Концепция бизнеса
В настоящее время упаковка из гофрокартона используется практически повсеместно. Трудно найти товар, к которому она была бы неприменима. В картонные коробки упаковывают и пищевую продукцию (пиццу, кондитерские изделия), и обувь, одежду, стекло, керамику, бытовую химию. Поэтому без преувеличения можно сказать, что потенциальный клиент-потребитель гофрокартона — любое производственное предприятие.

Однако следует иметь в виду, что, при наличии стабильного спроса, в данной сфере бизнеса существует и конкуренция. Поэтому необходимо внимательно отнестись к выбору гофрокартона, который будет выпускаться на открываемом предприятии и, проанализировав предложения конкурентов, выстроить грамотную ценовую политику.
Виды оборудования
Линии для производства гофротары состоят из нескольких модулей – станков, для осуществления высокопроизводительной работы. Некоторые станки могут использоваться автономно, т.е. отдельно от линии. Зачастую линия состоит из загрузочного, флексографического, ротационно-высекательного модуля.
Главными в процессе производства гофротары являются ротационно-высекательные машины (отличаются высокой производительностью, в отличие от плосковысекательных станков). Данные машины бывают двух категорий – сложной высечки и слоттеры (для высечки 4-х клапанной тары).  Фальцево-склеивающее и сшивное оборудование используется для фальцовки и склейки коробок из гофрокартона. Данные станки бывают автоматическими и полуавтоматическими, классифицируются в зависимости от точек склейки.
Фальцево-склеивающее и сшивное оборудование используется для фальцовки и склейки коробок из гофрокартона. Данные станки бывают автоматическими и полуавтоматическими, классифицируются в зависимости от точек склейки.
Резательно-рилевочные станки используются для резки и рилевки (нанесения продольных и поперечных линий сгиба) заготовок.
Плосковысекательные станки используют для высечки заготовок гофротары любой сложности. Станки отличаются точностью высечки. На высекательную форму укладывается лист картона, затем форма прокатывается между валами.
Машины флексографической печати предназначены для нанесения многоцветной печати на внешний слой будущей упаковки.
Кашировальное оборудование используется для приклеивания верхнего слоя гофротары, с нанесённой на него флексопечатью, к другим слоям.
Немаловажное значение имеет вспомогательное оборудование, например для прессовки отходов производства. Существуют и многофункциональные машины, предназначенные для выполнения сразу нескольких функций
Примеры подобных машин ниже
Существуют и многофункциональные машины, предназначенные для выполнения сразу нескольких функций. Примеры подобных машин ниже.
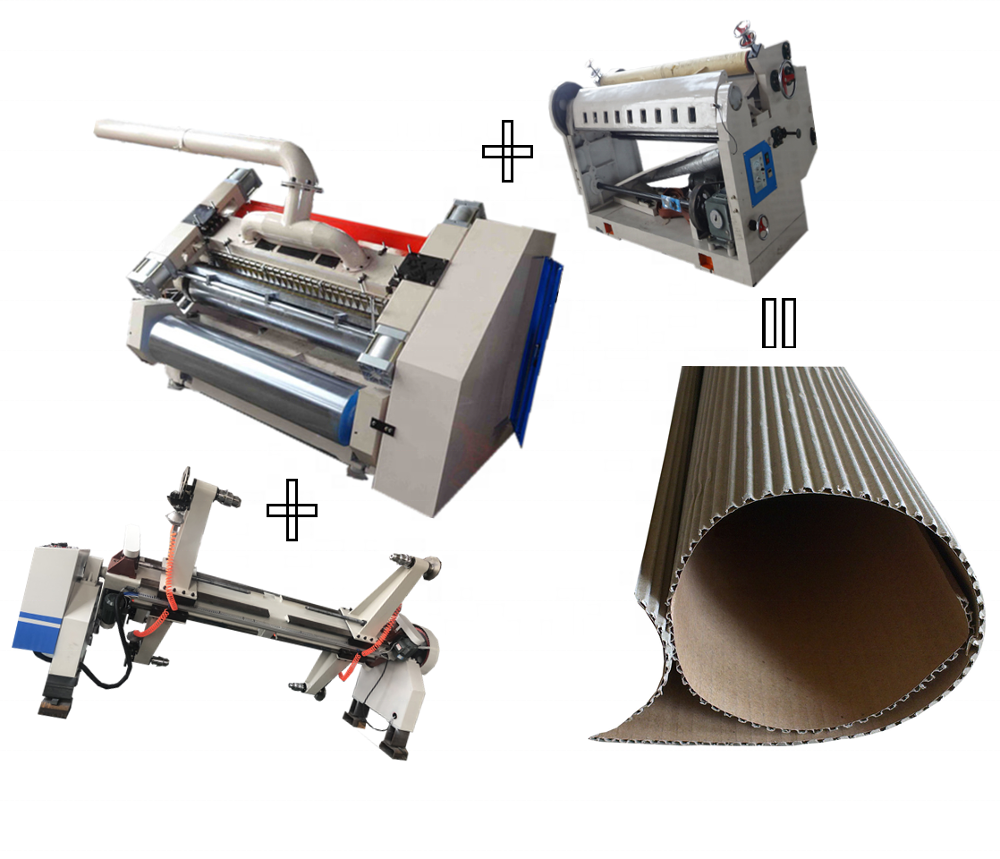
Просекально-рилевочная машина с полуавтоматической подачей и многоцветной флексопечатью предназначена для нанесения многоцветной флексопечати, поперечной рилевки и просечки. Машина состоит из трёх узлов – стол подачи заготовок, секция для нанесения печати, слоттер (просекательно-рилевочный узел). Подача заготовок со стола осуществляется в полуавтоматическом режиме. Подобные машины оснащены счётчиком листов, зубчатыми ножами, отличаются возможностью плавной регулировки скорости, удобной настройкой, возможностью совмещения печати и высечки.
Cкоростной Флексо Принтер Слоттер с секцией ротационной высечки и листоукладчиком предназначен для высечки разного типа гофрированных коробов и нанесения многоцветной печати. Подача заготовок осуществляется автоматически, подача краски осуществляется при помощи пневмонасоса. При необходимости данное оборудование может быть дополнительно оснащено вибрационной системой удаления отходов, вакуумно-роликовой подачей, муфтами ротационной высечки для создания сложных деталей и отверстий.
Флексослоттер с вакуумным трансфером отличается удобным интерфейсом, быстрой настройкой, оборудован системой удаления пыли, инфракрасной системой сушки краски. Вакуумный трансфер обеспечивает точность нанесения печати, а так же предотвращает деформацию картона. Машина состоит из 7-и секций – это секция подачи заготовок, печати, сушки, лакирования, ротационной высечки, просекательно-рилевочная секция, листоукладчик.
Организация бизнеса по шагам
На первых этапах организации производства гофрокартона необходимо ознакомиться с требованиями, предъявляемыми государственными органами к этому виду деятельности. Данный бизнес не требует получения лицензий, для его открытия нужно лишь зарегистрироваться в налоговой инспекции.
Регистрация производственного предприятия, документы
При оформлении компании предстоит выбрать одну из двух правовых форм: ООО или ИП. В данном конкретном случае желательно отдать предпочтение первому варианту, поскольку изготовление подобной продукции подразумевает сотрудничество с крупными фирмами и государственными организациями. Регистрация общества с ограниченной ответственностью осуществляется в несколько этапов:
- подготовка пакета документов (заявление, паспорт учредителя, устав общества, сведения об уставном капитале, решение об учреждении юридического лица, квитанция, подтверждающая оплату госпошлины);
- обращение с документами в налоговый орган;
- выбор системы налогообложения;
- получение свидетельства о регистрации в течение 5 рабочих дней.
В качестве налоговой нагрузки подобному бизнесу лучше всего подойдет УСН со ставкой 15% от прибыли.
Производственное помещение и склады
Изготовление гофрокартона и тары из него потребует больших площадей, на которых будет размещаться технологическая линия, а также склады для хранения сырья и готовой продукции. Минимальная площадь для обустройства производственного цеха должна составлять 800 м2, для упаковки – 800 м2, а для двух складских помещений – по 500 м2. Из этого следует, что общая площадь под производство составит от 2 600 м2. Кроме того, необходимо позаботиться о наличии санитарного узла и комнат для нужд персонала. Производственные цехи оснащаются тельфером (грузоподъемным устройством) или электропогрузчиком. Из коммуникаций необходимо наличие:
- электросети;
- системы холодного и горячего водоснабжения;
- отопления;
- вентиляционной системы.
Климатический режим в помещении должен соответствовать установленным нормам: температура воздуха не менее 18 С°, уровень влажности не более 17%.
Покупка оборудования

Чтобы заниматься изготовлением гофрокартона, понадобится комплекс производственного оборудования, в который входят следующие устройства:
- механизм для разматывания рулонов (раскат);
- пре-кондиционер (для подогрева и увлажнения сырья);
- гофрирующий пресс;
- аппарат для нанесения клея;
- накопительный мост;
- сушильная установка;
- машина для продольно-поперечной резки.
Для изготовления упаковки из гофрокартона производственная линия должна включать ряд элементов:
- резательно-рилевочное оборудование;
- устройство для высечки;
- автоматический пресс;
- аппарат цифровой печати;
- фальцевально-склеивающий механизм.
Каждый из агрегатов можно закупить отдельно, но идеальным решением станет приобретение укомплектованной производственной линии. В этом случае станки будут уже отлажены для работы друг с другом, а поставщик окажет помощь с запуском сразу всей системы.
Сырье
К выбору сырья для производства нужно отнестись с особым вниманием. Чтобы готовая продукция отличалась качеством, бумага и картон должны соответствовать определенным стандартам. Для функционирования предприятия понадобятся:
- бумага с плотностью 100–140 г;
- картон с плотностью 150–240 г;
- крахмальный или силикатный клей.
Формирование штата сотрудников
Технологическая линия для изготовления гофротары предусматривает максимально автоматизированное производство, но, несмотря на это, предприятию понадобится штат сотрудников в количестве, зависящем от масштабов деятельности:
- специалист, отвечающий за функционирование оборудования, производящего гофрокартон;
- оператор, обслуживающий машины, изготавливающие непосредственно тару;
- грузчик;
- уборщик;
- наладчик оборудования;
- руководитель;
- бухгалтер;
- менеджер по закупкам и продажам.
В дальнейшем в процессе развития деятельности потребуется приобретение транспортных средств для перевозки сырья и готовой продукции, а также включение в штат водителей.
История [ править ]
Гофрированная (также называемая гофрированной) бумага была запатентована в Англии в 1856 году и использовалась в качестве подкладки для высоких шляп , но гофрированный картон не был запатентован и использовался в качестве материала для транспортировки до 20 декабря 1871 года. Патент был выдан из Нью-Йорка. Город для одностороннего (одностороннего) профнастила. Джонс использовал гофрированный картон для упаковки бутылок и стеклянных дымоходов фонарей. Первая машина для производства гофрированного картона в больших количествах была построена в 1874 году Дж. Смитом, и в том же году усовершенствовал конструкцию Джонса, изобретя гофрированный картон с облицовочными листами с обеих сторон тем самым изобрели гофрированный картон, который стал известен в наше время.
Шотландского происхождения Роберт Гейр изобрел предварительно вырезать картонную коробку в 1890 году – плоские части , изготовленные в массе , что сложенные в ящики. Изобретение Гэра появилось в результате несчастного случая. Он был бруклинским принтером и изготовителем бумажных пакетов в 1870-х годах. Пока он печатал пакеты с семенами, металлическая линейка, используемая для складывания пакетов, меняла положение и разрезала их. Гейр обнаружил, что, разрезая и сгибая за одну операцию, он может изготавливать сборные картонные коробки. Применение этой идеи к гофрированному картону было несложным делом, когда этот материал стал доступен в начале 20 века.
Гофроящик впервые использовался для упаковки стеклянной и керамической посуды. В середине 1950-х годов этот случай позволил пересылать фрукты и продукты от фермы к розничному продавцу без повреждений, повышая доходность производителей и открывая экспортные рынки.
Бизнес-план организации предприятия по изготовлению гофрокартона и упаковки из него
Планируемое предприятие должно включать два производственных участка:
- По производству гофрокартона;
- По производству тары.
Для производства гофрокартона все сырье – бумагу и листы картона предприятие планирует заказывать на ОАО «Марийский ЦБК». Доставка сырья будет осуществляться посредством ж/д и автотранспорта.
Требования к производственным помещениям
Производственные помещения, в которых осуществляется изготовление гофрокартона и коробок, должны быть таких параметров:
- Под производство гофрокартона необходимо помещение площадью около 1400 м2;
- Под производство упаковки необходимо выделить 1000 м2. В производственном помещении вентиляция должна проектироваться соответственно СНИП 2.04.05–91, система противопожарной безопасности – СНИП 21–01–97. Температура в производственных помещениях должна составлять более 18 °С, а относительная влажность – не более 80%. Требования к складам для готовой продукции и сырья
Складские помещения для хранения упаковки и сырья должны соответствовать таким параметрам:
- Площадь склада для гофрокартона должна быть не менее 500 м2;
- Площадь склада для сырья должна составлять 500 м2;
- Склады должны быть защищены от грунтовых вод и источников влаги;
- Температура воздуха в помещениях должна быть более +5 °С.
Потребность в персонале по категориям:
- Директор;
- Главный бухгалтер;
- 24 рабочих, задействованных в производственном процессе.
Всего: 26 человек.
Работа сотрудников предприятия должна быть организована в 3 смены. Длительность одной смены – 8 часов, 5 дневная рабочая неделя.
Себестоимость гофрокартона и упаковки
Для расчета себестоимости 1000 м2 гофрированного картона учитываем стоимость сырья для изготовления 1000 м2 готовой продукции. Стоимость сырья для выделки 1000 м2 гофрокартона составляет: 3 руб./м2 * 1000 м2 = 3000 рублей.
Итого Сс=3000 рублей.
Затраты на электроэнергию:
На изготовление 1000 м2 гофрированного картона расходуется 1500 кВт/ч.
Итого затраты на электроэнергию (Сэ) составят: 1500 кВт/ч * 4 руб. = 6000 рублей;
Затраты на пар для технологических операций:
Стоимость 1 Гкал пара составляет Ц= 161.32 рублей;
Удельная норма расхода пара на производство гофрокартона составляет 4 Гкал;
Итого затраты на пар (Ст) составят: 161,32 руб./Гкал * 4 Гкал = 645, 28 рублей.









Расходы на оплату заработной платы рабочим: 328 000 рублей в месяц, за год – 3936000 рублей.
Со (расходы на основную и дополнительную заработную плату для рабочих для изготовления 1000 м2 гофрокартона) = 400 рублей.
Налоги на заработную плату – 140 рублей.
Расходы на содержание и эксплуатацию оборудования (Ссм): 4000 рублей в год;
Расчет цеховой себестоимости 1000 м2 гофрокартона: ССц = Сс + Сэ + Ст + Со + СсмССц = 3000 рублей + 6000 рублей + 645,28 рублей + 400 рублей + 4000 рублей = 14045,28 рублей
Цеховая себестоимость за весь объем гофрокартона, изготовленный за год: ССцг=126406800 рублей.
Расходы на изготовление упаковки из гофрокартона
Примем, что они составляют 2,5 % от цеховой себестоимости:
В результате расчетов было установлено, что годовые затраты на упаковку из гофрокартона составят: 3110406 рублей, на ед. продукции (1000 м2 гофрокартона) расходы составят – 352,3 рублей.
Общезаводские расходы: 6220500 рублей в год, на 1 ед. продукции – 706,5 рублей.
Расходы на аренду помещения: 1300525 рублей в год, на 1 ед. продукции – 152,1 рублей.
Итого полная себестоимость будет составлять: Сп (за 1000 м2 гофрокартона) = 15396, 18 рублей, за годовой объем производства себестоимость составит – 862186, 08 тыс. рублей.
Выручка
Общий объем гофрокартона за месяц – 5821200 м2;
Объем гофроупаковки за месяц – 250000 шт. Среднерыночная стоимость 1 м2 гофрокартона составляет – 15 рублей.
Итого выручка за реализацию гофроупаковки составит: 125000 шт. * 20 руб. + 125000 шт. * 25 руб. = 25000000 + 31250000=5625000 рублей.
Общая выручка за месяц: 92943 тыс. рублей.
Выручка за год будет составлять 1115316 тыс. рублей.
Чистая прибыль за год будет составлять: 1115316 тыс. рублей – 862186, 08 тыс. рублей = 253129,92 тыс. рублей, чистая прибыль за месяц – 21094160 рублей.
Капитальные инвестиции на покупку оборудования составляют 98 млн. рублей.
При таком ежемесячном уровне дохода от производственной деятельности срок окупаемости составит 5 месяцев. Расчеты показали, что организация промышленного производства гофрокартона и упаковки – рентабельный и выгодный вид бизнеса.
https://youtube.com/watch?v=HhNeFpB3G4U
Процесс изготовления коробки [ править ]
Дизайн коробки править
Стандартный контейнер с прорезями
Пустая рамка, показывающая линии надреза, прорези и соединение производителя
Инженеры по упаковке проектируют гофроящики с учетом конкретных потребностей отправляемой продукции, опасностей, связанных с окружающей средой при транспортировке (удары, вибрация, сжатие, влажность и т. Д.), А также маркетинговых потребностей розничных продавцов и потребителей.
Наиболее распространенный стиль коробки – это контейнер с обычными прорезями (RSC). Все створки одинаковой длины от бортика до края. Обычно более длинные основные закрылки встречаются посередине, а второстепенные – нет. Однако с развитием электронной коммерции и более конкурентной розничной среды дизайн коробок становится более динамичным и функциональным, отклоняясь от типичных дизайнов транспортных коробок.
Стык производителя чаще всего соединяется клеем, но также может быть склеен или прошит. Коробка доставляется в плоском виде (в разобранном виде) упаковщику, который устанавливает коробку, наполняет ее и закрывает для отправки. Закрытие коробки может производиться лентой, клеем, скобами, лентой и т. Д.
Размер ящика может быть измерен как по внутренним (для соответствия продукту), так и по внешним (для погрузочно-разгрузочного оборудования или укладки на поддоны) размерам. Коробки обычно уточняют и заказывают по внутренним размерам.
Сертификат производителя коробок править
Сертификат производителя коробки (также известный как «сертификат коробки» или «сертификат производителя коробки») представляет собой печать, напечатанную на внешней поверхности, обычно на дне коробки, которая включает некоторую информацию о прочности коробки. Сертификат не требуется, но если он используется, он подразумевает соблюдение правил, касающихся сертификата. Важная информация включает:
- Испытание на разрыв или испытание на раздавливание кромок
- Ограничение размера (максимальные внешние размеры готовой коробки, когда длина, ширина и глубина коробки складываются вместе)
- Предел веса брутто
Производство править
Ящики можно формировать на том же заводе, что и гофроагрегат. Такие заводы известны как «интегрированные заводы». Часть надрезания и резки происходит на гофроагрегате. В качестве альтернативы листы гофрированного картона могут быть отправлены на другое производственное предприятие для изготовления коробки; их иногда называют «листовыми установками» или «конвертерами».
Гофрированный картон имеет складки или бороздки, чтобы обеспечить контролируемый изгиб картона. Чаще всего прорезаны прорези, чтобы обеспечить откидные створки на коробке. Надрезание и прорезание пазов можно также выполнить высечкой . Наряду с печатью на коробке на этих заводах. Эти преобразования производятся на разных машинах, в зависимости от выполняемого преобразования: «Флексографские склеивающие машины (FFG)», «Ротационные высекальные машины (RDC)», «Слоттеры для принтеров» или «Печатные машины».
Ламинат односторонний править
Ограничением обычного гофрированного материала является сложность нанесения мелкой графики в информационных и маркетинговых целях. Причины этого заключаются в том, что гофрированные листы заводского изготовления являются относительно толстыми и губчатыми по сравнению с тонкой и несжимаемой бумагой из твердых волокон, такой как картон . Из-за этих характеристик гофрированного картона, его в основном печатали с использованием флексографической печати , которая по своей природе является грубым нанесением с нечеткими свойствами совмещения.
Более поздняя разработка, популярная в использовании, – это гибридный продукт, отличающийся структурными преимуществами гофрированного картона в сочетании с литографической печатью с высоким содержанием графики, которая ранее была ограничена картонными складными коробками. Это приложение, обычно называемое «односторонний ламинат», начинает свой процесс как традиционная рифленая среда, приклеенная к одинарной подкладке (односторонней), но вместо второй длинноволокнистой подкладки предварительно напечатанный лист картон, такой как SBS ( твердый отбеленный сульфат ), приклеивается к внешней облицовке. Затем лист может быть преобразован в любую желаемую форму с помощью тех же процессов, которые используются для другого производства гофрированного картона.
Для изготовления материала SFL необходимо специальное оборудование, поэтому пользователи могут рассчитывать на дополнительную оплату за эти продукты. Однако эти затраты часто компенсируются экономией на отдельном картонном рукаве и трудозатратами, необходимыми для сборки готовой упаковки.
3. Оборудование для производства гофрокартона: технология и перечень составляющих автоматизированной линии
Освоить технологический процесс производства гофрокартона вовсе не сложно, даже если вы не имеете специализированного образования. Технологию изготовления нужно знать только для того, чтобы потом иметь представление о том, какие именно машины нужны для производственной линии.
Технологический процесс производства гофрокартона включает в себя такие этапы:
- Подготовка листов картона и гофрированной бумаги – за 24 часа до начала производства сырье нужно поместить в помещение, где поддерживается теплая температура (не ниже 15ᵒС). Здесь материалы будут поддаваться кондиционированию.
- Разматывание и нагрев бумаги – заранее подготовленные материалы подаются на электрические разматыватели, которые, в свою очередь, разматывают бумагу и картон для их последующего нагревания, а также увлажнения при прохождении специальных валиков.
Данный этап необходим для того, чтобы нагретая и немного влажная бумага могла лучше пропитаться клеем.
- Изготовление гофрированной бумаги – следующим этапом после нагревания материалов является формирование гофрированной бумаги при помощи гофрировального пресса. Он имеет форму гофрировальных валов с зубьями, через которые проходит гофробумага. Его температура составляет порядка 180ᵒС, благодаря чему формируется волнистый слой – флютинг.
- Нанесения клея – когда и картон, и гофрированная бумага готовы к склеиванию, машина, называемая клеевым валом, наносит клей на поверхность картона, чтобы две основные составляющие гофрокартона могли быть склеены.
- Формирование двухслойного гофрокартона – как только машина нанесет клей на поверхность материалов, они транспортируются и обрабатываются прижимным валом, который и формирует в итоге двухслойный гофрокартон.
Если вы планируете в будущем производить именно двухслойный картон, то данные этапы полностью характеризуют производственный процесс.
Но если вы желаете производить наиболее востребованный – трехслойный картон, то для его изготовления необходимы еще несколько технологических процессов:
- Нанесение клея со второй стороны гофрированной бумаги – после того, как одна из сторон картона будет плотно приклеена к гофрированной бумаге, клеевая установка должна нанести клей на поверхность со второй стороны.
- Сушка листов и затвердение клея – когда обе стороны будут подготовлены, гофрокартон будет помещен в сушильную установку, где удаляется лишняя влага из листов, клей затвердевает и трехслойный гофрокартон будет полностью готов к дальнейшему использованию.
В итоге, для того, чтобы осуществить все названые технологические процессы, потребуются специальные установки, которые нужно приобрести для комплектации автоматизированной линии.
Оборудование для производства гофрокартона включает в себя такие основные устройства для изготовления упаковочного материала:
| Оборудование | Образец |
|---|---|
| 1. Разматыватель для бобин (раскат) | |
| 2. Подогреватель и увлажнитель (прекондиционер) | |
| 3. Гофрирующий пресс | |
| 4. Клеепромазывающий узел | |
| 5. Накопительный мост | |
| 6. Сушильное устройство | |
| 7. Станок продольно-поперечной резки |
Приобрести каждое из устройств можно отдельно для того, чтобы укомплектовать производственную линию. Но гораздо удобнее купить сразу готовую технологическую линию.
Во-первых, вы сможете приобрести все оборудование у одного производителя, и каждый из аппаратов будет подходить для работы другого. А во-вторых, поставщик оборудования сразу поможет наладить все механизмы и помочь с их запуском.
Уже готовые технологические линии имеют следующий вид:
Стоимость такой производственной линии составляет от 5 до 8 млн. руб.
Виды и марки гофрокартона
Маркировка
По своим физическим свойствам и строению гофрокартон делится на классы, маркируемые буквой, обозначающей количество слоёв и номером класса. Наиболее употребляемый в промышленности трёхслойный гофрокартон классов Т-21, Т-22, Т-23, Т-24. Пятислойный гофрокартон обозначают буквой П, двухслойный – буквой Д.
Гофрокартон различают по виду профиля – геометрическим размерам внутренних волн, определяющим геометрические и физические характеристики гофрокартона. Диапазоны размеров высоты и ширины волн группируют по классам, обозначаемым латинскими буквами A, B, C и т.д.
Таблица 1 – Таблица профилей гофрокартона.
| Название материала | Высота волны | Повторяемость волны | Количество волн/мм | Макс. толщина |
| С – профиль | 3,66 | 7,95 | 126 | 4,20 |
| В – профиль | 2,50 | 6,50 | 153 | 3,00 |
| Е – профиль | 1,16 | 3,50 | 285 | 1,60 |
| F – профиль | 0,75 | 2,40 | 415 | 1,20 |
| G – профиль | 0,55 | 1,80 | 555 | 0,98 |
| N – профиль | 0,40 | 1,50 | 666 | 0,83 |
Марки картона отличаются друг от друга абсолютным сопротивлением продавливанию (МПа), удельным сопротивлением разрыва с приложением разрушающего усилия вдоль гофров (кН/м), сопротивлением торцевого сжатия гофров (кН/м).
Микрогофрокартон
Это — трехслойный гофрокартон толщиной от 1,5 до 1,8 мм. В отличие от гофрокартона, микрогофрокартон за счет меньшей толщины имеет несколько меньшие прочностные характеристики, применяется для более легких конструкций, требующих товарного вида. Микрогофрокартон имеет более низкие амортизирующие качества по сравнению с гофрокартоном и поэтому при выборе материала для хрупкой упаковки данный недостаток стоит учитывать.










Микрогофрокартон маркируется буквой «Е» и имеет свою историю от первоначального наименования марки микрогофрокартона «Элита» (Elite), производство которого было налажено в США. Малая высота гофры и меньшая ширина гофров у этой марки, позволяет получить ровную поверхность и высокую плоскостную жесткость.
Используется микрогофрокартон для индивидуальной, презентабельной картонной упаковки, как правило, с офсетной и флексо печатью.
Преимущества использования микрогофрокартона: Легкая и прочная конструкция, которая лучше защищает находящийся внутри товар; Подходит как для упаковки крупных, так и небольших по размерам товаров в любой отрасли промышленности и для пищевых продуктов. Этот вид гофры позволяет создавать даже очень маленькие коробки, которые имеют достаточно привлекательный внешний вид.
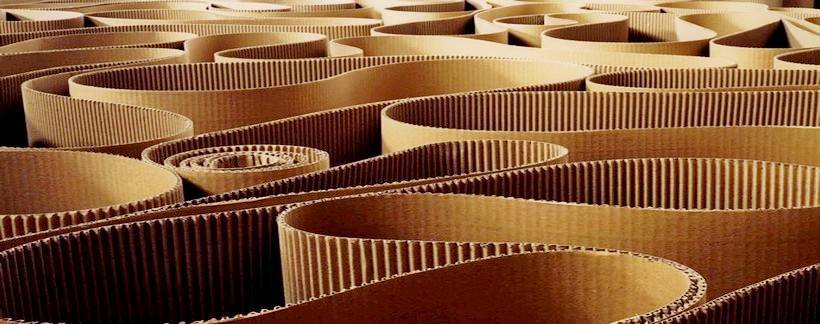
Более 90% производимого гофрокартона в мире имеет синусообразную форму гофры (рисунок 1). Иногда для специальных целей производится V-образная гофра.
Рис.1
Двухслойный
Маркируется буквой «Д» — (так называемая, «двухслойка»), (рисунок 2), состоит из одного плоского и одного гофрированного слоев. Этот вид гофрокартона гибкий, сматывается в рулон, хотя может быть изготовлен и в листах.
Рис.2
Трёхслойный
Самый распространённый и востребованный тип гофрокартона — это трёхслойный. Внешне он представляет собой два листа лайнера, соединённых между собой листом гофрированной бумаги. Маркируется символом «Т» в сочетании с числом от 11 до 27. Наиболее надежны Т21–Т25.
Отлично подходит для изготовления тары и упаковочных средств как с динамическими, так и со статическими нагрузками.
Пятислойный
«П» — пятислойный гофрокартон, состоящий из трех плоских (двух наружных и одного внутреннего) и двух гофрированных слоев. Возможно изготовление пятислойного гофрокартона типа «В+В», «В+С» «В+Е» и т. д.
Редко применяемые виды
Четырехслойный гофрокартон — это сочетание одного наружного и одного внутреннего лайнера и двух гофрированных сред. Этот вид гофрокартона изготавливается в листах и используется, как правило, для каширования. В России наиболее популярен четырёхслойный гофрокартон с профилем «С+Е».
Семислойный гофрокартон состоит из трех гофрированных, двух плоских наружных и двух плоских внутренних слоев
Стоимость продукции и сбыт
В процессе производства основные расходы будут направлены на закупку материала (картона). Конечная стоимость упаковки зависит от нескольких факторов:
- сложность конструкции и размер коробки – чем больше эти величины, тем больше будет площадь одной заготовки;
- форма конструкции – при вырубке заготовки неизбежно образуются обрезки картона, которые не идут в дело (простые прямоугольные коробки дают меньше отходов);
- количество операций – одну коробку можно просто вырубить и склеить, вторую нужно оформлять и ламинировать;
- размер партии – оборудование каждый раз настраивается под определенные параметры конструкции, поэтому в больших партиях стоимость 1 изделия меньше.
Подсчитайте капитальные и постоянные расходы, прежде чем приступить к делу.
Первоначальные вложения | Сумма, рублей |
Регистрация бизнеса | 10 000 |
Аренда и ремонт помещения | 50 000 |
Покупка оборудования и сырья | 500 000 |
Персонал | 70 000 |
Реклама и прочие расходы | 50 000 |
Итого: | 680 000 |
В среднем, для запуска предприятия понадобится около 600-700 тысяч рублей.
Ежемесячные затраты | Сумма, рублей |
Аренда помещения | 30 000 |
Оплата коммунальных услуг | 20 000 |
Ремонт оборудования | 10 000 |
Расходы на сырье (гофрокартон, краски) | 40 000 |
Персонал | 70 000 |
Реклама и прочие расходы | 30 000 |
Итого: | 200 000 |
Каждый месяц текущие расходы будут составлять от 200 тысяч рублей. Стоимость одной стандартной коробки в среднем составляет около 20 рублей. За смену можно произвести до 750 таких коробок, следовательно, дневная выручка – 15 тысяч рублей. В месяц предприятие будет получать до 330 тысяч (при режиме в 22 рабочих дня). Общая прибыль в таких условиях составит 130 тысяч рублей, и бизнес окупится уже через полгода.
Далее прибыль можно направить на расширение производства, приобретение сложных полиграфических и резательных станков, чтобы существенно увеличить ассортимент выпускаемой продукции.
Для успешного развития бизнеса очень важно правильно наладить каналы сбыта: рекламировать свой товар в газетах и на радио, использовать онлайн-объявления. Попробуйте заключить договор с фирмами грузоперевозок или местными фабриками, которые производят продукты и товары народного потребления. Производство картонных коробок – привлекательный вид деятельности, поскольку изготавливаемая продукция пользуется стабильно высоким спросом
Затраты на приобретение оборудования и закупку материалов невелики, поэтому грамотно организованный бизнес быстро окупится
Производство картонных коробок – привлекательный вид деятельности, поскольку изготавливаемая продукция пользуется стабильно высоким спросом. Затраты на приобретение оборудования и закупку материалов невелики, поэтому грамотно организованный бизнес быстро окупится
Предпринимателю важно вникнуть в тонкости технологического процесса, чтобы расширить ассортимент продукции и привлечь еще больше покупателей. Рекомендуем посмотреть существующих производителей картонной тары и произвести конкурентную разведку.
21.02.2020









Разрешения и документы
Регистрация бизнеса
Сбор макулатуры и производство картона — ответственный и серьезный бизнес. Желаемого результата будет проще достичь в команде учредителей, поэтому оптимальным вариантом станет регистрация ООО.
Для этого подайте в налоговую заявление по форме №Р11001, приложите устав организации и протокол учредительного собрания. Также вам понадобится предоставить документы, которые подтверждают юридический адрес. Оплатите госпошлину в любом отделении Сбербанка.
Сразу после подачи заявления на регистрацию оформите устав, выберите директора и откройте счет в банке. Фирменная печать придаст вашему бизнесу солидности и вызовет доверие у потенциальных партнеров, но ее наличие не является обязательным.
Упаковка из гофрокартона: основы бизнеса
Изготовление упаковки гармонично сосуществует с другими видами производства. Несмотря на обилие упаковочного материала из пластика, многие производители все же возвращаются к традиционному и надежному гофрокартону по причине его доступности и экологичности.
На видео: Станок для изготовления коробок из гофрокартона
Гофрокартон – один из наиболее дешевых и популярных материалов, используемых в промышленности для упаковки товара. Его востребованность объясняется не только низкой ценой, но и хорошими эксплуатационными качествами: он имеет минимальный вес, кроме того, благодаря использованию новых производственных технологий, заключающихся в производстве материала из нескольких слоев, современный гофрокартон отличается повышенной прочностью.
Гофрокартон, в отличие от некоторых других видов упаковочного материала, поддается переработке и годится для многократного использования, что также очень выгодно.
На видео: Производство гофрокартона – как это работает?
В соответствии с технологией изготовления и физическими качествами конечного результата гофрированный картон делят на несколько классов, виды и отличия которых предпринимателю, планирующему открыть бизнес по производству упаковки, необходимо предварительно изучить. Так, этот материал бывает трех-, пяти- и семислойным. Для изготовления качественной упаковки необходимо выбирать максимально прочный материал, физические свойства которого будут соответствовать действующим требованиям. К примеру, для производства маленьких и средних по размеру коробок, которые в дальнейшем подлежат художественному оформлению, используют трехслойный картон. Пятислойное сырье наиболее подходящим будет для создания большей по размеру упаковочной тары, она подходит для упаковочных материалов, которые должны выдерживать нагрузку до 100 кг. Вся тара, в которой впоследствии будет храниться более габаритный груз, должна изготавливаться из наиболее прочного семислойного гофрокартона.
На видео: Производственный процесс изготовления гофрокартона
Процесс изготовления картонных коробок состоит из нескольких этапов:
- нарезание листов из картона при помощи специального станка;
- изготовление форм коробок, для чего используют автоматический пресс;
- склеивание будущей тары также с помощью фальцевально-склеивающего аппарата.
Перед открытием компании по производству упаковки из гофрокартона необходимо предусмотреть, кто станет потенциальным покупателем продукции. В основном упаковку из гофрокартона закупают промышленные предприятия, занимающиеся изготовлением продуктов пищевой промышленности, бытовой техники и электроники, а также мебели.
Таким образом, перед закупкой сырья для упаковочного материала, следует определиться с ассортиментом будущего производства.
Достоинства упаковочного материала
Именно эти преимущества побуждают производителей использовать именно эту тару.
Во-первых, низкая цена. Картон сделан из дерева и переработанных материалов. Производство обычного гофрокартона не требует больших затрат энергии.
Во-вторых, достаточная жесткость. Содержимое контейнера защищено от грязи и повреждений при обращении/хранении. Гофра амортизирует и равномерно распределяет вес. Ящики имеют хорошую вместимость, четкие формы и малый вес. Это очень удобно для всех участников рынка, от производителей до конечных пользователей.
В-третьих, уважение к окружающей среде. Материал безвреден для человека, ведь в нем можно хранить самые разные товары.
В-четвертых, на поверхность картона можно наносить рисунки и информацию. То есть это еще и маркетинговый инструмент.
Необходимость в высечке и рилевке
Резательно-рилевочные станки необходимо использовать в тот момент, когда требуется резка и рилевка заготовки. Под рилевкой подразумевается нанесение поперечных и продольных линий в тех местах, где будет сгиб.

Плосковысекательный станок для производства гофрокартона необходимо использовать в той ситуации, когда требуется произвести высечку продукции. Подобное оборудование используется вне зависимости от сложности работы. Установка отличается достаточно высокой точностью производимой высечки. На специальную форму требуется уложить лист сырья. После этого форма пройдет сразу между несколькими валами.