Обзор необходимого оборудования для производства газоблоков
Оборудование для производства газобетона может быть разным – от небольшой установки, выпускающей по несколько десятков блоков за раз, до масштабной автоматической линии, обеспечивающей промышленные масштабы. Тут все зависит от бюджета, требований, наличия помещения, сотрудников, целей и т.д.
Если газоблок производится для понижения стоимости строительства дома и других сооружений на участке, подойдет и небольшая установка (больше напоминающая станок), когда же планируется организовать бизнес – лучше сразу покупать хорошее производительное оборудование, способное дать большой выход и обеспечить развитие идеи.
В Москве и регионах найти любое оборудование не составит труда, поэтому самое главное – определиться с требованиями и выбрать подходящий вариант.
Конвейерное
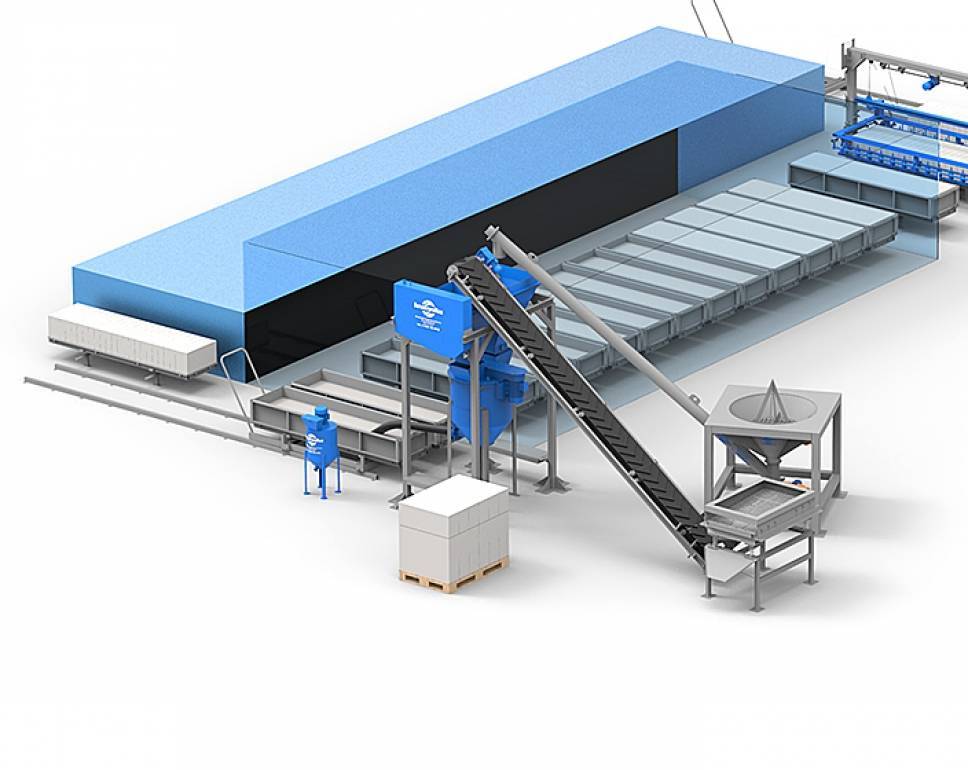
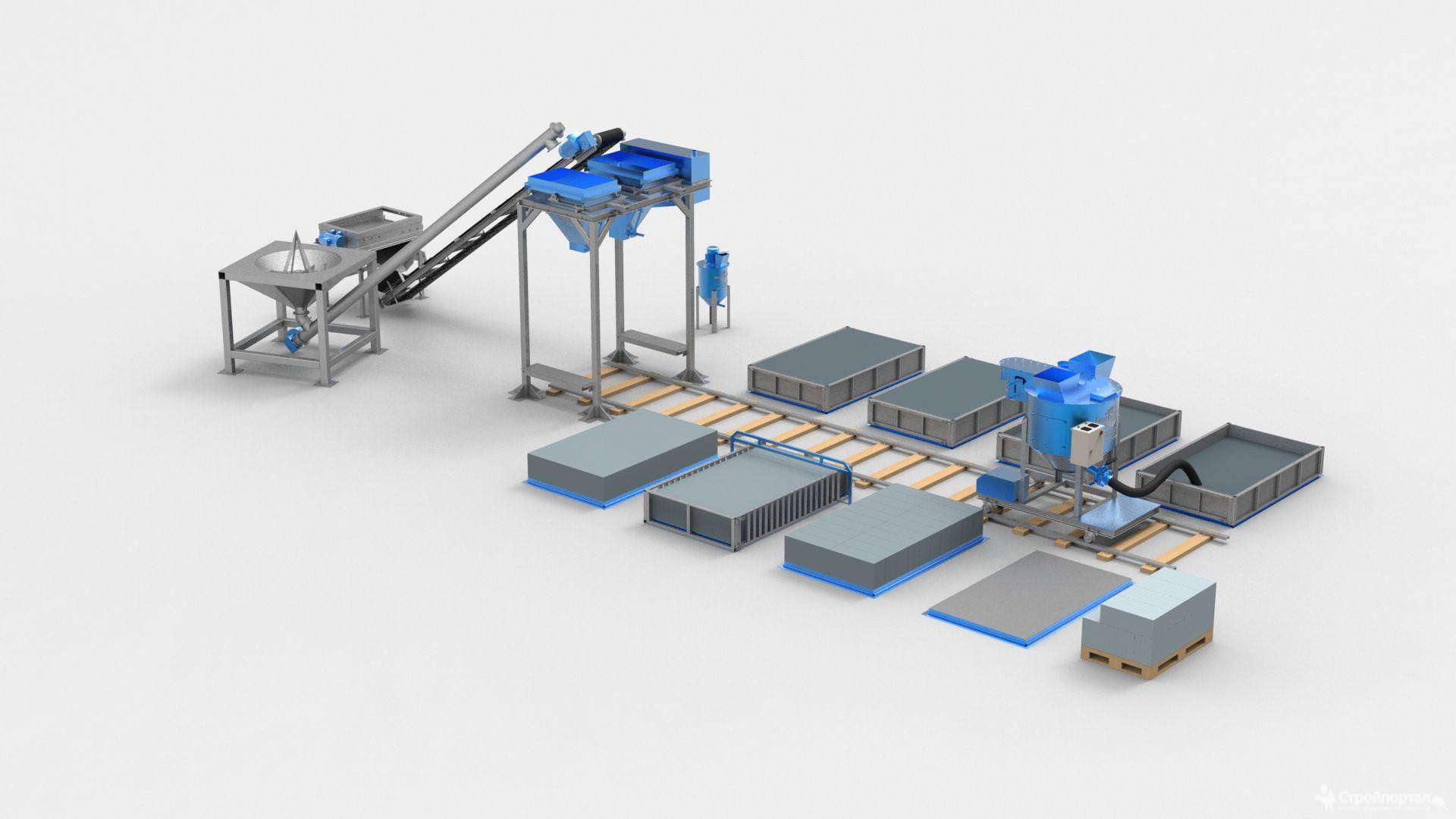
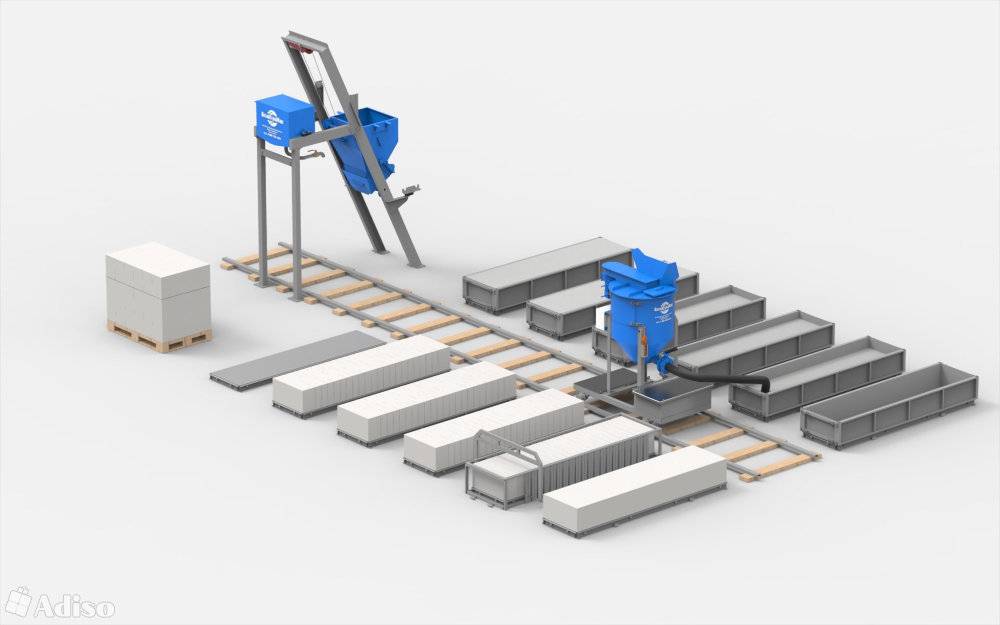
Данный тип оборудования предполагает максимальную автоматизацию процесса, минимальное участие работников в производстве, самую высокую стоимость комплекта устройств, серьезные требования по наличию свободной площади из-за производственных объемов, наличие в комплекте всего необходимого для реализации всех этапов, достаточно высокий уровень рентабельности.
Что включает стандартный комплект поставки конвейерного оборудования:
- Сырьевые бункеры и емкости.
- Ленточные конвейеры, по которым поступают компоненты.
- Устройство для замешивания раствора.
- Формы для заливки.
- Автоклавные установки.
- Специальный комплекс для нарезки сырья на отдельные ровные блоки.
- Транспортер для перемешивания.
- Дробильная установка.
- Несколько тележек.
- Пульт для эффективного управления процессом автоматически.
- Вилочный погрузчик.
В среднем такое оборудование стоит до 55 миллионов рублей. Это большая сумма и выбор такого варианта актуален при желании организовать бизнес – вложения окупятся, так как линия позволяет в год выпускать минимум 300 тысяч кубометров материала. Это самый быстрый, эффективный и автоматизированный процесс производства блоков.
Для размещения всего оборудования нужно отыскать площадку порядка 4000 квадратных метров. Если приобретение линии слишком дорого, можно подумать про бывшее в употреблении оборудование. Тут есть риски, но и свои преимущества. Хорошей репутацией пользуется продукция, сделанная на конвейере типа Иннтех-100, который стоит 3 миллиона рублей (правда, производительность он показывает ниже).
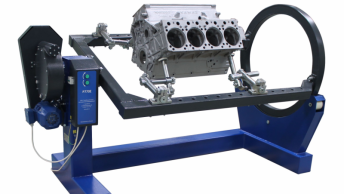
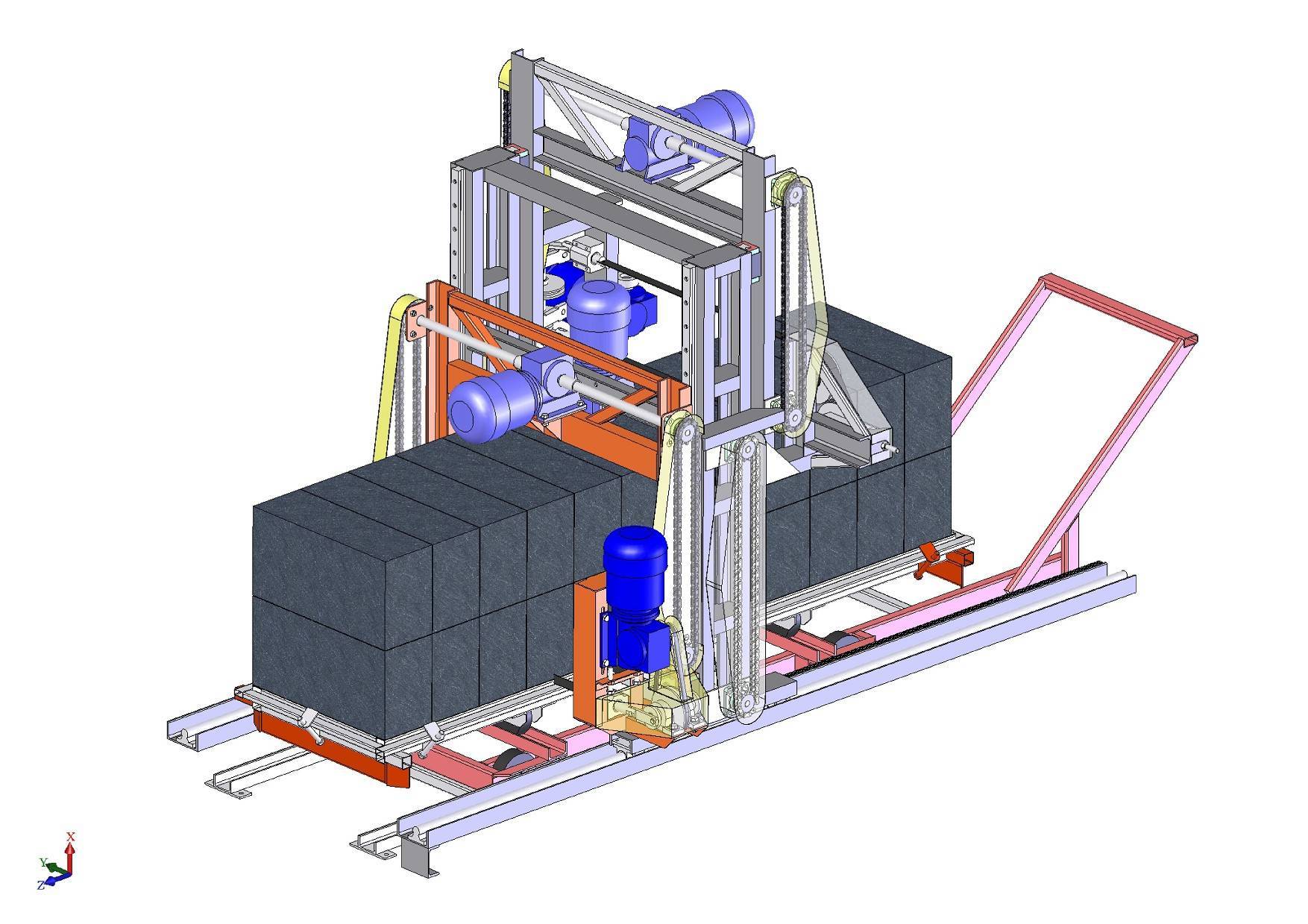
Особенность указанной установки – неподвижность смесительной установки. А вот формы движутся, автоматически наполняются. Механический комплекс для резки требует участия человека.
Хорошо зарекомендовали себя линии немецкого производства, которые считаются наиболее долговечными и высокопродуктивными. Газоблоки, произведенные с помощью этих линий, получаются максимально качественными и точно соответствующими указанным характеристикам.
Стационарное
Оборудование для производства газобетона стационарного типа стоит намного меньше, но и по производительности уступает существенно. Так, в сутки такие линии в среднем выдают не больше 50 кубометров готового материала. Комплект установки включает: бойлер для подогрева воды, вибросито, транспортеры ленточного типа для подачи компонентов в аппарат для смешивания, дозаторы сырья.
Для полноценной работы стационарного оборудования понадобится привлекать работников, и не одного. Для установки достаточно будет помещения величиной от 500 квадратных метров. Материал получается прекрасного качества и такой вариант может стать неплохим стартом для успешного бизнеса.
Мобильное
Данный тип установок хорош для начинающих и тех, кто хочет производить газобетон для себя. Особых требований у оборудования нет – сделать его можно самостоятельно из купленных узлов и деталей, работать все агрегаты будут от сети 220 Вт (другие виды оборудования требуют 360 Вт), но объемы производства минимальные – 2-10 кубометров материала в сутки.
Основные преимущества мобильных установок – минимальные вложения, возможность самостоятельно собрать их и обслуживать, отсутствие требований по большим площадям. Делать газоблоки можно дома в одном из подсобных помещений, самостоятельно загружая компоненты в смешиватель, формуя из них блоки. Правда, наличия автоклава установка не предполагает, поэтому качество материала будет значительно ниже.
Как сделать газоблок в домашних условиях, пошаговая инструкция
Чтобы разобраться, как самостоятельно сделать газобетон дома, необходимо следовать ниже представленной инструкции.
Изготовление форм

Формы для заливки смеси можно приобрести в строительном магазине или сделать их самостоятельно. В домашних условиях форму изготавливают из деревянных досок, которые необходимо заранее хорошо обстругать с одной стороны, непосредственно соприкасающейся с газобетонным составом. Из дерева собирается форма по типу пенала, внутри которого вставляются перегородки по всей его длине. Для крепления перегородок внутри пенала заранее делаются пропилы. Перегородки можно соорудить с помощью фанеры, не поглощающей влагу. Для ускорения процесса изготовления блоков, нужно сделать несколько таких форм.
Приготовление смеси для газобетона
Изготовление смеси – самый сложный этап. Качество готовых блоков зависит от характеристик исходных компонентов. Идеальный рецепт состава каждый находит самостоятельно, приобретая опыт со временем. В качестве примера можно привести такую пропорцию компонентов:
- цемент – 100 кг,
- песок – 170 кг,
- вода – 60 л,
- алюминиевая пудра – 0,5 кг.
Сначала смешивается цемент с песком, затем добавляется вода и остальные компоненты. Материал должен высыпаться понемногу, смешиваться с несколькими литрами воды и тщательно перемешиваться в течение 5-7 минут.
Заливка в формы
После подготовки смеси следует её заливка в формы. Жидкий состав заливают в ячейки только наполовину их высоты. Затем в течение 6-8 минут происходит химическая реакция, и смесь начинает увеличиваться в объеме. Спустя немного времени, она оседает.
Медной струной срезаются излишки и неровности сверху ячеек. Для отвердевания материала, состав выдерживают в формах 24 часа. Для сокращения времени застывания в раствор на этапе замешивания можно добавить сульфат натрия (не более 0,5 кг). Затем блоки извлекают и оставляют до полного затвердевания на срок не меньше 4 недель.
Контроль качества
Важный этап при изготовлении любых строительных материалов – контроль качества. Он позволяет проверить готовую продукцию на соответствие СНИПам и ГОСТам. Контролируют:






- массу;
- размеры;
- плоскость перпендикулярности;
- теплопроводность;
- процент пористости;
- качество краев и замковых элементов;
- пожаробезопасность;
- звукоизоляцию;
- вентиляционные свойства;
- экологичность.
Каждый компонент смеси, а также готовая продукция проходят обязательный контроль качества в собственной лаборатории компании Bonolit. Помимо этого, образцы сырья и товаров из ассортимента периодически отправляются в Голландию для проведения независимых исследований. Отечественные и зарубежные специалисты регулярно отслеживают уровень экологической безопасности производственных смесей компании Bonolit, а также контролируют качество готовой продукции.
Только после этого газобетон поступает к заказчику, можно быть уверенным в его высоком качестве.
Технологии
Существуют два способа получения материала: с автоклавной обработкой и без нее. Первый метод обеспечивает большую прочность и значительно сокращает сроки изготовления, так как газобетон набирает проектной мощности за 12 часов.
Автоклавная
На первом этапе подготавливают сырье: перемалывают песок с гипсовым камнем, подготавливают воду – она должна быть очищена и нагрета до 40 С, прогревают другие ингредиенты при необходимости: температура смеси в смесителе должна достигать 35 С.
С помощь дозаторов загружают по очереди шлам, воду, вяжущее – портландцемент, известь, вместе с ПАВ и какими-либо другими добавками. В последнюю очередь после первичного перемешивания в течение 1–2 минут, добавляют алюминиевую пудру или пасту.
Металлический алюминий вступает в реакцию с цементным или известковым раствором – по сути, раствором гидроксида кальция, с получением алюминатов кальция и большого количества водорода. Последний, распространяясь по массе бетона, и образует огромное количество мелких пор.
- Собственно вспучивание происходит уже после смешивания, в формах. Объем газобетона при этом сильно увеличивается. Схватывание цемента происходит весьма быстро, поэтому газобетон сначала режется, а только затем уже в виде готовых блоков отправляется в автоклав.
- В автоклаве в условиях повышенной температуры, давления и влажности происходит второй ряд реакций: взаимодействие гидроксида кальция и оксида кремния, где в результате получают двухосновные гидросиликаты. Их появление и обеспечивает стремительный набор прочности, которым и славится газобетон.
- При снижении давления и температуры из блока испаряется вода. Поэтому готовый продукт практически не нуждается в сушке.
Процесс производства автоклавного бетона на заводе запечатлен в этом видео:
Неавтоклавная
Производственная линия исключает этап автоклавирования, в остальном являясь идентичной. Так как, именно использование автоклава составляет наибольшие расходы при изготовлении, такая линия намного дешевле и по стоимости, и в обслуживании.
- Чтобы достигнуть такой же или приблизительной прочности автоклавного газобетона, в исходное сырье добавляют специальные добавки: дисперсно-армирующие волокна – стекловолокно, например, микрокремнезем и другие.
- После смешивания газобетон заливают в металлические формы, где он вспучивается и застывает. Распалубной прочности он достигает через те же 150 мин, после чего нарезается по размерам и сразу же отправляется на склад. Окончательное затвердение происходит в обычных условиях естественным порядком.
Такой материал не только менее прочен, но и дает большую усадку – до 2–3 мм/м против 0,3 мм/м у автоклавного газобетона. Частично эта проблема решается за счет использования полиамидных армирующих волокон.
Поговорим про оборудование для производства автоклавного и неавтоклавного газобетона, узнаем и о технологии изготовления своими руками такого материала.
Изготовление неавтоклавного газобетона рассмотрено в видео ниже:
Технология получения газобетона
Газобетон относится к разряду ячеистых бетонов. Состоит он из смеси нескольких компонентов:
- песок — 20-40%;
- известь — 1-5%;
- цемент — 50-70%;
- вода чистая — 0,25-0,8%;
- пудра алюминиевая — 0,04-0,09%.
Песок используется просеянный, его фракции не превышают 2,1 мм. Глины в нем должно содержаться не больше 7%. Цемент нужен качественный — марки М400 или М500. Алюминиевая пудра применяется в качестве газообразователя. В состав могут включаться еще некоторые компоненты: пластификаторы, ускорители твердения. Для изменения свойств газоблоков в смесь добавляют шлак, гипс или опилки. Этими добавками можно изменить плотность блоков. Ведь материал для изготовления фундамента должен быть прочнее, чем для перегородок. Теплоизоляционные блоки желательно делать более легкими и пористыми. Для этого можно полностью исключить из его состава песок.
Производство газобетонных изделий бывает автоклавное и неавтоклавное. Второй вариант производится гораздо проще, но имеет низкую прочность, недостаточную точность геометрических размеров. Автоклавные изделия бывают обычно более однородной структуры и низкой теплоемкости. Такие блоки используются в условиях России для возведения стен толщиной до 400 мм.
Техническое оснащение газобетонного производства
Для запуска производственной деятельности по изготовлению газобетонных изделий комплектуется технологическая линия по производству газобетона, в состав которой входят следующие функциональные элементы:
- дозаторы компонентов газобетонной смеси;
- газобетоносмеситель (миксер-активатор) для приготовления газобетонной вспененной смеси;
- формы под заливку вспененной газобетонной смеси и последующего твердения;
- устройства для резки газоблоков;
- тележки для перемещения готовой продукции на складирование.
Для работ по автоклавной технологии линия оснащается автоклавной камерой и системой автоматического управления и регулирования режимов работы автоклава.
До того, как организовать мини-завод производства газоблоков или иной газобетонной продукции, необходимо определиться с производительностью технологической линии. От этого зависит техническое оснащение производственного участка или завода и степень автоматизации регламентируемых технологических операций. Для выпуска строительной продукции в промышленных масштабах потребуется совершенно иное оборудование, чем для малого производства или под изготовление газоблоков в кустарных условиях. Производственно-технологические линии по выпуску газобетонной продукции подразделяют на три категории.
Производство газобетона
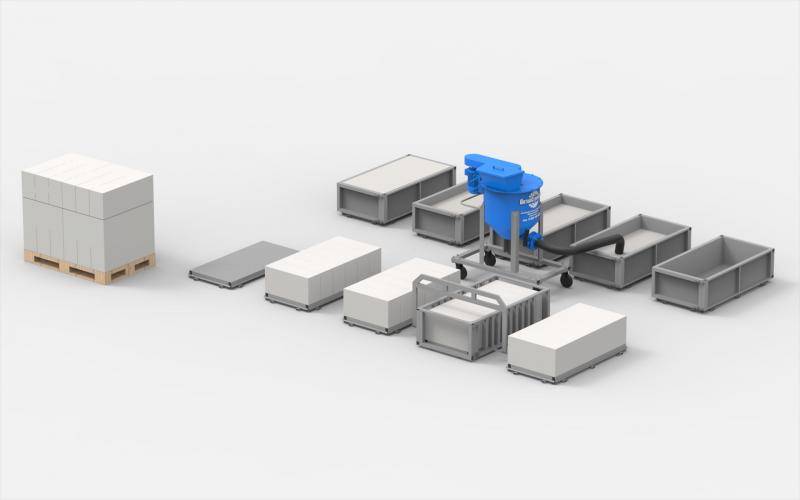
Мини-линии
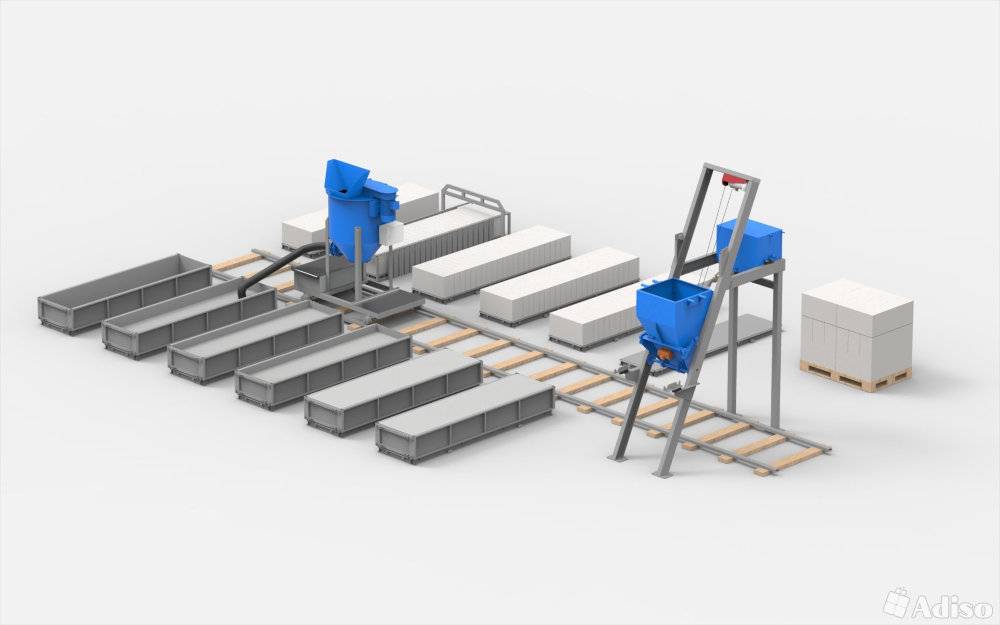
1. Мини-линии, представляющие собой мини-заводы производственной мощностью 15-25 куб. м/сутки газобетонной продукции. У них низкая степень автоматизации техпроцессов. Обслуживанием исполнительных механизмов занимаются 2-3 работника. Производственные площади мини-заводов не превышают 140-160 кв. метров. В состав основного оборудования входят:
- газобетоносмеситель;
- устройства для резки твердеющей смеси;
- формы, лотки для созревания газоблоков;
- рельсовые пути и тележки для транспортировки готовой продукции.
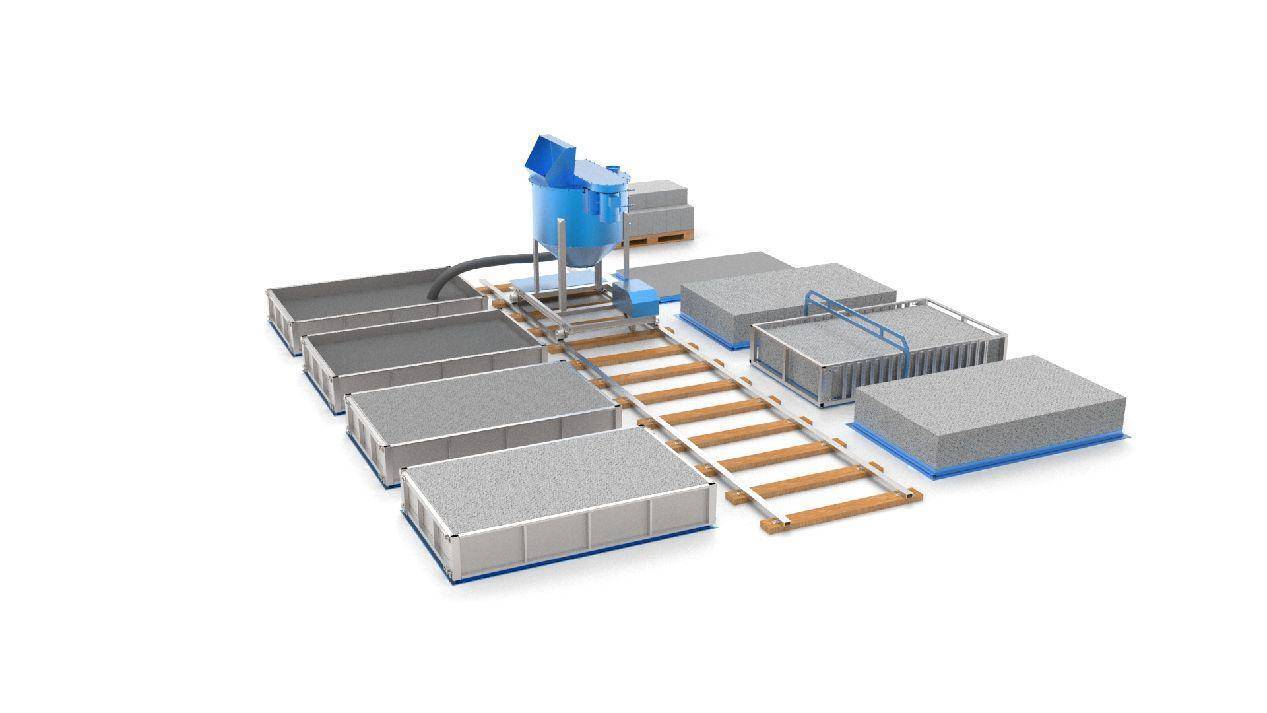
В мини-заводах используются смесители передвижного типа, которые после замеса газобетонной смеси подкатывают к неподвижным стационарным формам для заполнения их приготовленной смесью.
Цена оборудования для производства газобетонных блоков на таких линиях может существенно возрасти при оснащении ее дополнительными опциями, например, компрессором для подачи воздуха в целях более качественного размешивания бетонной смеси или автоматизированными дозаторами.
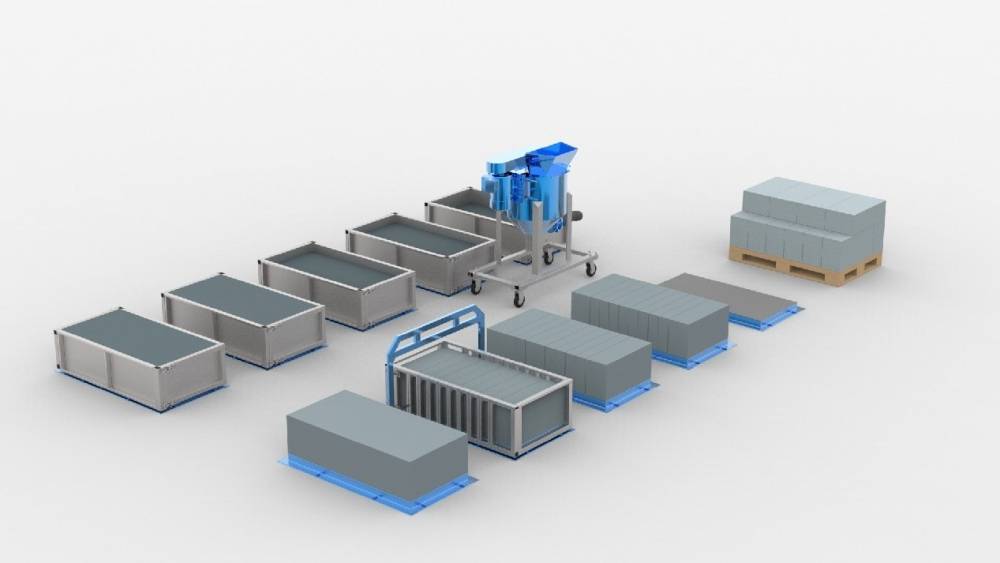
Линии стационарного типа
2. Линии стационарного типа производственной мощностью от 30 до 60 куб. метров/сутки. Завод газобетона такого типа оснащен стационарным газобетоносмесителем, к которому передвижные формы-тележки подъезжают для заполнения вспененной газобетонной массой. Уровень автоматизации производства довольно высокий, что позволяет привлекать к работе одного-двух рабочих. Производственные площади стационарных линий не превышают 500 кв. метров.
Линии конвейерного типа
3. Линии конвейерного типа производственной мощностью от 75 до 150 куб. метров/сутки. Несмотря на высокую степень автоматизации управления техпроцессами, для обслуживания комплекса требуются не менее 8 человек обслуживающего персонала. Площадь , которую занимает конвейерный завод по производству газобетонных блоков, превышает 600 кв. метров.
Сырье, используемое при производстве газобетона
Одним из основных вопросов при производстве газобетона является сырье и его поставщики. Составляющими при изготовлении являются:
- вода, в количестве — 250-300 л на 1м3 газобетона, температурой 40-60 гр.
- портландцемент, в количестве — 260-320 кг на 1м3 газобетона.
- наполнители, в количестве 250-350 кг на 1м3 газобетона, в его качестве может быть использованы песок речной или карьерный,
- ускоритель твердения,
- каустическая сода
- газообразователь, в количестве 0,5-0,7 кг на 1 м3 газобетона, в его качестве выступает алюминиевая пудра.
Ваша задача найти выгодных поставщиков сырья в вашем регионе.
Самостоятельное производство газоблока
Если нет желания закупать серьезное оборудование и организовывать бизнес, а нужно просто сделать определенный объем материала в домашних условиях, подойдет и такой вариант. Минимальный набор для производства: бетоносмеситель, формы для блоков, металлические струны для срезки лишнего. Автоклав в домашнем производстве не применяют, позволяя сушиться блокам в естественных условиях (поэтому заранее нужно позаботиться о месте для складирования).







Чтобы сделать газоблоки самостоятельно, достаточно определиться с требуемыми характеристиками, найти подходящий рецепт, закупить все необходимые компоненты, отмерить их в нужной пропорции. В смеситель засыпают все сухие компоненты (кроме пудры), добиваются однородности, потом засыпают алюминиевый порошок (или заливают в виде суспензии), добавляют воду, все перемешивают.
Готовую смесь заливают в формы, не доливая доверху, так как раствор еще увеличится в объеме в результате прохождения реакции. Далее смеси позволяют схватиться, срезают лишнее, через несколько суток демонтируют форму и позволяют сохнуть и набирать прочность в естественных условиях.
Самодельные газоблоки существенно уступают в качестве материалу, сделанному в условиях применения современного оборудования и с автоклавной обработкой. Но для определенных целей и такой материал может быть оптимальным вариантом.
Технология
Существует 2 технологии производства газоблоков:
- путём автоклавирования;
- без использования автоклава.
Автоклав – это специальная печь, которая нужна для дополнительной обработки материала. Благодаря такому обжигу паром и высокой температурой готовое изделие становится более прочным.
Неавтоклавные элементы не проходят такую обработку. Их застывание происходит естественным путём при помощи обычного увлажнения и сушки блоков. Обычно такие элементы производятся в качестве бюджетного варианта стройматериала. Возводить ими несущие стены не рекомендуется, поскольку нет гарантии того, что они выдержат серьёзную нагрузку от общего веса конструкции.

Чтобы хоть как-то улучшить свойства неавтоклавных изделий, в их состав добавляют разные модифицированные добавки.
Изделия, которые попадают в автоклав, подвергаются обработке температурой от 190°С до 200°С и давлением пара от 10 до 12 бар. Цена на автоклавные изделия выше примерно на 10%, чем на неавтоклавные, поскольку на их производство требуется больше энергозатрат.
Как происходит автоклавирование? Блоки, которые уже разрезаны резательной установкой на нужные размеры, поступают по конвейеру в автоклав. Там они находятся 12 часов, после чего изделия уже готовы к использованию, поскольку достигли своей заявленной марочной прочности.
Неавтоклавные элементы готовы к применению только через месяц после изготовления.
| Характеристика | Анализ изделий, выполненных путём автоклавирования и без автоклава |
| Соотношение плотности и теплопроводности | Изделия из автоклава имеют гораздо лучшие показатели, чем неавтоклавированные материалы. |
| Морозоустойчивость | Согласно ГОСТу требования по морозоустойчивости, предъявляемые к изделиям из автоклава, гораздо выше, чем к неавтоклавированным. |
| Срок службы | Примерно одинаковый. |
| Геометрические формы и внешний вид изделий | Автоклав имеет идеальные геометрические формы, благодаря чему и изделия получаются идеальных размеров. Отклонения могут быть до 1 мм. Блоки, изготовленные самостоятельно, не отличаются геометрической точностью. |
| Хрупкость материала | У неавтоклавных изделий она гораздо выше, чем у автоклавных. |
| Усадка после высыхания | У неавтоклавных элементов она больше. |
| Сложность производства | Технологический процесс одинаковый, но для создания автоклавных материалов нужен автоклав, а это лишние материальные расходы. |
Изготовление газобетона своими руками
Производство газобетона в домашних условиях требует наличия некоторых инструментов. Необходимо подготовить:
- болгарку с диском;ножовку по дереву;электрическую дрель;рубанок;ножовку для работы по металлу;острый нож;слесарный молоток;лопату для раствора;миксер для замешивания смеси;линейку;строительный фен;мастерок,стальную струна для обрезки блоков;шпатель;весы;зубило и стамеску;мерное ведро.
С помощью мерного ведра и весов отмеряются необходимые компоненты для раствора. Производство газоблоков осуществляется из следующих компонентов:
- портландцемент марки М400-М500 — 50-70%;просеянный кварцевый песок — от 20 до 40%;известь в качестве пластификатора — 1-5%;пудра или паста алюминиевая — 0,04-0,09%;вода — 0,25-0,8%.
Разборная металлическая форма Заливка легкого бетона Удаление излишков бетонного раствора Блоки после распалубки Смесь тщательно перемешивается и раскладывается в формы, которые бывают разные. Это может быть довольно прочный ящик. Высота его равняется высоте блоков.
Общий объем — 4-9 газоблоков. Сделаны формы могут быть из дерева или металла. Конструкцию желательно изготовить разборной.
Более сложный вариант — короб с ячейками, который может быть выполнен из дерева толщиной 30-40 мм, или из металла 4-6 мм. Внутренние перегородки можно сделать из фанеры. Толщина ее должна быть 12-15 мм.
Перед заливкой раствора поверхности изнутри нужно смазать техническим маслом и прогреть всю конструкцию феном до 40˚. Смесь заливается до уровня половины высоты короба. Остальное пространство заполнится при расширении состава и образовании пор.
Реакция выделения газа длится 6-8 минут. Раствор сначала поднимается, затем слегка садится. После усадки можно верхнюю часть срезать заготовленной струной, блоки вынуть из формы.
Охлаждение блоков должно происходить в естественных условиях. Применение вентиляторов не рекомендуется. Установка формы рекомендуется на ровной горизонтальной поверхности.
Лучше подготовить сразу несколько коробов, чтобы замешивать значительное количество раствора. Рабочая площадка должна быть укрыта от ветра и осадков. Размеры блоков можно выбрать по собственному усмотрению.
Технология
Процесс производства блоков ячеистого бетона достаточно простой и одинаков для обоих видов материала – неавтоклавного и автоклавного газобетона. Отличие заключается лишь в обработке готового материала. Основная особенность данного типа бетона – наличие в структуре монолита воздушных пор, которые появляются в процессе взаимодействия алюминиевой пудры с другими компонентами в смеси и застывают.









Именно благодаря наличию пор газобетон получает все свои важные характеристики – звуко/теплоизолирующие свойства, малый вес, низкая плотность и т.д. Пузыри воздуха занимают до 85% всего объема.
Как выглядит процесс производства газобетона:
Смешивание песка, цемента, извести, воды в течение 5 минут, потом добавление алюминиевой пудры в виде водной суспензии. Пудра дает реакцию с известью с выделением водорода, который провоцирует появление множества пор, равномерно распределенных по всей толще материала.
- Заливка массы в специальные металлические формы, где смесь еще увеличивается в объеме (поэтому заливать нужно не доверху, а до половины, на 2/3 в зависимости от состава).
- Воздействие вибрациями – для ускорения процесса схватывания, твердения.
- Удаление проволочной струной с массы, которая уже начинает твердеть, лишнего раствора, неровных мест. Сырье, что осталось в форме, режут на куски нужных габаритов.
- Газобетон отправляют в автоклав, где блоки подвергаются воздействию высокой температуры, давления, что существенно ускоряет процесс сушки и придает материалу более стабильные характеристики.
- Отправка изделия для калибровки на специальных фрезерных установках.
Использование в производстве автоклава является ключевым для определения качества готовых блоков и соответствия их установленным характеристикам. Газобетон обрабатывают в течение 12 часов под водяным паром при температуре свыше 1000 градусов. Такая обработка активизирует процессы схватывания и твердения, благодаря чему в будущем блок не дает усадки, получается более однородным, качественным.
Неавтоклавный газобетон затвердевает в естественных условиях. Для его производства не требуется применение высокотехнологичного оборудования – газоблоки можно делать самостоятельно даже без установок, но вот качество материала вряд ли можно гарантировать.
Соблюдение законодательства и квалифицированный персонал
Машины и механическое оборудование должны соответствовать местным законодательным требованиям практически во всех регионах продаж. Это относится к безопасности на рабочем месте, защите окружающей среды, энергоэффективности и используемой технологии строительства. Кроме того, строительные изделия, изготовленные на машинах, должны быть одобрены на месте
Особое внимание уделяется безопасности и защите от холода, жары и шума.
Поиск квалифицированного персонала или средств для обучения персонала на производственной площадке имеет большое значение для инвестора. Это в равной степени относится и к рабочим, и к техническому руководству, и к персоналу администрации и продаж.