

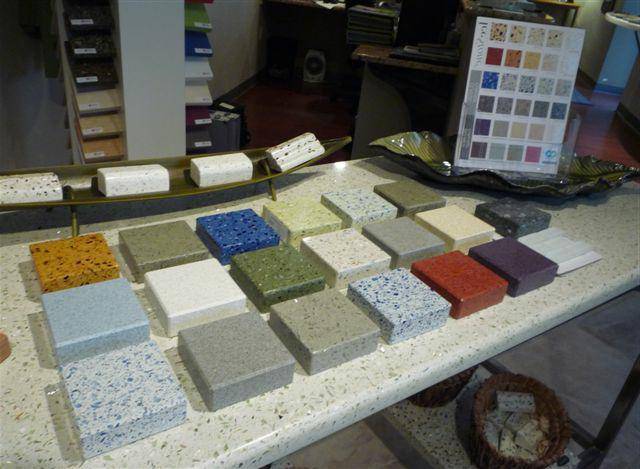
Формы для литья бетона
Форма для бетона (или матрица)– это открытая сверху емкость, соответствующая по своим размерам и конфигурации отливаемому изделию. В нее заливается цементный раствор с добавлением (по необходимости) полимерных пластификаторов, красителей и других добавок, например, щебня мелких фракций или керамзита. Если нужно, то поверхность бетона уплотняется правилом или виброуплотнителем. После затвердевания изделия оно извлекается из матрицы или же матрица снимается с изделия
Изготовляют их из самых разнообразных материалов, иногда просто из подручных

Пластиковые формы для литья в домашних условиях
В домашних условиях для литья бетона часто применяются пластиковые формы. Популярны также силиконовые формы, их чаще используют для отливки элементов ландшафтного дизайна.
Инструменты для изготовления формы
Инструменты для изготовления матрицы зависят от ее вида.
Для производства форм из дерева или из ОСБ, вам понадобится набор плотницкого инструмента:
- рулетка;
- пила;
- топор;
- уголок;
- уровень;
- шуруповерт;
- стальные уголки или ленточные стяжки.

Набор плотницкого инструмента
Для изготовления из металла потребуется набор слесарного инструмента
- Верстак с тисками.
- Ножницы по металлу.
- Болгарка.
- Киянка и длинный уголок 50×50 для сгибов.

Верстак с тисками и иные слесарные инструменты
Для силиконовой или полиуретановой матрицы потребуются
- заливочный стол;
- устойчивый и выровненный по строительному уровню в двух плоскостях заливочный стол;

Заливочный стол
- плоские заливочные емкости;
- емкости для смешивания состава с пластификатором и заливки;
- дрель-мешалка или ручная мешалка;
- скальпель и нож для доводки деталей.
Основные виды форм
По виду формы для литья бетона разделяются на:
- Жесткие.
- Гибкие.
Жесткие матрицы делают из дерева, металла, ДСП, листового пластика.

Жесткая форма для литья бетона из дерева
В них отливают тротуарную плитку,
Гибкие формы чаще всего отливают из пластика или силикона. Их применяют для отливки искусственного камня.
Преимущество силикона заключается в его прочности и износостойкости. Силиконовые матрицы стоят дорого, но служат долго. К тому же литье к ним не прилипает даже безо всякой смазки.
https://youtube.com/watch?v=rsGvtmCdXoQ
ПО назначению матрицы различаются на:
- Для литья плитки.
- Для литья декоративных камней.
- Для литья фигурных изделий.
Формы также делятся на разборные и неразборные. Неразборные используют для отливки единственного изделия и разрушают, чтобы его извлечь.

Разборная форма для литья из бетона вазона
Разборные матрицы для литья пригодны к повторному использованию, В зависимости от прочности и износостойкости материала отливают от нескольких экземпляров до нескольких сотен изделий.
Изготовление форм в домашних условиях
Если вы решили сделать искусственный камень своими руками, матрицу для литья можно вырезать из пенопласта. Не забудьте укрепить ее, например, обмотав ее в несколько слоев скотчем.
Форму также можно самостоятельно отлить из полиуретана или силикона. Для этого придется приобрести готовые смеси и пластификаторы, самостоятельно в домашних условиях их не приготовить.
Первый шаг при создании матрицы — изготовление модели. Модель точно повторяет размеры и форму готового изделия. В качестве модели можно использовать уже отлитый образец, можно также вырезать модель из дерева, вылепить из гипса или воска.
Заливочные емкости должны быть размером с модель (или группы моделей, если форма планируется многоместная) плюс толщина матрицы. В заливочной емкости размещают модель (или модели) лицевой стороной вверх, следя за тем, чтобы расстояние до стенок от модели было постоянным. После этого в отдельной емкости (лучше всего подойдет ведро с небольшим носиком) нужно всыпать смесь в пластификатор и тщательно перемешать. Заливать модели нужно не торопясь, равномерной тонкой струйкой, обеспечивая полное смачивание моделей и стенок заливочных емкостей и избегая образования воздушных пузырей.
После полимеризации смеси остается извлечь модели — матрицы готовы к литью бетона.
Перспективы бизнеса
Искусственный камень – материал весьма популярный. Его применяют не только для изготовления столешниц. Акриловый материал великолепно подходит для моек, барных стоек и подоконников. Столешницы, выполненные из искусственного камня, предлагает практически каждая фирма, которая производит кухонную мебель.

Однако чаще всего производство столешниц из искусственного камня – это сфера деятельности средних и мелких предпринимателей.
Крупным предприятиям выгоднее заказать это изделие, чем заниматься оборудованием собственного цеха. К тому же производство столешниц из искусственного камня по своей специфике не будет востребовано при масштабном выпуске продукции каждый день.
Все эти факторы позволяют судить о перспективности малого бизнеса по изготовлению акриловых изделий.
Сырье и материалы
Для каждого типа ванн используется соответствующее сырье:
- для чугунных – круг или другие отливки из чугуна;
- для стальных – листовая холоднокатаная сталь толщиной 1,5–3,5 мм в рулонах;
- для акриловых – листы технического акрила (метакрила) и армирующие материалы (смола и стеклоровинг).
Помимо основного сырья потребуются дополнительные материалы – эмаль для грунтовки и основного покрытия, фитинги и другие комплектующие по необходимости. При выборе поставщиков необходимо учитывать, что качество металла или акрила, а также эмали для покрытия напрямую влияет на потребительские характеристики ванны. Поэтому следует отдавать предпочтение проверенным компаниям, предлагающим сертифицированные материалы.
Выбор помещения
Оборудование для производства акриловых ванн занимает много места. Прибавьте к этому административные помещения и получите довольно большую площадь — около 180-200 квадратных метров.

Поиск цеха нужно начинать задолго до старта бизнеса: практически первый шаг после создания подробного бизнес-плана с расчетами. Это должно быть отапливаемое и проветриваемое помещение на окраине или за чертой города. В последнем случае можно организовать корпоративную развозку сотрудников.









Чтобы проверяющие органы разрешили вам открыть предприятие, для него нужно подготовить документацию, приведя его в соответствие со стандартами. Помещение арендуется или выкупается.
Преимущества литьевого акрила по сравнению с экструзионным
1. Возможность изготовления заготовок сложной формы. Традиционно оргстекло GS поставляется в виде листов, блоков, труб и стержней круглого или прямоугольного сечения. Но при необходимости из такого материала можно изготовить изделие любой формы. Толщина, сложность конфигурации и габариты литьевой акриловой заготовки в данном случае практически не ограничены.
2. Высокая химическая стойкость. Литое оргстекло более устойчиво к кислотам и щелочам по сравнению с экструзионным. Именно поэтому литьевой акрил рекомендован для применения в водной среде, на открытом воздухе и в других условиях, где контакт с агрессивными средами неизбежен.
3. Отличная способность к термоформовке. Такой материал в процессе термического формования не реагирует на неравномерность нагрева, дает меньшую усадку, не склонен к образованию внутренних напряжений. При необходимости можно выполнить повторную переформовку изделия.
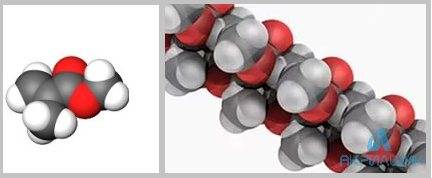
4. Повышенная прочность. Литое акриловое стекло отличается от экструзионного более прочными молекулярными связями. Молекулы «склеены» между собой в длинные цепочки, для нарушения этих связей и разрушения материала требуется гораздо большее количество энергии по сравнению с оргстеклом, полученным методом экструдирования. Благодаря этому свойству, такой материал характеризуется повышенной ударной прочностью.
5. Идеальное качество поверхности. Заготовка Plexiglas GS имеет идеально плоскую поверхность. В зависимости от предъявляемых требований акрил может быть глянцевым либо иметь матовую или рельефную поверхностную текстуру.
Технология производства
В основе ткани непрерывная полимерная нить, синтезированная из синильной кислоты и ацетилена. Исходные реагенты получают из природного газа и продуктов нефтепереработки в результате сложных химических превращений, а также температурного воздействия.
На начальном этапе синтезируют волокнообразующий полимер. Исходный расплав или раствор продавливают через фильеры, имеющие вид тончайших отверстий. Потом волокна вытягивают и обрабатывают теплом. В результате растворители испаряются, а нити полимера застывают. На последнем этапе сформованное волокно подвергается отделке.
Из какого акрила лучше покупать изделия
Выбор товара всегда стоит в прямой зависимости от покупательской способности. Существует много доказанных факторов, что ванны из литьевого акрила качественнее чем экструзивные, но они также на порядок дороже. Производители с этим мнением спорят, где каждый доказывает свое преимущество. Некоторые страны допускают на рынок только сантехнику из литьевого полимера, правда делают исключение для поддонов душевых кабинок.
Покупателям Восточной Европы или Азии можно не беспокоиться на этот счет. У них разрешены изделия из экструзивного пластика. К ним поступает товар достойного качества соответствующей цены. Только при выборе нужно проверить сертификат, сопровождающий продукт на параметры:
- Способ армирования.
- Толщину материала.
- Каркасную конструкцию.
Следует учесть, что характеристики литьевого акрила будут выше чем у экструзионного. Но выбор за потребителем, он всегда прав.
Ремонт и строительствоКомментировать
Производство столешниц из искусственного камня: подробный план
Капитальные вложения в бизнес: 155 000 рублей.Срок окупаемости фирмы: от 2 месяцев.
Столешницы из искусственного материала все больше набирают популярность среди производителей мебели благодаря:
- Своим эстетическим свойствам (могут быть выполнены без видимых швов, различных форм и цветов).
- Высоким прочностным характеристикам.
- Гигиеническим показателям (просты в уходе, препятствуют появлению грибка).
Производство столешниц из искусственного камня можно наладить из готовых плит, поставляемых на рынок в широком ассортименте цветов и размеров.
Подробная технология изготовления столешниц из камня показана в видео ролике:
https://youtube.com/watch?v=P95mCDvJraE
Также можно наладить производство литых столешниц:
Безусловно, наладив собственное производство искусственного сырья, вы достаточно удешевите продукцию. Однако такой подход требует хорошей технической подготовки и профессиональных рабочих.
Ниже мы рассмотрим более подробно вариант производства сборных столешниц, который и рекомендуем для начала бизнеса.
Помещение для производства столешниц, инструменты и оборудование
Необходимые инструменты и оборудование:
- фрезер от 1600 В;
- шлифовальная машина;
- лобзик (без маятникового хода);
- сборочные столы;
- расходные материалы (шлифовальные шкурки, насадки для инструментов, полироли, пистолеты для клея, струбцины, триммеры).
Сбыт продукции
Столешницы из камня пользуются спросом у производителей мебели. С ними вам и предстоит наладить сотрудничество. Подход к проведению успешных переговоров аналогичен с описанным выше в разделе «Производство искусственного камня – Сбыт продукции».
Инвестиции в бизнес по производству столешниц
| Регистрация ИП | Сумма (руб.) |
|---|---|
| Всего: | 155 000 рублей |
| Аренда помещения | 20 000 |
| Фрезер | 11 000 |
| Шлифмашина | 10 000 |
| Лобзик | 3 000 |
| Столы | 10 000 |
| Расходники | 15 000 |
| Сырье | 75 000 |
| 10 000 |
Все регулярные вложения (закупка материалов, зарплата рабочих) можно осуществлять из предоплаты заказчика.
Попробуем рассчитать срок окупаемости:
- имея минимальный набор оборудования и двух рабочих, можно производить 15 столешниц в месяц;
- себестоимость в среднем: 75 000 (сырье) + 40 000 (зарплата) + 20 000 (аренда) + 10 000 (коммунальные услуги, налоги) = 145 000;
- продажа столешниц из камня в среднем принесет 225 000 рублей;
- прибыль в таком случае составит 80 000.
Средний срок окупаемости проекта – 2 месяца.
Как видите, производство искусственного камня, как и производство столешниц из него – прибыльный и во многих отношениях привлекательный бизнес.
Начните действовать уже сегодня, и вы опередите тысячи желающих выйти на этот рынок. Производите качественный товар, и вы с уверенностью будете его продавать.
Разновидности акриловых изделий
Пластичность акрила при формовке позволяет получить ванны нестандартной конфигурации. Чаши могут иметь не только прямоугольную, но и угловую, овальную, круглую и асимметричную формы.
Прямоугольной формы
Прямоугольные ванны удобны в монтаже и эксплуатации. Они устанавливаются вплотную к стене.
Прямоугольная ванна имеет следующие преимущества:
- ее можно ремонтировать с помощью акрилового вкладыша;
- существуют полноразмерные и сидячие конфигурации;
- бортики прилегают к опорным стенам;
- дно устанавливается на простой каркас или ножки;
- экран можно сделать и оформить самостоятельно;
- в прямоугольной чаше удобно лечь, вытянув ноги.
Недостатком данной конструкции можно считать то, что она занимает все свободное пространство у стены (при опоре на 3 боковые поверхности) или имеет острый угол (при опоре на 2). Кроме этого, в стандартных чашах нет встроенных полок.
Угловые конструкции
Угловые ванны позволяют удобно организовать пространство. Само углубление чаши может иметь форму овала или трапеции с округлым нижним основанием. В углу располагаются сиденье, полочка для банных принадлежностей или оборудование для гидромассажа.
Преимуществами угловой конструкции являются:
- экономия пространства;
- возможность выбора формы чаши;
- наличие дополнительных приспособлений и функций.
К недостаткам можно отнести:
- высокую цену;
- сложность ухода за чашей с изгибами и полками;
- большой объем, который повышает расход воды.
Ванны в виде равнобедренного треугольника подходят только для больших помещений. В санузлы площадью до 10 кв.м лучше устанавливать чаши с 1 короткой и 1 длинной боковой стороной.
Круглые изделия
Круглые ванны подходят только для просторных санузлов. В них часто устанавливают гидро- и аэромассаж.
К недостаткам относят высокую цену и громоздкость. Диаметр ванны для 1 человека составляет 1,5-1,6 м, а для 2 — от 1,8 м.
Овальные ванны
Овальная ванна может подойти для классического, барочного, современного и ретростиля.
Ее преимуществами считаются:
- компактность;
- возможность установки на ножки без экрана;
- широкий ассортимент размеров.
Если чаша установлена на стойки, то ее можно свободно передвигать по комнате. Это удобно при уборке и мелком ремонте.
В большинстве случаев ее устанавливают так, чтобы до стены оставалось не менее 15-20 см.
Асимметричные конструкции
Асимметричные конструкции позволяют нестандартно оформить ванную комнату.
Наиболее популярны следующие формы:
- трапеция;
- капля;
- пересечение 2 окружностей;
- половина трапеции с округлой внешней стороной.
Асимметричной может быть только та часть бортика, на которой расположена полка для банных принадлежностей.
Рекомендации по выбору акриловых ванн
При выборе сантехники нужно учесть ряд факторов:
Размеры ванной комнаты. Участок, который занимает чаша, должен составлять не более 35-40% от всей площади санузла. Между опорной стеной и бортиком оставляют зазор в 2-3 см. В небольшие ванные устанавливают сидячие или малогабаритные чаши длиной 1,5-1,6 м. При выборе высоты и глубины изделия нужно учесть длину труб, которые подключаются к стоку и крану. Разница в размерах осложнит установку.
Необходимые функции. Дополнительные полки, держатели и отверстия для форсунок не должны иметь дефектов, сколов и трещин







При выборе модели с гидромассажем важно убедиться, что гарантия распространяется не только на саму чашу, но и на дополнительное оборудование.
Конфигурацию чаши. Для небольших санузлов подойдут прямоугольные или угловые ванны
В просторные ванные с нестандартным дизайном можно установить чашу, изготовленную по индивидуальному заказу. Изделия сложной формы монтируются на каркас с большим количеством опорных точек. Легкие прямоугольные чаши могут устанавливаться на ножки.
Дизайн ванной. Лаконичные белые чаши подходят для небольших санузлов. Овальные ванны с позолоченными аксессуарами устанавливаются в комнатах классического стиля, а яркие фигурные изделия — для оформления в стиле модерн.
Тип пластмассы. Конструкцию ванны можно определить визуально. На срезе сэндвич-листов видны 3 слоя: армирующего материала, АБС-пластика и акрила. Поверхность из ПММА имеет толщину не более 0,5-1 мм. Цельный акрил имеет 2-слойную конструкцию. Отличить блочный и литой ПММА можно только по описанию производителя.
Толщина и качество стенок. Ванна не должна иметь видимых повреждений, участков неравномерной окраски и резкого запаха пластика. При покупке нужно осмотреть бортики, дно и отверстия слива-перелива. Температура инструмента при сверлении акрила ниже, чем требуется для его оплавления, поэтому следы напайки появляются на нем только при заделке дефектов. Чтобы ванна не деформировалась при эксплуатации, ее толщина должна быть не менее 6-8 мм.
Размеры слоя определяется на дне чаши. Разница в толщине бортиков и низа может составлять не более 2 мм.
При покупке нужно провести несколько простых тестов:
- осмотреть торец бортиков и отверстие слива;
- проверить дно на просвет с помощью лазерной указки или фонарика;
- с усилием надавить на стенки и дно.
Это позволит определить пластичность поверхности, неоднородность толщины ванны и качество ее исполнения.
Производство искусственного камня: подробный план
Капитальные вложения в бизнес: 150 000 рублей.Срок окупаемости фирмы: от 6 месяцев.
По каким технологиям происходит производство искусственного камня?
Основными материалами для производства являются:
- вяжущие средства (портландцемент);
- заполнитель (крупный кварцевый песок, керамзитовый песок);
- пигменты и красители;
- добавки (пластификаторы, полимерно-латексные добавки, ускорители твердения, гидрофобизаторы, химические волокна для армирования и прочие).
Примерный расход компонентов для производства (на 10 кв.м):
- портландцемент – 60 кг;
- кварцевый песок – 200 кг;
- пигменты – 1,5кг;
- пластификатор – 0,6 кг.
Технологии производства отличаются в зависимости от предназначения продукта. Предлагаем ознакомиться наглядно в общих чертах.
Ниже представлено 2 видеоролика, где показано производство в домашних условиях и промышленное производство:
Производство в домашних условиях:
Промышленное производство:
Как нужно обустроить цех для производства?
Цех по производству занимает мало места. Для начала достаточно 40 кв.м для обустройства цеха и для хранения расходных материалов и готового изделия.
Для рабочего оборудование нужна электросеть 380В. И также технология производства предполагает использование больших объемов воды. От температурного режима зависит скорость высыхания изделий – в холодное время года в цеху необходимо обеспечить отопление и вентиляцию.
Производство искусственного камня не шумное и не вредит ни здоровью людей, ни окружающей среде.
Оборудование для производства искусственного камня
- формы (еще их называют матрицы);
- вибростол;
- смеситель (бетономешалка);
- вибросито;
- дрель с миксерной насадкой;
- вспомогательный инструмент: наждачная бумага, ведра, мастерки.
На формах стоит остановиться отдельно. Они могут быть выполнены из силикона и каучука (не для цементного искусственного камня), формопласта (дешевые, но небезопасны для здоровья), полиуретана (прочные и экологичные).
Формы (матрицы) можно купить, изготовить на заказ, сделать самостоятельно.
С инструкцией по собственному изготовлению можно ознакомиться в видео.
Обратите внимание, что представленное оборудование для производства искусственного камня, а также список компонентов могут отличаться в зависимости от выбора технологии производства и требований к продукту
Регистрация фирмы и персонал
Выбор организационно-правовой формы зависит от планируемых масштабов предприятия. Для начала подойдет ИП на упрощенной системе налогообложения. Дополнительных лицензий не требуется. Процесс регистрации занимает 1 неделю.
Для изготовления небольших партий достаточно будет двух рабочих: одного обученного специалиста и одного подсобного.
Сбыт продукции
Ваша целевая аудитория – строительно-ремонтные фирмы и розничные магазины. Несмотря на растущий спрос, предложений тоже достаточно, так как этот вид бизнеса очень привлекателен как для малого, так и для крупного предпринимательства.
Однако далеко не все могут правильно предложить продукцию и раскрутить свой бизнес. Ваша главная задача – личные встречи с руководителями или владельцами магазинов и фирм и грамотная презентация вашего производства.
Вот несколько советов для достижения максимального количества сделок:
- Сделайте сайт-визитку с качественными фотографиями вашей продукции, кратким и понятным прайс-листом.
- Закажите бумажные визитки.
- Изготовьте образцы продукции.
- Будьте готовы отвечать на возникающие вопросы четко и ясно – вы должны знать вашу продукцию, сроки изготовления и все ее характеристики «на зубок».
- Предложите хорошую скидку на первую партию.
Инвестиции в бизнес. Срок окупаемости
| Статья расходов | Сумма (руб.) |
|---|---|
| Всего: | 150 800 рублей |
| Регистрация ИП | 800 |
| Аренда помещения | 20 000 |
| Матрицы 6шт | 24 000 |
| Вибростол | 50 000 |
| Рабочий стол | 3 000 |
| Бетоносмеситель | 10 000 |
| Вибросито | 12 000 |
| Дрель с миксерной насадкой | 5 000 |
| Вспомогательный инструмент и расходники | 10 000 |
| Сырье на первую партию 100 кв.м | 8 000 |
| 8 000 |
На рынке уже появились предложения франшиз или «бизнеса под ключ», например, от компании «СИСТРОМ» (https://www.sistrom.ru/prajs_list).
Оценим срок окупаемости
- имея минимальный набор оборудования и 2 рабочих, можно производить 120 кв. м. в месяц;
- себестоимость 120 кв.м. искусственного камня в среднем – 9 600 руб.;
- регулярные затраты на бизнес: (сырье) + 30 000 (зарплата) + 20 000 (аренда) + 10 000 (коммунальные услуги) = 69 600 руб.;
- цена на рынке в среднем – 800 руб. за 1 кв.м. (96000 руб. за 120 кв.м.);
- прибыль в таком случае составит 26400 руб.
Средний срок окупаемости проекта – 6 месяцев.
Технология производства акриловых ванн:
- Что понадобится для производства акриловых ванн;
- Какие материалы используются;
- Виды акрила (метакрила);
- Какие бывают формы акриловых ванн;
- Технологии изготовления ванн из акрила.
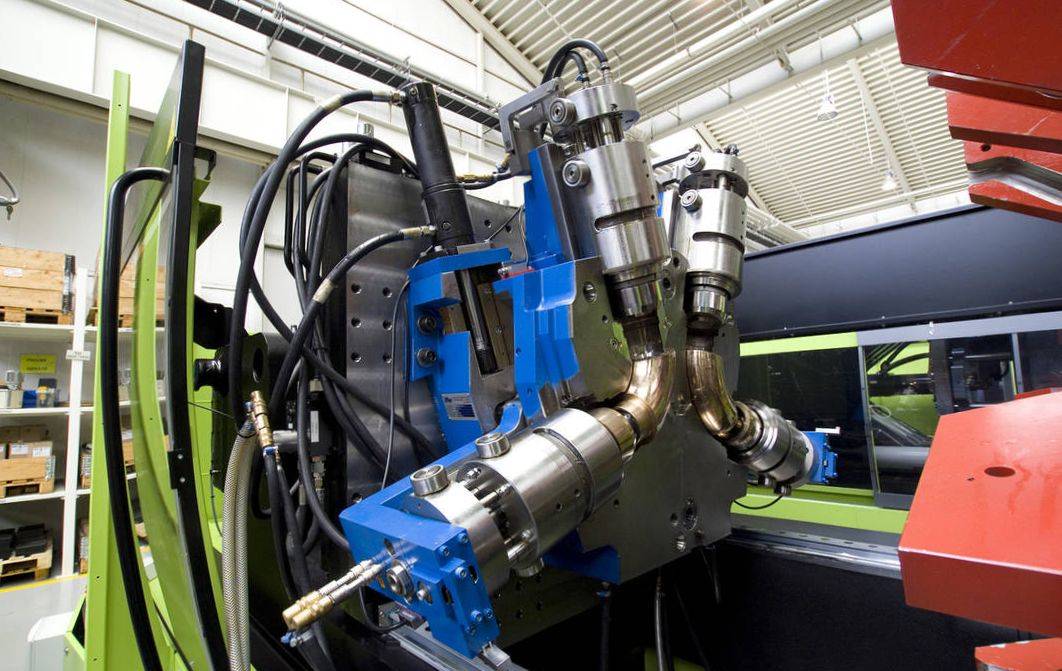
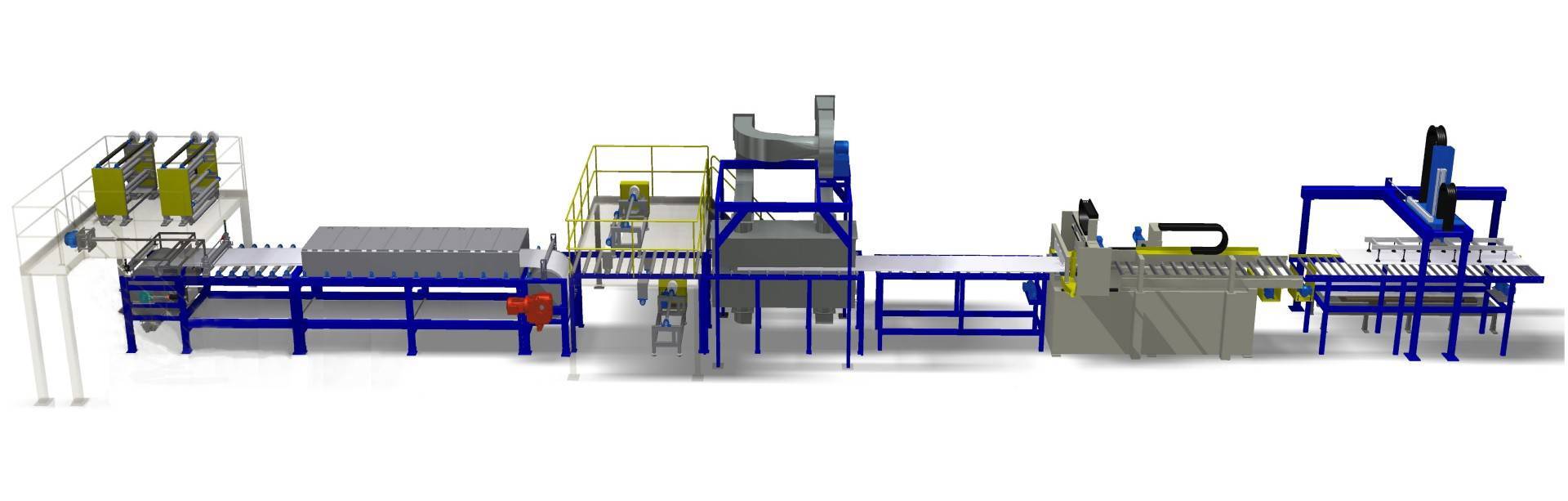
Акриловые ванны. Какое оборудование нужно для их производства?
Акриловые ванны производятся в вакуумном пространстве, для этого понадобится термоформовочная машина. Ее стоимость начинается от 2,5 млн. рублей. Если брать такую машину по меньшей цене, то она будет менее вместительной, что не позволит производить акриловые ванны. Идеальные размер для термоформовочной машины – 2х2 м. Термоформовочные аппараты можно заказать на специальном предприятии, деятельность которого заключается в изготовлении различных аппаратов и систем для производства сантехники и строительных материалов.
Формы акриловых ванн.
- Овальные. Такая ванна придаст дизайну ванной комнаты определенную «изюминку» и будет смотреться довольно гармонично с другой сантехникой. Овальную ванну можно вмонтировать в пол, разместить на возвышении (подиуме) или просто поставить у стены;
- Ассиметричные. Самое главное достоинство ассиметричных ванн заключается в том, что они многофункциональны и помогают сохранить много свободного пространства;
- Прямоугольная ванна. Такая ванна гармонично впишется в любой стиль ванной комнаты, но у нее есть один небольшой недостаток: громоздкость;
- Угловая ванна. Как и ассиметричные ванны, угловая ванна экономит много свободного пространства, при этом считается одной из самых многофункциональных форм. Единственным минусом угловой ванны является то, что мыть ее будет не слишком удобно: она довольно больших размеров как в ширину, так и в глубину.
Материалы для производства акриловых ванн.
Само название «акриловая ванна» подразумевает использование для ее производства акрила.
Отличительные свойства акрила от других материалов для производства ванн:
- Легкость;
- Готовая акриловая ванна выглядит более эстетично и современно, чем ванны из других материалов;
- Надежность. Несмотря на легкий материал, акриловая ванна прослужит не меньше, чем стальная или пластиковая ванна;
- Прочность. Конечно, если ронять в акриловую ванну кирпичи, вряд ли она прослужит долго. При бережном обращении такая ванна будет служить ничем не меньше, чем ванны из других материалов;
- Разнообразие цветовой гаммы.
Акрил подразделяют на два вида:
- Промышленный. Для производства ванн используется довольно редко, потому как он считается менее прочным и более подверженным воздействию вредоносных микроорганизмов. Такой вид акрила будет более уместен в строительной сфере, например, в качестве герметика для межпанельных швов;
- Технический. При производстве такого акрила используются специальные вещества и ферменты, которые защищают сам акрил от вредоносных микроорганизмов, способных причинить вред структуре акрила и самой конструкции ванны. Именно такой вид акрила чаще всего используется для производства ванн.
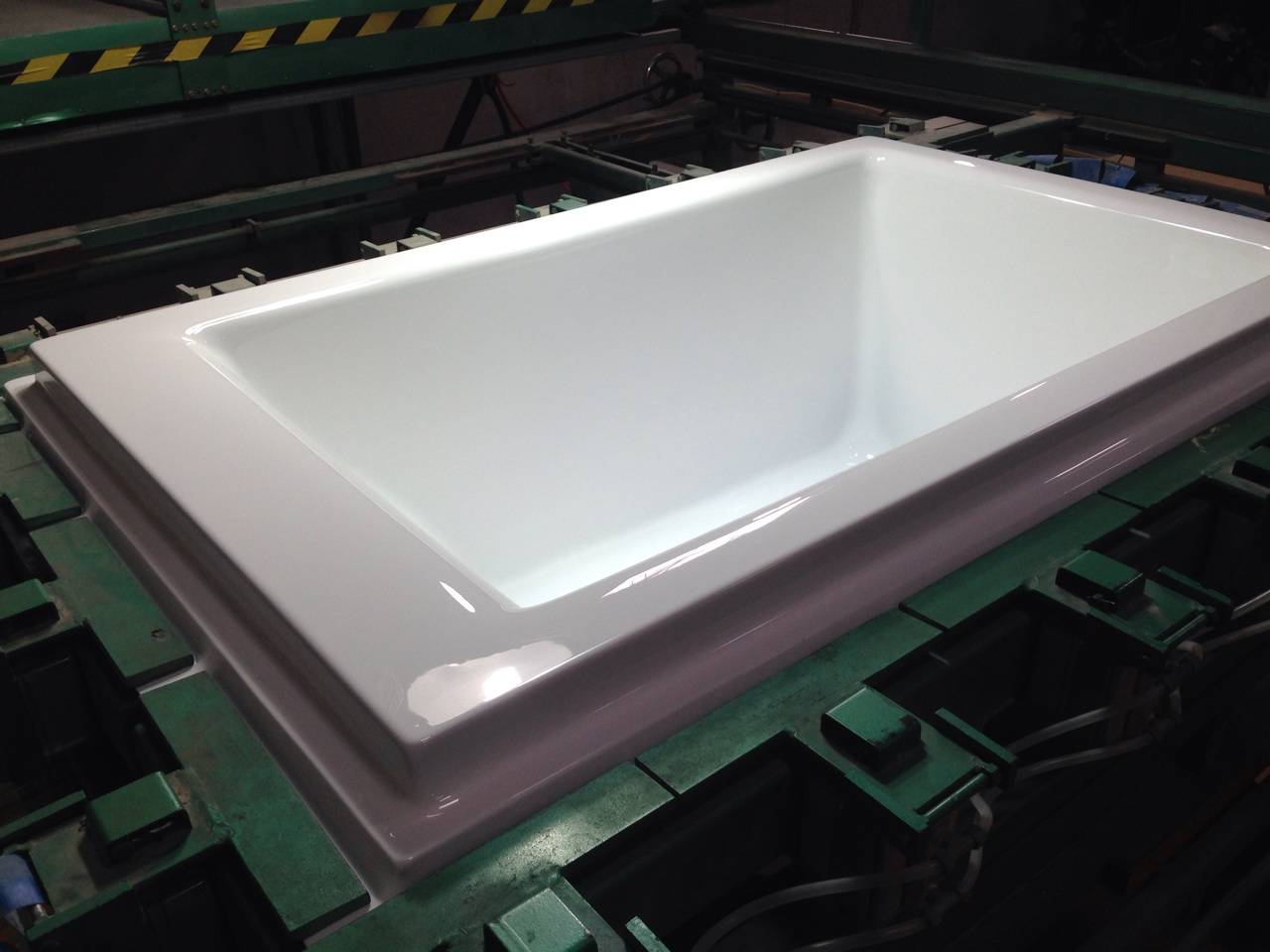
Литьевая технология при изготовлении акриловых ванн:
Суть производства акриловых ванн по литьевой технологии заключается в следующем:
- Лист акрила нужно нагреть до той степени, пока он не приобретет мягкое, податливое состояние;
- Когда акриловый лист станет мягким, его нужно поместить в специальную форму для изготовления ванн;
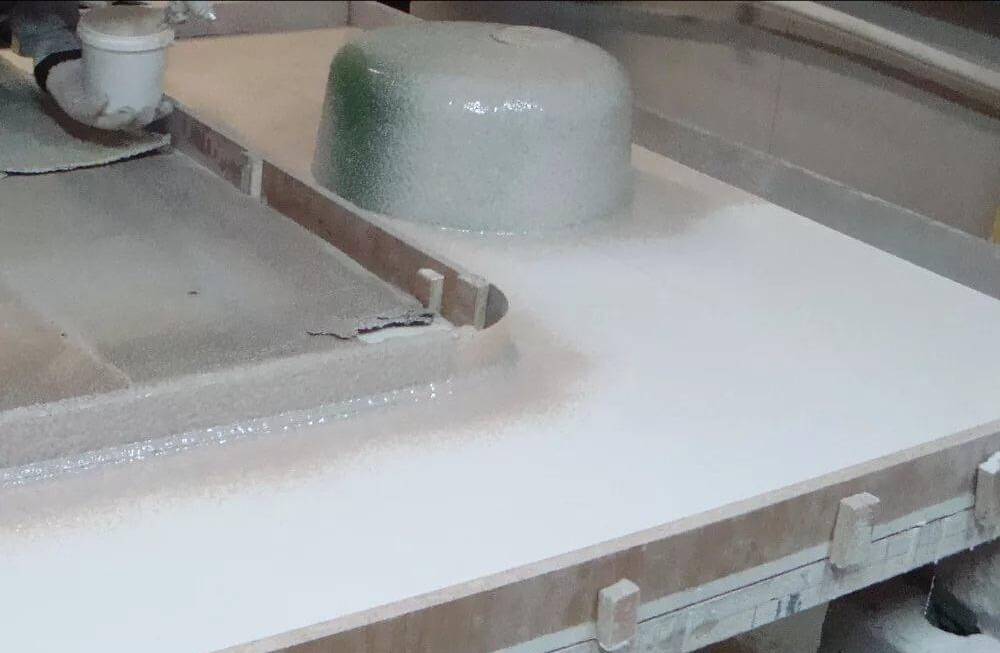
- Когда акриловый лист будет вдавлен с помощью вакуума, нужно нанести несколько слоев стекловолокна для того, чтобы ванна прослужила своим будущим владельцам долгое время. Стекловолокно делает ванну более прочной и увеличивает срок ее службы.
Отличительные черты ванны, произведенной по литьевой технологии:
- Высокое качество;
- Долгий срок эксплуатации;
- Привлекательный внешний вид;
- Надежность.
Как создать?
Для выполнения смеси нужно взять любую пластиковую емкость: ведро, чашку, миску. После добавляется отвердитель. Нужно хорошо все перемешать, пока не получится однородная масса. При создании условий нужной температуры для этого хватит пяти минут. После чего состав нужно разместить в формы. Чтобы получилось все грамотно, стоит произвести смазку этих емкостей. Используются такие составы:
- Лак «Изокол».
- Литол.
- Солидол.
- А также любые смазки, которые убирают адгезию.
Дальше процесс поляризации будет зависеть от температурного показателя в помещении. Он варьируется от 15 минут и до одного часа. До формы нельзя дотрагиваться голыми руками. В противном случае она начинает нагреваться более чем на 50 градусов. Чтобы наверняка произошло застывание состава, нужно ожидать 24 часа.
Подсчет общего бюджета и окупаемость
Если организация всех процессов пройдет успешно и в первый же месяц удастся выйти на норму в 10 т., то себестоимость 1 кг готовой к реализации краски – приблизительно 23 рубля.
Оптовая стоимость водоэмульсионных красок среднего качества – от 45 р./кг. Ожидаемый оборот- 450 тыс. р., из которых чистой прибыли – 220 тысяч.
Рассчитать окупаемость предприятия со стартовыми вложениями чуть больше 1 миллиона рублей – не сложно. В течение года владелец предприятия по производству водоэмульсионных красок может стать независимым успешным предпринимателем.
Republished by Blog Post Promoter
Отличия акрила от чугуна
Если говорить об основных достоинствах пластиковых ванн (акрил – разновидность пластика), то, в отличие от чугунных, такие конструкции:
- легче;
- красивее;
- пластичнее;
- имеют массу дизайнерских решений;
- нескользкие;
- непроницаемы для микробов и загрязнений;
- гигиеничны;
- имеют свойство сохранять температуру.
Теперь остановимся на каждом пункте подробнее. Вес ванны из пластикового материала около 30 кг. Вес стандартного чугунного изделия – до 120 килограмм.
Насчет внешнего вида – акрил впишется в любой дизайн и интерьер. К тому же товар можно сделать по индивидуальному заказу. Высота и ширина изделия свободно варьируются.
Далее. Полет дизайнерской мысли неограничен. Такую конструкцию украшают росписями, рисунками и т.д. Есть различные цветовые решения.





В этой ванне сложно поскользнуться, ее внутренняя поверхность нескользящая.
Из-за отсутствия пор на пластиковой поверхности загрязнения не проникают внутрь ее, поэтому цвет и внешний вид ванны долго сохраняются неизменными.
Производство таких изделий подразумевает добавление в исходное сырье специальных веществ. Благодаря этой технологии конструкции не подвержены проникновению микробов и, соответственно, более гигиеничны и безопасны.
Если в ванну из пластика налить горячую воду, то лишь через полчаса ее температура понизится на один градус. В изделии из чугуна температура воды понижается на 1 градус Цельсия за 10 мин.
Бизнес по выпуску конструкций из акрила проще и быстрее, а главное – его выгоднее наладить, чем производство продукции из чугуна. Сравним технологии изготовления.
Технология нанесения
Для того чтобы получить качественный результат, окрашиваемую поверхность необходимо предварительно очистить от грязи и пыли, а затем прогрунтовать. Для этого лучше использовать специальный состав или белую акриловую краску, разведенную пополам с водой. Если проигнорировать этот процесс, расход финишного покрытия увеличится вдвое (и акриловая краска по дереву, и любая другая разновидность хорошо впитывается в основание). Если оно предварительно покрыто грунтом, наносить слоев нужно будет намного меньше.
При наличии старого слоя краски, лучше не экспериментировать, а снять его полностью шпателем. Если эту работу выполнить не тщательно, результат не порадует: акриловые составы ложатся очень ровным тонким слоем, наличие любого дефекта от этого только подчеркивается и выставляется напоказ.

Подготовка стен к покраскеИсточник mtdata.ru
Направление нанесения первого слоя краски значения не имеет. Если материал используется для оформления стен или потолка, финишный слой лучше наносить по направлению к окну. Тогда отделка будет смотреться идеально.
Стеклянные и металлические поверхности перед нанесением акрила нужно протирать спиртовым составом, который позволяет обезжиривать поверхность. Тогда слой краски ляжет ровно, после высыхания покрытие будет очень прочным и стойким.
Чтобы правильно подобрать цвет, нужно пробовать на отдельном кусочке обрабатываемого материала. Дело в том, что акриловая краска для дерева, металла, стекла после высыхания немного темнеет
Важно обращать и на структуру состава. Она может быть глянцевой, матовой, полупрозрачной и полностью прозрачной
После застывания исправить дефекты будет невозможно.

Акриловая краска после высыхания слегка темнеетИсточник roomester.ru
Когда для работы используются составы разных цветов, когда при помощи них создается масштабная роспись на стене, желательно брать краску каждого цвета понемногу и заливать ее в отдельные небольшие емкости (в пластиковые стаканчики, например). Если нужно отойти на обед, достаточно будет завернуть стаканчик сверху полиэтиленом и закрепить его на емкости скотчем. В таком виде состав не сможет быстро высохнуть. Оставшиеся в своих емкостях краски полезно плотно закрыть и предотвратить попадание воздуха.
Уходя, не нужно забывать оставлять кисточки и валики в воде. После работы их обязательно нужно помыть с хозяйственным мылом.

Перед покраской нужно защитить свою одеждуИсточник u-news.org.ua
Залог успешного сбыта отечественных красок
Первое, что обеспечит конкурентное преимущество – низкая цена товара. Но стоит побеспокоиться о перспективах. Если продукция получилась действительно на высоком уровне качества, цена должна это отражать. Но тогда уж не стоит скупиться и на маркетинговые «примочки»: закажите стильный концепт дизайна этикеток, буклетов, рекламных баннеров в интернете, создайте корпоративный сайт.
Если не удается сразу попасть на полки ведущих строительных гипермаркетов – сделайте упор на строительные рынки. Пусть торговый представитель фирмы донесет реализаторам основную мысль: «Производитель новый, старается себя зарекомендовать – не «бодяжит». Тем более – «поддержка отечественного производителя».
К тому же, бизнес на водоэмульсионках – это не производство порошковых красок, которые наносятся только при помощи специальных камер. Акриловые, латексные, виниловые краски используются каждой семьей, каждой строительной фирмой и их доставка не затруднительна. Стоит сделать упор на поиск сбыта путем размещения объявлений в интернете. Регистрация на общенациональных строительных и промышленных порталах, форумах, несколько видео с мастер-классами (акцент на использование ваших материалов) в ютубе – и интерес к новой марке гарантирован.





