

Технологический процесс
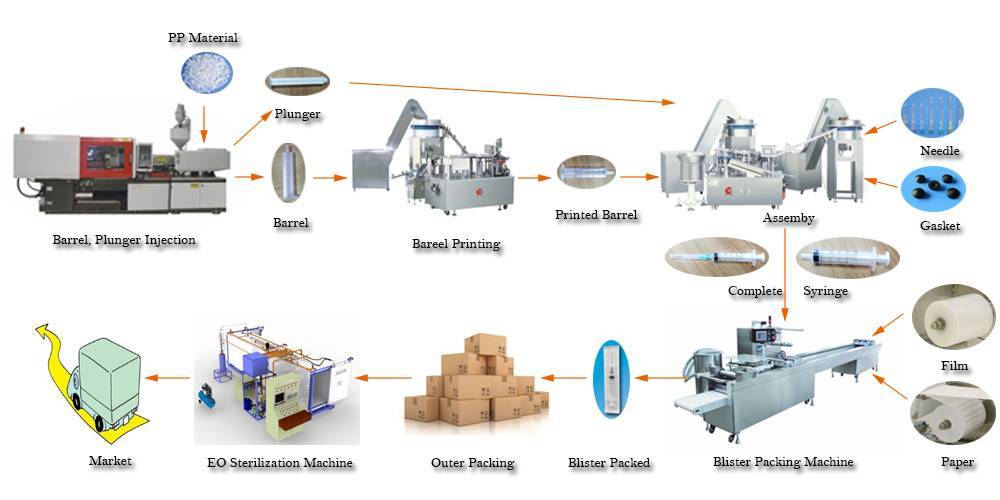
Производство одноразовых шприцов потребует наличия специального помещения. Прежде всего, должна быть линия, предназначенная для изготовления поршня и цилиндра. На производственном участке также необходимо отгородить складские помещения для приема и хранения сырья.

Для изготовления поршней и цилиндров потребуется полипропилен или полиэтилен. Части одноразовых шприцов получают методом литья. Для реализации этого процесса понадобятся специальные машины, оснащенные пресс-формами.
Технология изготовления одноразовых шприцов проста. Прежде всего, производится засыпка сырья в специальный бункер. После этого машиной осуществляется плавка массы и формирование нужных частей изделия. После охлаждения при использовании метода шелкографии или офсетной печати на цилиндры наносится мерная шкала. На следующем этапе на поршни надевают наконечники и соединяют их с цилиндрами. Шприц готов. Его стерилизуют и производят упаковку в блистеры.
Технология производства сырокопчёных колбас
 Технология производства сырокопчёных колбас включает в себя термическую обработку: осадку, варку и жарку.
Технология производства сырокопчёных колбас включает в себя термическую обработку: осадку, варку и жарку.
Выдержка фарша (осадка) может быть короткой и длительной. Первая длится от двух, до четырёх часов в специальных тележках, а второй вид осадки производится в специальных камерах, с необходимым процентом влажности.
Жарка является видом копчения и производится в коптильных камерах.
Оборудование для производства сырокопчёных колбас включает в себя специальные камеры холодного копчения, а технологическая схема производства полукопчёных колбас, подразумевает горячее копчение.
Варкой называют термическую обработку в воде или острым паром в специальных камерах, котлах или автоклавах. Температура в этих устройствах достигает ста градусов, а также используется принцип работы СВЧ-печей. Основные модели таких устройств — Г2-ФВА, “Вулкан».
Охлаждение и особенно сушка, — важные составляющие производства колбас, позволяющие избежать развития микрофлоры на изделиях и способствующие их «созреванию».
Современное производство колбас – трудоёмкий и многогранный процесс, в котором нет малозначительных факторов. Успех в этом бизнесе имеет три составляющие: качество сырья, наличие современного оборудования и следующий букве техпроцесса персонал.
Во сколько обойдется производство саморезов – этапы открытия бизнеса
Если у предпринимателя не предусмотрены большие траты на транспортировку, открывать производство такого продукта стоит в городках с населением от 20 000 человек.
Усредненный расходный финансовый план на открытие бизнеса – от 1 200 000 рублей. У стартового капитала большая зависимость от производителей станков. Имеются как тайваньские дешевки, так и отечественные агрегаты, цена на которые в 2 раза больше.
Какие этапы придется пройти ИП на пути к цели:
Поиск помещения под производство.
В отличие от других направлений бизнеса, при изготовлении саморезов отпадает необходимость в офисе, как таковом. Весь процесс работы будет автоматизирован на 85%, поэтому основной задачей предпринимателя будет вывоз продукции на точки сбыта.
Для организации подобной работы вполне сойдет помещение от 30 квадратов на окраине города с подъездом для грузовиков.
При «кустарном» производстве саморезов не исключено использование и больших гаражей, но берите в расчет размер станков, которые должны будут там работать по 6-9 часов кряду.
Поиск оборудования для производства.
Половина ИП стремятся закупить дорогие станки и только премиальные линии производства саморезов, но это не есть правильно.
Не имея постоянных каналов сбыта, лучше максимально сэкономить и приобрести бывшие в употреблении станки – это даст возможность «прощупать» рынок и настроить объемы производства более четко.
Налаживание поставок сырья.
Найти проволоку для производства саморезов сейчас хоть и не тяжело, но, чтобы выбрать наиболее приемлемую цену сырья, займитесь вопросом его поиска заранее.
Персонал.
Особых навыков для производства саморезов на автоматизированных станках не нужно. Соответственно, заработная плата персонала будет на уровне 7 000-12 000 рублей. Из-за низкой доходности работы будьте готовы к «текучке» кадрового состава.
На одну автоматизированную линию производства из 2-4 станков потребуется всего один работник, но, как правило, в смену ставят по 2.
Таким образом, всего придется содержать штат из 4-х человек.
Организация производства и сбыт.
Первыми кандидатами на поставки готовой продукции должны стать строительные магазины, что находятся в вашем городе. Далее, идет охват близлежащих населенных пунктов с оптовыми точками сбыта.
Закупать партиями саморезы могут и частники – у начинающих предпринимателей доля розничных продаж частенько превышает оптовый объем.
Средняя стоимость одного самореза – от 30 копеек за шутку. При учете ежемесячных расходов на аренду и закупку сырья для производства чистый доход предпринимателя за месяц – от 70 000 рублей.
При большей наценке на готовый продукт рентабельность бизнеса может достигать 150%, что для строительной ниши России является одним из лучших показателей вообще.
Сырье
В последние годы эксперты отмечают серьезное повышение цен на натуральный латекс. Если основными поставщиками в Россию являются – Таиланд, Индия, Индонезия и Малайзия. Спрос на это сырье постоянно растет, что в свою очередь отражается на его стоимости. Поэтому многие предприятия, выпускающие специальную и защитную одежду, предпочитают заменять натуральный латекс более дешевым синтетическим каучуком.
Для открытия бизнеса по производству нитриловых перчаток необходимо наладить поставки:
- Синтетического и натурального каучука;
- Натуральной эмульсии;
- Титанового пигмента;
- Антиокислители;
- Кальциевой селитры;
- Сепаратора для окиси цинка.
Договора на поставку можно заключать, как с отечественными компаниями – посредниками, так и непосредственно с производителями (в основном иностранными). В среднем на закупку сырья и материалов уходит до 3-4 миллионов в месяц, в зависимости от масштабов производственного процесса и планов выпуска готовой продукции.
Сырье для производства нитриловых перчаток
Какими бывают саморезы?
Однако в производстве саморезов типу выпускаемой продукции уделяется большое внимание. Не каждый имеет массовый спрос, потому нет смысла покупать некоторые формы для станков
Классификация саморезов по назначению
Классический по металлу.
Наиболее распространенный вариант саморезов, который оптимально производить для массового потребителя. Ключевая особенность – витки резьбы расположены друг от друга очень близко + сам наконечник саморезов имеет заостренную форму.
Длина и диаметр саморезов не имеют общих требований, поэтому данный параметр выбирается при производстве самостоятельно.
Для изготовления саморезов по металлу необходимо использовать только высокопрочную сталь с оцинковкой или оксидкой сверху. Расцветка черная, но есть варианты под металлику или позолоту.
Саморез по металлу со сверловым концом.
Вариант саморезов, в котором отличительной чертой является сверло образный наконечник для более плавного проникновения в толщину металла. Хороши для листовых пластин средней толщины.
Если при использовании классических саморезов, приходилось использовать на начальном этапе сверло, то здесь данный момент можно пропустить. Достаточно приложить некоторые усилия, и саморез самостоятельно проделает стартовую выемку для вхождения в объект.
Саморез по дереву.
Больших внешних отличий при производстве саморезов по дереву вы не заметите. Особенность заключается в большем расстоянии между витками. На станках и в заготовках данный нюанс очень просто учитывается и не требует дополнительных закупок сырья или сменных частей для станков.
Мебельный саморез.
Мебельный саморез или, как его еще называют, конфирмат используется с целью сборки конструкций из МДФ или ДСП










Использовать саморез можно и для дорогих сортов древесины, но при этом требуется большое внимание уделять форме шляпки и возможности ее маскировки.
При производстве конфирматов большое значение играет внешний вид шляпки, так как для каждого вида мебели, может потребоваться свой шаблон. Изготовлять такие саморезы проблематично, поэтому вариант стоит рассматривать лишь при наличии оптовых покупателей.
Саморез с пресс-шайбой.
Саморез является подкатегорией винтов по металлу, но из-за функциональной особенности его стоит рассматривать, как отдельный вариант производства
Спрос на подобные саморезы очень велик в сельской местности, поэтому, если планируете сбывать продукцию на подобный рынок, лучшего варианта будет не найти.
Шестигранный саморез.
Особенности в производстве – утолщенное винтовое тело и шестигранная шляпка для ключей. Саморез может использоваться лишь для работы с деревом и некоторыми видами бетона, поэтому данный вариант производства также стоит рассматривать лишь при наличии оптовых закупщиков.
Саморез для кровли.
Название говорит само за себя. Особенность в производстве – помимо самого самореза придется изготавливать еще и шайбу.
Шляпка, диаметр, частота витков – параметры вариативные и зависят от области применения расходного строительного материала.
Существуют и другие подвиды саморезов, однако их доля на потребительском рынке не превышает 10%. Поэтому ориентироваться на такой продукт стоит лишь тем предпринимателям, которые уже имеют стабильных партнеров по закупкам, и хотят еще больше расширить свой ассортимент в рамках маркетинговой составляющей бизнеса.
Оборудование
При изготовлении изделий из пластика применяют различные технологические линии полного цикла, отличающиеся методами производства, требованиями к сырью и стоимостью.
Экструдеры
Это линии широкого применения, способные производить оснащение для пластиковых окон, ПВХ-трубы, полиэтиленовую пленку.
Стоимость самого простого экструдера начинается от 800 000 рублей и зависит от производственной мощности (от 60 до 1200 кг готовых изделий в час).
Термопластавтоматы
Самое распространенное оборудование для производства изделий из пластика – порядка 70% мировых предприятий используют именно его. Это обусловлено большой вариативностью. На термопластавтоматах изготовление изделий достигается путем прессования с использованием матриц, благодаря чему получают продукцию любых форм и размеров, в том числе полую (бутылки, емкости, канистры).
Стоимость термопластавтоматов в среднем 1 700 000 рублей. Большинство из них предназначены для производства цветочных горшков, шприцев, труб ПВХ, игрушек, бутылок и пр.
Выдувные машины
Работают по принципу, аналогичному при изготовлении стеклянных изделий. Предназначены для производства банок, бутылок, канистр, бочек. В технологическом процессе сырье нагревают, а затем придают ему форму путем выдувания.
В зависимости от задач и производительности выдувная машина стоит от 700 000 до 3 000 000 рублей. Например, самая дешевая производит ПЭТ-тару емкостью до 5 л в количестве 5 000 изделий в час.
Экструзионно-выдувные станки
Объединяют две основных технологии, поэтому обладают более широким спектром применения. Предназначены, главным образом, для производства ПЭТ-упаковки, а также для изготовления игрушек.
Такое оборудование обойдется минимум в 3 000 000 рублей. Стоимость зависит от назначения станка и его производительности.
Термоформовочные станки
Сырьем для производства на таких станках служит полиэтиленовая пленка. Из нее изготавливают одноразовую посуду, пищевые контейнеры.
Новое оборудование с доставкой обойдется не менее чем в 8 000 000 рублей. Приобрести в лизинг или бывшие в употреблении станки можно значительно дешевле, однако они требуют постоянного технического обслуживания.
Производство изделий из пластмасс
Устройство термопластавтомата. Как устроен ТПА?
Как уже было сказано, наиболее популярным методом литья пластмасс под давлением является литье на ТПА. Любой ТПА состоит из двух главных частей:
- узел смыкания/размыкания формы (коленчато-рычажный механизм либо гидравлический узел);
- узел пластикации (вращающийся нагреваемый цилиндр шнека, работающий по принципу поршня). Наиболее распространенное название шнека − червяк.
Эти узлы приводятся в движение с помощью гидроприводов. Давление в гидросистеме обеспечивает электродвигатель. На термопластавтоматах есть блок ЧПУ, с помощью которого можно задавать параметры каждого цикла литья, управлять процессом литья, а также управлять внешними устройствами − гидроприводами, электродвигателем, нагревателями и т.п.
На рисунке показана упрощенная принципиальная схема термопластавтомата:
Детальная схема устройства термопластавтомата:
\t\t\t\t\t\t\t\t\t\t\t\t\t
| \t\t\t 1. Бункер. \t\t\t2. Материальный цилиндр. \t\t\t3. Вращающийся шнек. \t\t\t4. Наружные зонные нагреватели. \t\t\t5. Гидропривод. \t\t\t6. Обратный клапан. \t\t\t7. Наконечник «червяка». \t\t\t8. Мундштук. \t\t\t9. Передняя плита-стойка. \t\t\t | \t\t\t 10. Колонна термопластавтомата. \t\t\t11. Подвижная часть пресс-формы (пуансон). \t\t\t12. Неподвижная часть пресс-формы (матрица). \t\t\t13. Ползун. \t\t\t14. Колонна термопластавтомата. \t\t\t15.16. Рычажно-гидравлический механизм. \t\t\t17. Задняя плита-стойка. \t\t\t18. Электродвигатель. \t\t\t | \t\t\t 19. Насосный блок. \t\t\t20. Трубопровод высокого давления \t\t\t21. Трубопровод низкого давления. \t\t\t22. Жесткая рама, на которой устанавливаются все устройства ТПА. \t\t\t23. Зубчатая передача гидродвигателя. \t\t\t24. Гидродвигатель «червяка». \t\t\t25. Гидропривод осевого движения «червяка». \t\t\t26. 27. Концевой выключатель. \t\t\t |
Технология литья пластмасс на ТПА:
Подготовленное сырье засыпается в загрузочный бункер и поступает в материальный цилиндр. Вращающийся шнек перемещает полимерный материал в сторону сопла. Благодаря наружным зонным нагревателям материал начинает плавиться и полностью расплавляется под давлением. Далее расплав впрыскивается в закрытую пресс-форму и шнек возвращается в исходное положение. Для того, чтобы полимерный материал не попал назад в бункер шнек оснащен обратным клапаном, который также выполняет функцию дозирования материала.
После впрыскивания материала в пресс-форму, в процессе охлаждения изделия высокое давление поддерживается с помощью шнека. Если давление будет слишком высоким, то половинки пресс-формы могут немного раздвинуться, что приведет к вытеканию материала, браку продукции и порче пресс-формы. На последнем этапе охлаждения и доставания готового изделия из пресс-формы, шнек начинает снова вращаться и готовиться следующая порция полимерного расплава для литья.
Когда деталь, изделие остывает, подвижная плита отходит назад и пресс-форма раскрывается. Как правило, пресс-формы проектируют так, чтобы готовое изделие оставалось на подвижной части пресс-формы. С пуансона деталь снимается специальными толкателями.
Выбор продукции
Именно от закупки правильного высокотехнологичного оборудования будет зависеть бизнес и качество выпускаемой продукции в дальнейшем
При выборе станков необходимо обращать внимание на:
- качество, поскольку дешевые аналоги приведут к плохому качеству к частым поломкам и замедлению производственного процесса;
- наличие сертификатов во избежание покупки подделок;
- мощность оборудования и отзывы покупателей можно почитать в интернете;
- техническое оснащение, т. к. при выпуске перчаток нужно брать в учет технологию производства перчаток.
Многие современные модели – многофункциональные, оснащены электронным блоком управления для быстрого налаживания производства и выпуска качественной продукции. С учетом рейтинга производителей лучше покупать у положительно зарекомендовавших себя фирм, предлагающих гарантийное и послегарантийное обслуживание.

Возможно приобретение дополнительных станков, чтобы придать перчаткам больше преимуществ:
- прочность;
- экологичность;
- пропуск воздуха;
- низкую себестоимость.
При ограниченном бюджете можно начать с закупки китайского оборудования с довольно неплохой производительностью, автоматическим компьютеризированным управлением.
По мнению специалистов, для основательного открытия бизнеса для производства рабочих перчаток достаточно приобрести 5 станков. Но на рентабельность производства будет влиять множество других факторов:
- производительность;
- мощность;
- степень скоростей.
История изобретения
Своим возникновением шприцы одноразовые обязаны новозеландскому ветеринару и фармацевту Мердоку Колину. За свою жизнь он получил более пяти сорока патентов. Однако наиболее значимым Мердока изобретением стал одноразовый медицинский шприц. По ветеринара задумке, изобретение предполагало ускорение и упрощение вакцинации процедуры животных. Для этого в шприц было должно заранее запаиваться лекарство.

Несколько его в позднее голову пришла гениальная идея о что, том, используя одноразовые изделия во врачебной можно, практике свести к минимуму риск передачи Производство. инфекции одноразовых шприцов в промышленных масштабах налажено было в 1961 г.










Оборудование для подготовки оболочек и осуществления литья
Следующий этап технологического процесса реализуется с помощью оборудования для сборки моделей в гирлянды. Скрепление может выполняться в кондукторе, механическим способом, спаиванием. Во многих случаях сборка выполняется вручную.
Для приготовления огнеупорного покрытия литейной формы применяют установку 63431 или агрегат 662А, который непрерывно готовит суспензию из пылевидного кварца, этилсиликата, воды и ацетона. Выпускается также агрегат 63501 для хранения и транспортировки огнеупорного покрытия.
Нанесение огнеупорного покрытия (рис. 7) на модельные блоки осуществляется в автоматах 64105 и 64106 погружением блоков в емкость с клейким составом, а затем — в псевдокипящий слой песка (через слой песка снизу пропускается сжатый воздух; песчинки разделены воздухом, и блоки погружаются в песок без значительного сопротивления; размер зерен 0,25 мм, а для первого слоя — до 0,16 мм) или в автоматах 64104 и 64107 — пескосыпами.
Рис. 7. Модельные блоки с нанесенным на них огнеупорным покрытием
Сушка слоев (их бывает от 2 до 7; создают стенку толщиной более чем 8 мм) огнеупорного покрытия производится в установке непрерывного действия 6А84 на подвесном конвейере или в установке периодического действия 683 воздействием теплого воздуха, потом в среде, насыщенной аммиаком. На третьей стадии выветривается форма. Затем надо удалить модель из оболочки. Выплавление модельного состава произвотся горячей водой в ванне, а в крупносейном и массовом производстве — на установке 64511 или паром в бойлерклаве модели 64501 или аналогичном (рис. 8). Применение бойлерклава требует выполнения ручных операций. Поэтому его следует использовать лишь там, где из-за больших потерь форм или модельного состава другие способы неприемлемы.
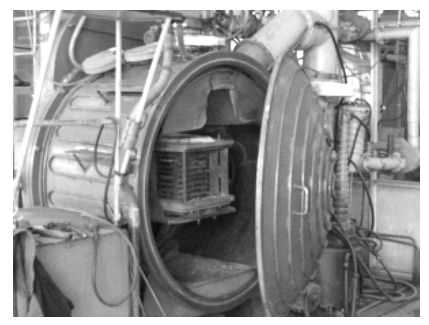
Рис. 8. Бойлерклав для выплавления модельного состава
В бойлерклаве за счет быстрого набора (в течение 3 . . . 4 с) в рабочей камере температуры и давления пара до 0,6 МПа расплавление воска в первую очередь происходит по границе раздела «воск — керамика», прежде чем начнется объемное расширение модельной массы в форме. Благодаря этому сводится к минимуму растрескивание керамических форм. Вторым фактором, снижающим вероятность растрескивания керамических оболочковых форм в результате объемного расширения модельной массы, является то, что высокое рабочее давление пара в камере сжимает керамическую форму снаружи, противодействуя ее растяжению из-за объемного расширения модельной массы.
Керамические формы прокаливают для удаления из них влаги и остатков модельного состава, наличие которых привело бы к браку Для этой цели применяются печи: электрическая 66103 или газовая 66102.
Заформовка керамических форм в ящики с дробью или песком производится на формовочном столе 66231. В крупносерийном и массовом производстве для формовки, прокаливания, заливки блоков и охлаждения отливок применяются линии 66001 и 66002 (рис. 9).

Рис. 9. Агрегат для прокаливания, формовки, заливки металлом, выбивки и охлаждения отливок: 1 — печь с газовым подогревом; 2 — форсунки для подачи сжатого воздуха в «кипящий» слой песка; 3 — заливочная карусель; 4, 5 — вытяжная вентиляция; 6 — ограждение; 7 — подвесной конвейер.
Заливка форм расплавленным металлом выполняется как обычно. Выбивка отливок из ящиков с дробью производится на установке 66232 или подобной. Отделение керамики от отливок производится пневматическим вибратором на установке 67101 или др. Применяется также дробометная очистка.

Рис. 10. Автоклав производства компании LBBC Technologies (Великобритания) для удаления керамических стержней
Остатки керамического покрытия из труднодоступных мест отливки удаляют выщелачиванием (промыванием отливок в теплом растворе щелочи) в установках 6Б95 и 67 501. Для этого применяются и автоклавы, аналогичные показанному на рис. 10. Обрубка, очистка, контроль и исправление дефектов производятся обычными методами
Просмотров:
2 290
Основные виды оборудования
Сегодня российские производители предлагают технику и вспомогательные инструменты для производства перчаток в широком ассортименте и по привлекательным ценам
Но перед покупкой станков важно обращать внимание на такие параметры, как:
- эксплуатационные условия;
- технические характеристики;
- рейтинг производителей;
- цена.

Чтобы наладить производство перчаток, обязательно придется закупать следующие основные виды технологического оборудования:
- вязальный станок;
- оверлок;
- станок для нанесения слоя ПВХ на внутреннюю сторону перчаток;
- упаковочный станок;
- накопительная корзина для сброса полуфабрикатов.
Вязальный станок
Вязальный агрегат как самый важный при производстве рабочих перчаток. Модели различны по классам: 5,7,8, 10, 13, 15 в зависимости от числа петель в дюйме. Чем выше класс тем, тоньше вязка для производства перчаток х/б. Для производства заготовок станки оснащены бобинами. Модели полностью автоматизированы, работают примерно по одному и тому же принципу. Основная задача – настроить нужное количество рядов и петель, далее – вывести показатели на цифровой монитор.

Назначение оверлока
Оверлок как станок для производства завершающего этапа по изготовлению рабочих перчаток. Оверлок перчаточный оснащен функцией обметывания манжет, т. е. помогает улучшить свойства защитных изделий для перчаток.
Установка для нанесения клея
Станок для нанесения слоя ПВХ на внутреннюю сторону перчаток. Благодаря данному агрегату возможно нанесение трафаретной печати с использованием стандартной матрицы.
После нанесения слоя ПВХ перчатки подлежит сушки в сушильной камере. Станки полностью автоматизированы. Подача поливинилхлорида производится из емкостей, а состав наносится тонким пластом. Благодаря аппарату возможно нанесение любого рисунка и логотипа. За точность эскиза отвечает встроенный датчик и идущие в комплекте к аппарату матрицы для нанесения рисунка. Производительность может достигать до 1300 пар в час.
Упаковочная машина
Упаковочный станок для фасовки перчаток и производительностью до 200 пар в час. Но уже в коробки, пакеты либо мешки продукция фасуется вручную. При приобретении упаковочного станка марки GD-T возможно нанесение банковской резинки.
В комплекте к станкам идут матрицы и датчики, отвечающие за точность нанесения рисунка с расположением в определённых местах.
Китайские производители предлагают оборудование с возможностью нанесения разного по толщине и рисунку слоя ПВХ на перчатки с ладонной стороны. Как правило, наносится трафаретная печать стандартной матрицей, далее продукция отправляется в сушильную камеру.
Инструкция по изготовлению пресса
Для создания самодельного станка потребуются инструменты:
- сварочный аппарат;
- болгарка с отрезными дисками по металлу;
- дрель;
- рулетка;
- карандаш или маркер.
Для создания самодельного станка требуется сварочный аппарат.
Порядок действий зависит от того, какой привод будет использоваться.
Ручной
Начинают с изготовления станины. Эта часть воспринимает все усилия, возникающие в элементах конструкции, поэтому она должна быть прочной. Станина представляет собой раму из толстого уголка или профилированной трубы с усилением в местах, подверженных наибольшему давлению.








На следующем этапе делают пресс-форму. Для этого от круглой или квадратной трубы с толстыми стенками отрезают фрагмент нужной длины. В нижней части стакана делают несколько тонких отверстий для выхода воздуха и влаги.
Нужно продумать способ извлечения готового брикета из формы.
Есть 3 варианта:
- Стакан оснащают подвижным дном с пружиной под ним. Та выталкивает брикет после снятия нагрузки. Недостаток решения в том, что пружина быстро изнашивается, теряя упругость.
- Делают съемное дно. Его демонтируют в конце цикла, затем выталкивают готовый брикет прессом.
- Применяют разборный стакан из 2 половин. Перед прессованием на него надевают 2 кольца из арматуры.
Форму помещают в емкость или обваривают по периметру бортиком, чтобы вылившаяся из нее в процессе прессования вода не растекалась.
Ручной пресс начинают с изготовления станины.
Пуансон вырезают из стального листа толщиной не менее 3 мм.
В завершение к станине приваривают кронштейн, предварительно вставив в него ось рычага, или 4 стойки с гайкой для винтового механизма.
Чертежи пресса для изготовления брикетов
С электромотором
К модели на базе гидравлического домкрата с насосом и двигателем предъявляют более высокие требования в части прочности. Действуйте в таком порядке:
- Сделайте сварную станину из швеллеров.
- По углам приварите стойки длиной по 1,5 м.
- Между ними закрепите барабан для смешивания опилок и связующего вещества, снятый со старой стиральной машины или изготовленный из трубы большого диаметра.
- Ниже установите стальной оцинкованный лоток для подачи смеси в форму.
- Прикрепите к стойкам гидродомкрат.
- Сделайте и затем установите на свои места стакан и пуансон, как в ручном варианте.
Пресс готов к эксплуатации.
Размеры
Одноразовые шприцы отличаются и своими объемами. Это позволяет использовать их для различных целей.
Размеры одноразовых шприцов
– Малого объема – 0,3 и 0,5, а также 1 миллилитр. Такие шприцы находят применение в эндокринологии (для инсулиновых инъекций), во фтизиатрии (шприцы туберкулиновые), а также в неонатологии (для взятия внутрикожных проб аллергологического характера, а также проведения вакцинации).
– Стандартного объема – 2, 3, 5 и 10, а также 20 миллилитров. Как правило, такие шприцы служат медицинским инструментом при выполнении внутримышечных, подкожных, а также внутривенных инъекций.
– Большого объема – 30, 50, 60 и 100 миллилитров. Такие шприцы необходимы для проведения процедур отсасывания жидкости, а также для промывания полостей и введения веществ.
Вывод
Виды шприцов для приготовления колбас по конструкции делятся на две категории: вертикальные и горизонтальные. Популярность среди предпринимателей заслужили ручные аппараты, так как они не требуют затрат на их содержание. Качественные агрегаты выполняются полностью из пищевой нержавеющей стали. Бюджетные варианты могут иметь отдельные элементы из иного материала. К примеру, алюминиевый поршень, пластмассовые воронки.
В списке лучших есть промышленный гидравлический шприц, который применяется в цехах и крупных предприятиях для создания мясных продуктов из натуральной и искусственной оболочки.
Таблица – «Самые хорошие шприцы промышленного значения для приготовления колбас на 2022 год»
| Наименование: | Фирма: | Вместительность (литры): | Страна-изготовитель: | Средняя цена (рубли): |
|---|---|---|---|---|
| «SV-5» | «Airhot» | 5 | Китай | 9400 |
| «2905-11» | «Vаnessa» | 3 | Китай | 4200 |
| «HKN-ISV10» | «Hurakan» | 10 | Китай | 14700 |
| «ESV-3» | «Eksi» | 3 | Китай | 9250 |
| «EM-50» | «Mainca» | 48 | Россия | 232560 |
| «311004» | «Biowin» | 4 | Польша | 4300 |
| «ESH-3» | «Eksi» | 3 | Китай | 8700 |
| «ASF3» | «Apach» | 3 | Италия | 16500 |
| «HOWS-3L» | «Foodatlas» | 3 | Китай | 8700 |
| «Sausage Fillers Mod» | «Tre Spade» | 7 | Италия | 31400 |





