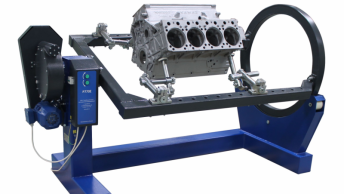
Токарные
К токарной группе относятся конструкции, которые используются для создания деталей сложной формы. Рабочей частью выступает вращающийся шпиндель, в который закрепляется заготовка. Чтобы обработать заготовку, необходимо закрепить определённые резцы в суппорте и подвести к ним детали. Острые грани срезают слой металла под действием вращения. Могут использоваться для сверления, нарезания резьбы внутри и снаружи заготовок, зенкерования, расточки отверстий.
Сверлильные
Сверлильные станки — это устройства с неподвижной станиной, на которой в вертикальном положении закрепляется один или несколько шпинделей. На них можно выполнять сверление, зенкеровку, нарезание внутренней резьбы. С помощью метчиков можно растачивать отверстия в заготовках.
Сверлильный станок
Гидроабразивные и электроэрозионные
Это оборудование, используемое для разрезания металлических листов любой толщины. Принцип работы заключается в том, что металл разрезается с помощью тонкой водяной струи, которая воздействует на него под большим давлением. Недостаток этого метода — низкая скорость. Однако она компенсируется высокой точностью реза.
Портальные машины газовой резки металла
Оборудование предназначено для производства. Связано это с возможностью расположить на рабочей поверхности большие металлические листы. Их размеры могут достигать 3×12 метров. Плюсы и минусы у таких станков точно такие же, как у обычной газовой резки.
Какие документы нужны для запуска
Первоначально, требуется узаконить производственную деятельность — оформить юридическое лицо или ИП. Данные виды правовой формы позволяют сотрудничать с крупными застройщиками. Если же целью является изготовление детских площадок, садовой мебели или других несложных конструкций, то следует выбрать регистрацию индивидуального предпринимателя.
Основные документы для запуска:
- паспорт гражданина Российской Федерации;
- заполненное заявление о регистрации индивидуального предпринимателя;
- квитанция об уплате государственной пошлины — 800 рублей;
Также необходима печать физического лица и открытие счета в банковской организации. После утверждения в качестве ИП, заявитель получает выписку из ЕГРН.
Регистрация ООО несколько сложнее, чем ИП. В случае с открытием ООО требуется:
- заявление в ФНС по форме Р 11001;
- устав организации;
- протокол собрания учредителей или решение одного учредителя, если он единственный;
- выписка о наличии юридического адреса предприятия;
- квитанция об оплате государственной пошлины — 4000 рублей, согласно статье 333.18 НК.
Используемые материалы
На сегодняшний день рынок металлоизделий предлагает большое разнообразие конструкций из самых разных металлов и их сплавов, в том числе чугуна и алюминия. Но наиболее востребованным является производство стальных металлоконструкций, особенно из нержавеющей стали. Конструкционные изделия из этого материала широко востребованы при создании несущих конструкций и декоративных элементов, ограждений, лестничных маршей и промышленного оборудования. Своей популярностью они обязаны таким эксплуатационным характеристикам, как:
- прочность;
- долговечность;
- надежность;
- устойчивость к воздействию окружающей среды.
При этом они идеально сочетаются с любыми другими видами стройматериалов.
Учитывая то, что конструкции из металла востребованы не только в крупном промышленном и жилом, но и в индивидуальном строительстве, большинство современных организаций (напр. ИП, ООО) по изготовлению металлоконструкций предлагают свои услуги и юридическим компаниям, и индивидуальным предпринимателям, и частным лицам. При этом объем заказа может быть самым разным, также, как и сложность работы, которую необходимо выполнить. Различными могут быть и условия выполнения (сроки, расположение объекта и другие). Но, независимо от формы собственности заказчика фирма по изготовлению металлоконструкций учитывает все его пожелания и при необходимости оказывает дополнительные услуги, в том числе монтажные и демонтажные.
Маркировка станков
Классификация оборудования, предназначенного для обработки заготовок из металла, предполагает, что, увидев его маркировку, любой специалист сразу сможет сказать, какой металлорежущий станок перед ним находится. Такая маркировка содержит в себе буквенные и цифровые символы, которые обозначают отдельные характеристики устройства.
Первая цифра — это группа, к которой принадлежит металлорежущий станок, вторая — разновидность устройства, его тип, третья (а в некоторых случаях и четвертая) — основной типоразмер агрегата.
Расшифровка маркировки металлорежущих станков
После цифр, перечисленных в маркировке модели, могут стоять буквы, по которым определяется, обладает ли модель металлорежущего станка особыми характеристиками. К таким характеристикам устройства может относиться уровень его точности или указание на модификацию. Часто в обозначении станка букву можно встретить уже после первой цифры: это свидетельствует о том, что перед вами модернизированная модель, в типовую конструкцию которой были внесены какие-либо изменения.
В качестве примера, можно расшифровать маркировку станка 6М13П. Цифры в данном обозначении свидетельствуют о том, что перед нами фрезерный станок («6») первого типа («1»), который относится к 3-му типоразмеру («3») и позволяет выполнять обработку с повышенной точностью (буква «П»). Литера «М», присутствующая в маркировке данного устройства, свидетельствует о том, что оно прошло модернизацию.
Плюсы и минусы токарного станка по металлу
Для полного ознакомления с оборудованием нужно знать его положительные и отрицательные стороны. Токарный станок по металлу для гаража или производства наделен следующими достоинствами:
- Высокая чистота поверхности готовых изделий.
- Точность обработки.
- Возможность получения за один рабочий цикл готового сложного изделия.
- Стружка, полученная после обработки, может переплавиться и использоваться повторно.
- Оборудование помогает произвести крупногабаритные детали.
Токарный станок по металлу имеет следующие недостатки:
- Высокую стоимость.
- Дорогое обслуживание.
- Большие и тяжелые детали.
Как простому сварщику начать свой бизнес
Здравствуйте! Меня зовут Андрей. События, которые я собираюсь описывать, происходили в Казахстане, в городе Петропаловск. За моими плечами 15 лет работы сварщиком и слесарем, за эти годы “практики” я с уверенностью могу сказать, что в деле, связанным с металлоконструкциями, я ас.









Все началось с того, что меня уволили с работы. Работал я на строительную компанию, эта профессия мало меня привлекала, так как еле сводил концы с концами. Часто в интернете можно найти информацию по удаленной работе и бизнесу на дому и тому подобное, ничего подходящего под мое положение я не нашел, умел я, как и любой мужчина, проживающий в частном доме, возиться в мастерской, искал всякие мелкие заработки, например, починить что-либо.

Анализ рынка — как найти бизнес-идею в маленьком городе или деревне
Спросите, почему именно это? Потому что я заметил тенденцию в своем районе, что каждый покупал себе ворота по ценам, которые были завышены на 50-70%. Ворота в основном были из профлиста и обычной профильной рамы. Они ничем не выделялись и были предельно простыми.
Для начала я прикинул на бумаге, во сколько обойдется мне начать свое дело, цены были космическими. Цены на ворота варьировались от 30000 до 40000 тысяч рублей, сам бы я мог сделать такие ворота за 1 неделю, примерно за 16000. Второй частью моего плана являлся поиск точки сбыта, так как на дому продавать слишком невыгодно, а на сайтах объявлений была в основном не та аудитория, на которую был ориентирован мой бизнес. Тогда на помощь пришел местный магазин, который продавал строительные материалы, посещаемость у него была самая высокая в моем районе, и договорится с начальством не составляло труда. Договорились мы на таких условиях, что материал предоставлял владелец — одна проблема была решена.
Особенности изготовления металлоконструкций
Поскольку от качества и устойчивости металлоконструкций зависит безопасность и жизнь людей, их создание начинается с разработки проекта, который проходит обязательное согласование с государственными надзорными органами. После этого начинается непосредственное изготовление отдельных деталей конструкции, их сборка и защита от коррозии (ржавчины), причем на каждом этапе качество обработки изделия строжайшим образом контролируется. После изготовления всех необходимых частей они передаются заказчику, или транспортируются на его объект для проведения монтажных работ.
Технологические процессы производства металлоконструкций

Изготовление металлоконструкций любой сложности обязательно предполагает качественное проведение следующих типов работ:
- подготовку металлопроката (сортировку, выбраковку, очистку от загрязнений),
- разметку,
- механическую обработку (резку, рубку, гибку заготовок, сверление отверстий и т.д.),
- сварочные работы,
- отделку (шлифовку, удаление заусенцев, обработку кромок и пр.),
- грунтовку и покраску,
- сборку и отгрузку готовых деталей конструкции.
Каждый этап производства и процесс обработки требует соблюдения допустимых отклонений от номинальных габаритов и характеристик деталей, указанных в проекте и нормативной документации. Для повышения качества применяются современные станки и оборудование, включая автоматизированные и высокоточные системы.
Особенности металлоконструкций
При использовании металлоконструкций в строительстве необходимо учитывать их особенности. В том числе одной из важных характеристик является подверженность металлических элементов коррозии. В связи с этим они должны поставляться с защитным антикоррозионным покрытием. Во время эксплуатации может периодически требоваться покраска для восстановления покрытия. Дополнительно нужно учитывать ограниченную огнестойкость металлоконструкций. Металл не поддерживает горение, но при значительном нагреве, его прочностные качества значительно снижаются. Это может приводить к обрушению конструкций во время пожара. Повышение огнестойкости достигается за счет использования специальных красок и при помощи других мер.
Какой размер капитальных инвестиций необходим при организации предприятия по изготовлению металлоконструкций?
Чтобы подсчитать размер капитальных инвестиций в производство, необходимо определить каждую статью будущих расходов.
| Статья расходов | Сумма (руб.) |
|---|---|
| Итого: | 7 451 000 рублей |
| Государственная пошлина | 4 000 |
| Уставной капитал | 10 000 |
| Оформление печати и юридического адреса | 2 000 |
| Аренда помещения | 55 000 |
| Ремонт | 600 000 |
| Покупка оборудования | 6 000 000 |
| Покупка металла | 200 000 |
| Покупка дополнительных элементов | 50 000 |
| Создание сайта | 50 000 |
| Печатные материалы | 10 000 |
| Размещение печатной рекламы | 30 000 |
| Коммунальные платежи | 15 000 |
| Оплата труда персоналу | 375 000 |
| Налоговые отчисления | 50 000 |
Подытожив все затраты на организацию бизнеса, можем сделать вывод о том, что в среднем на открытие подобного предприятия понадобится от 7,5 млн. руб.
Окупаемость производства ожидается в течение 1-2-х лет. Меньшие предприятия могут окупаться быстрее – уже через 6 месяцев. Все зависит от того, насколько востребована данная продукция в вашем регионе и насколько высокий уровень конкуренции.
В заключение стоит отметить, что производство металлоконструкций – это актуальная и доходная ниша бизнеса. Она достаточно развита и предполагает высокий уровень конкуренции. С другой стороны, маленькие и средние предприятия на сегодня имеют высокие шансы на успех, так как они могут производить продукцию по индивидуальным заказам, спрос на которые сейчас велик.
Также важно обратить внимание на то, что данная деятельность требует больших финансовых затрат, которые, однако, смогут окупиться достаточно скоро, если бизнес будет построен правильно, а выпускаемая продукция будет качественной
Оборудование для производства металлоконструкций
При производстве металлоконструкций (МК) может использоваться следующее оборудование:
- портальная установка плазменной резки;
- гильотины;
- гибочные прессы;
- ленточнопильные станки;
- вальцы;
- сварочное оборудование;
- гальваническое;
- лакокрасочное.
Портальная установка плазменной резки
Она используется для резки всех марок сталей (включая нержавеющие, жаропрочные, титановые сплавы). Установка оснащается столом, размер которого позволит обрабатывать заготовки крупных размеров. Типовой размер стола: 1500мм х 3000 мм.

Установка плазменной резки
Гильотина
Это оборудование осуществляет рубку металла. Толщина его может доходить до 12 мм, максимальная ширина листа — до 2000 мм.

Гибочный пресс
Прочность и жёсткость всех металлоконструкций обеспечивается разнообразной деформацией листового металла. Поэтому, максимальное усилие прессового оборудования, которое создаёт эти деформации, может достигать нескольких сотен тонн. Для повышения точности выполнения операций и производительности применяются станки с ЧПУ.
Ленточнопильный станок
Конструкции зданий и сооружений из МТК имеют в своём составе большое количество унифицированных узлов (как правило, это крепёжно-монтажные элементы). Их изготавливаются на станках-автоматах, в частности, используют ленточнопильные станки-автоматы. Узнать больше о станках ленточнопильных по металлу.
Вальцы
Вальцы (листогибочные машины) применяются для гибки цилиндрических заготовок. Для МК, как правило, используется листовой материал с пределом текучести Qт=250 МПа (в холодном состоянии), он легко поддаётся обработке на вальцах.
Для выполнения всех необходимых операций, машины-вальцы могут иметь оснастку для гибки:
Для удобства обслуживания, они комплектуются средствами механизации:
- передний и приёмный столы;
- механизмы для съема изделий и поддержания обечайки и т.п.
Больше сведения о вальцах можно получить по этому адресу.
Сварочное оборудование
В сварочном цехе оборудуется несколько постов для сварки чёрных и нержавеющих сталей. На этих постах осуществляется ручная и механизированная сварка.








Гальваническое оборудование
Для повышения антикоррозионной стойкости на все детали и узлы МК наносится гальваническое покрытие:
Для этого в цехе гальванических покрытий имеются ванны для мелких и крупногабаритных изделий.

Лакокрасочное оборудование
По требованию заказчика на поверхность узлов может наноситься лакокрасочное покрытие. Оно может наноситься вручную (краскопультом и т.п.) и в окрасочных камерах.

На этом же участке наносятся огнестойкие краски (противопожарная защита).
Компания «Южно-Уральский механический завод»;
http://businessman.ru/new-stanki-dlya-izgotovleniya-metallokonstrukcij-osnovnye-vidy-i-naznachenie.htmlhttp://k-stroy.com/product/proizvodstvenny-tsekh-i-oborudovanie/http://skladovoy.ru/kakoe-oborudovanie-primenyaetsya-dlya-izgotovleniya-metallokonstrukcij-segodnya.htmlhttp://buisiness-oborudovanie.com/dlya-metallokonstrukcij/oborudovanie-dlya-metallokonstrukczij/http://ipmet.ru/oborudov-proizvod-metallokonstrukts/
Производство ЛСТК
Одним из направлений считается строительство лстк, потому что основным преимуществом данного вида с конструкций является низкая металлоемкость, которая составляет 20 килограмм на квадратный метр. Аббревиатура читается как легкие стальные тонкостенные конструкции профили, которых изготовлены из оцинкованной стали
ЛСТК тонкостенные оцинкованные профили, это термин появился давно но четкого определения что такое легкая техническая конструкция пока ещё нет. Эти конструкции получили распространение благодаря удачной конструктивной форме, оптимизации поперечного сечения, применение стали повышенной прочности, применение алюминиевых сплавов. Конструкции ЛСТК это профили холодногнутые тонкостенные, оцинкованные из них выполняют конструкции. В России недавно стали использовать подобные конструкции за рубежом их используют уже давно. У нас длительное время применяется стальной профилированный настил, это тоже представитель этих конструкций. Профили для ЛСТК привлекают себя тем легкостью деталей, каркасы зданий не требуют тяжелых фундаментов. Не требуется серьёзных подъемных механизмов. Строительство осуществляется практически вручную. Монтаж может быть осуществлен круглогодично
Набор этих качеств, привлёк к себе внимание. Особенность конструкций из ЛСТК в отличии от традиционных заключается в том во первых толщина используемого материала колеблется от 0,7 до.2,5 мм свыше 3мм профиль считается уже не тонкостенным
Второе отличие заключается в поперечном сечении . поперечное сечение резко увеличивает жесткость профиля с одной стороны а с другой стороны эти профили подвержены различным видам и формам потери устойчивости, которая не наблюдается в обычных конструкциях.
Существует такое понятие как расчётное сопротивление стали, другими словами это минимально возможный предел текучести для толстостенного металлопроката. Есть прямая зависимость предела текучести от толщины металла, если толщина металла свыше 40 мм то его не рекомендуют принимать в качестве изгибаемого элемента, снижается расчетное сопротивление профиля. Обратная картина наблюдается если уменьшать толщину. Но если уменьшать толщину металла в пределах 0,7-2,5 мм предел текучести увеличивается до 15 % сверх нормативного.
Предел текучести для тонкостенных профилей не тот, который приведен по ГОСТу для толстостенных профилей, он выше. Тонкостенные профили являются холодногнутые. Деформирование профиля происходит в холодном состоянии, из плоской полосы получают фигуру, в угловых участках с маленькими радиусами закругления проявляется наклёп металла, а это значит что предел текучести ещё возрастает.
При соединении тонкостенных профилей категорически не разрешается сварка, цинк сгорает и в последствии проявляется коррозия. На сегодняшний день нет нормативов по строительству зданий из ЛСТК. Особенно это касается несущих конструкций. Применяются следующие виды профиля швеллер, если швеллер по краям имеет огиб это с образное сечение, самое распространенное на сегодняшний день, может быть Z образное сечение. Эти профили называются усиленные.
Усиленные профили швеллера и с образного сечения имеют гибы в плоскости, гибы устраивают не только на стенках профиля но и на полках. Существует еще термопрофиль, в нем имеются продольные прорези с гибами , которые выполняют роль рёбер жесткости, прорези сделаны для того чтобы утепляющий материал расположенный с обоих сторон профиля сообщался между собой и не возникал мостик холода.
По расчету термопрофиль и обычный профиль не различаются, так как прорези имеют сгиб, а это своего рода ребро жесткости. Максимальная ширина пролета, с ровной кровлей составляет 21 метр, с фирменной 24, максимальная высота 7 метров. Если вам требуется здание шириной пролета 30 метров без опор по средине высотой 8 метров то подобная схема не подойдет, это пожалуй единственный недостаток ЛСТК.
Производство металлоконструкций
- Стандартные изделия — изготавливаются на основании нормативных документов для производства. Все изделия производятся по ГОСТ 23118-2012.
- Нестандартные изделия — потребуется в начале выполнить проект и рассчитать все необходимые параметры. Проектирование металлоконструкций регламентируется ГОСТ 21.502-2007, СНиП III-18-75 и стандартом ЕСКД.

Этапы производства
1. Склад
Участок приема и подготовки материалов для последующего перемещения на механическую обработку.
2. Цех механической обработки
В данном цехе происходит подготовка всех узлов и деталей будущих металлоконструкций. Начинается процесс изготовления элементов конструкции:
- раскрой и резка металла механическим способом, плазменная и лазерная резка;
- шлифовка для начальной обработки изделий;
- сверление, фрезеровка и вальцовка — обработка и придание металлу формы;
На следующем этапе изделия перемещаются на сборку и сварку.
3. Сборочно-сварочный цех
В зависимости от материала конструкций происходит сборочный этап или изделия поступают на сваривание. Весь процесс сборки и сварки контролируется и измеряется на специальных приборах (лазерные линейки, дефектоскопы), чтобы соблюсти все параметры по точности. Выполняется визуальный и измерительный операционный контроль качества сварных соединений. После завершения этого этапа готовые модули перемещаются на участок для нанесения антикоррозийной защиты.
Первоночально производят контрольную сборку металличеких конструкций для проверки проектных параметров, выявления ошибок и определения степени собираемости конструкции в целом. Затем идет окончательная сборка и сварка.
4. Покрасочный цех
В начале происходит предпокрасочная подготовка собранных модулей — пескоструйная обработка поверхности с целью убрать все шероховатости и ржавчину. После чего поверхность обезжиривается, грунтуется (в зависимости от конструкции), наносится антикоррозийное покрытие, происходит покраска изделия. На специальных устройствах контролируют толщину и качество нанесенных слоев.








5. Складирование готовой продукции
Участок производства, где готовые конструкции маркируются, происходит упаковка и отгрузка продукции железнодорожным или автомобильным транспортом.
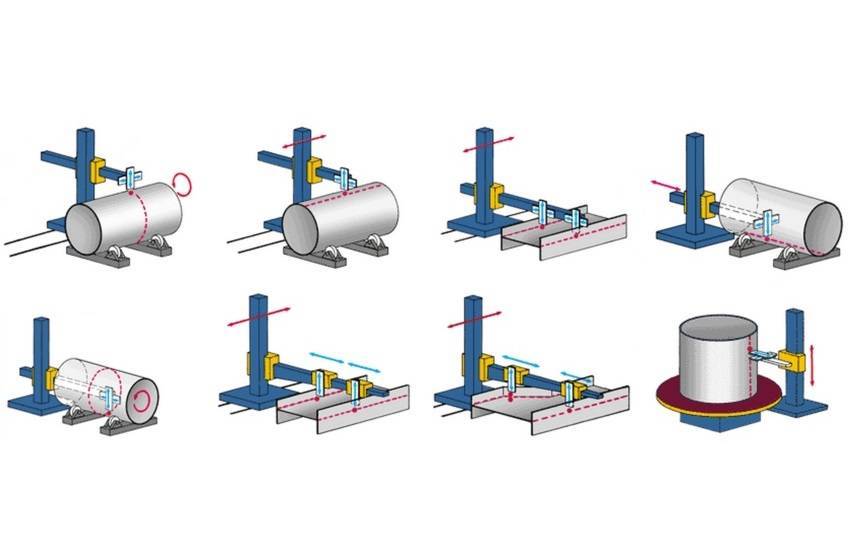
Режущее оборудование для завода металлоконструкций
Раскрой заготовок из типового металлопроката можно выполнить с помощью традиционных гильотин. Но уголковый и тавровый прокат, в силу особенностей формы профиля, раскраивают не гильотиной, а газовым резаком. Ведь резак не деформирует профиль уголка или балки, нивелируя потребность в правке заготовки после раскроя.
Причем газовый резак можно использовать и в ручном, и в автоматическом режиме. В первом случае струей плазмы управляет специально обученный рабочий – резчик. Во втором случае раскрой осуществляет автомат, управляемый оператором или блоком числового программного управления.
С точки зрения производительности предпочтителен именно второй вариант раскроя. Поэтому далее по тексту мы рассмотрим типовой пример такого станка.
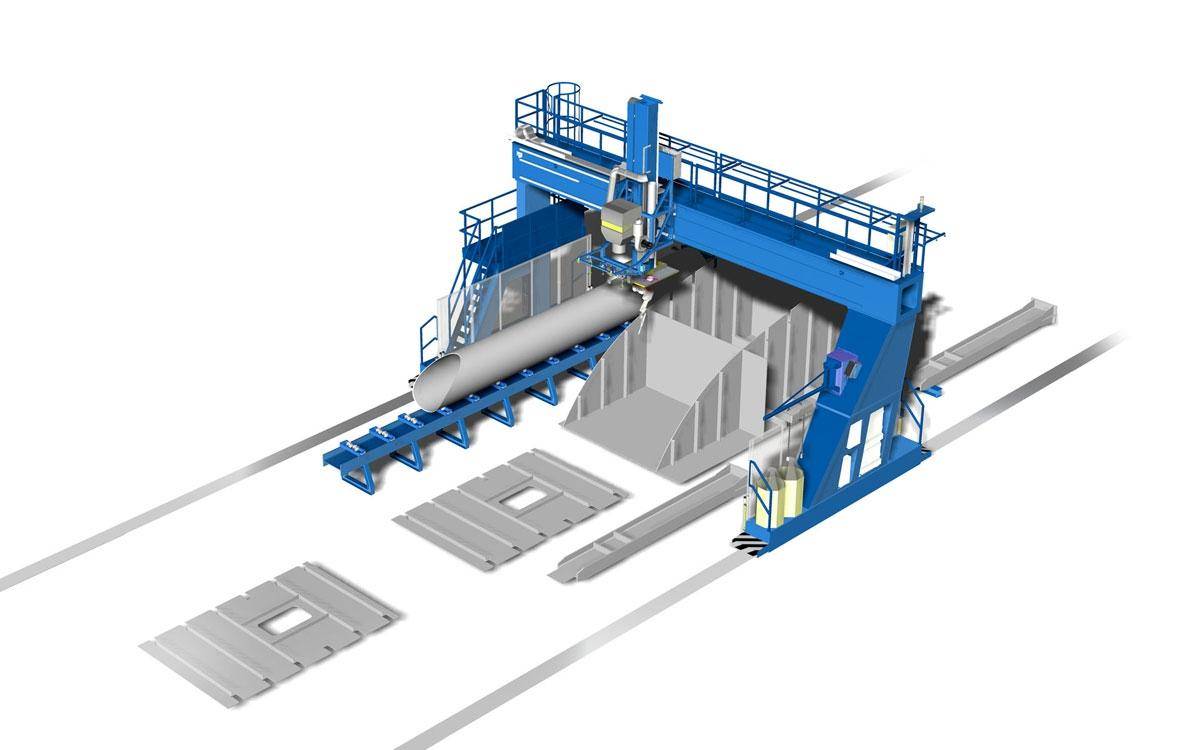
Универсальный однофакельный режущий станок с ЧПУ для резки профилей OCEAN LIBERATOR
Станок OCEAN LIBERATOR может резать как уголковый, так и профильный прокат. Причем минимальные габариты обрабатываемой продукции соответствуют размерам уголкового профиля №7,5 (полки 75х75 миллиметров, толщина металла 5 мм), а минимальная длина проката равна 4 метрам. Впрочем, нормированный уголковый прокат выпускается в виде мерных отрезков длиной от 4 до 12 метров. Поэтому можно сказать, что станок OCEAN LIBERATOR пригоден для резки уголков любой длины.
При этом максимальная глубина резания данного агрегата – 150 миллиметров. Поэтому станок OCEAN LIBERATOR можно использовать для резки более габаритного проката – тавровых и двутавровых балок (высотой до 1,1 метра), профильных и круглых труб (начиная с габарита 63х63 мм или аналогичного диаметра), брусков, листового металла и желобов (шириной до 1,25 метра), швеллеров.
Словом, OCEAN LIBERATOR режет любой металлопрокат, при условии соразмерности максимальных габаритов сечения обрабатываемой заготовки профилю 1,1х0,7 метра. При этом скорость подачи заготовки доходит до 10 метров в минуту, а скорость резания изменяется в пределах от 17 до 75 см/мин. И даже на самых высоких скоростях резания и подачи точность раскроя предполагает отклонение от допустимых размеров заготовки всего на 1,5 миллиметра.
Подобное сочетание скорости и точности объясняется автоматизированным управлением процессом плазменной резки. Станок OCEAN LIBERATOR укомплектован блоком числового программного управления, регулирующим работу и подающего механизма и газовой горелки.
В тоге станок OCEAN LIBERATOR можно использовать как в мелкосерийном, так и в крупном производстве, раскраивая любые объемы заготовок из конструкционной, легированной и нержавеющей стали. Причем питание данного станка осуществляется от бытовой (двухфазной) электросети.