

Каналы сбыта продукции и прибыль от продаж
От объемов сбыта будет зависеть прибыль предпринимателя. Начните искать клиентов и продвигать продукцию на рынке уже на стадии разработки проекта. Так цех начнет работу, имея заказы на определенный вид металлического профиля. Продажа металлопрофиля может осуществляться несколькими способами:
- Через строительные магазины. Лучше договориться сразу с несколькими торговыми точками.
- Через дилерскую сеть. Потребуются большие объемы готовой продукции.
Составьте для клиентов выгодные коммерческие предложения и начните продумывать рекламную кампанию. Задействовать можно любые инструменты — объявления в газетах и интернете, радио, ТВ.
Сроки окупаемости зависят от мощности предприятия, вложенных инвестиций и установленной цены на готовую продукцию. Чтобы зарегистрировать бизнес, купить оборудование для производства металлопрофиля и сырье, подготовить к работе помещение, потребуется не менее 2500000 руб. Для запуска крупного завода вложить предстоит свыше 5000000 руб. Профиль сбывается по оптовой цене в 20-100 рублей/пог. м. Стоимость разнится в зависимости от используемого сырья и назначения готовой продукции. Среднемощная линия может изготавливать до 500 тысяч пог. м/мес.
При полном сбыте выпускаемого профиля предприятие окупится спустя 2-3 года.
Для того чтобы изготовить качественный строительный материал, необходимо использовать высокоточные станки. Поэтому выбор оборудования для производства профнастила должен быть ответственным, особенно если вы хотите открыть собственный бизнес.
Разновидности
По количеству расположенных в рабочей клети валков и их размещению станки проката делятся на такие типы:
- двухвалковые — в конструкции имеют парные механизмы для прессования, которые могут вращаться в разные стороны;
- трехвалковые — содержат по три вала в каждой клети;
- четырехвалковые — состоят из двух пар рабочих деталей;
- многовалковые — имеют в конструкции от 4 и более валков, а в универсальных их используют в вертикальном положении, иногда их устанавливают в промежутках между горизонтальными;
- валки, смонтированные под углом к поверхности металлической заготовки.
Прокатные прессы различают по расположению клетей:
- оборудование с расположением рабочих механизмов в одну линию называют линейными;
- в ступенчатых установках клети устанавливают в несколько линий параллельно основному потоку;
- оборудование для непрерывного и полунепрерывного проката, с помощью таких станков в промышленности добиваются высокой производительности.
В зависимости от типа продукции, которую выпускают в процессе прессования заготовок установки делятся на такие разновидности:
- Обжимное оборудование. Позволяют изготавливать слитки из стали весом до 25 тонн. Из рабочих клетей выходит деталь квадратного или прямоугольного сечения.
- Станки непрерывного прессования для заготовительного материала. В результате эксплуатации таких механизмов дорабатывают плиты из стали в специальный профиль и листы.
- Рельсобалочные прокатывают блюмы в рельсы, швеллера и балки больших размеров. В промышленности применяют станы ступенчатого и последовательного вида.
- Сортовые станки используют для производства металлических деталей разного сорта.
- В процессе изготовления проволоки в цехе устанавливают проволочные станы, они делятся на ступенчатые, полунепрерывные и непрерывные.
- При помощи листопрокатного станка обрабатываются слябы. Применяются толстолистовые, широкополосовые, а также с моталками.
- Трубопрокатное оборудование производит бесшовные и сварные трубы. В процессе проката применяют два уровня обработки. Первоначально из круглого бруска производят пустотелую гильзу, далее из нее изготавливают трубу необходимого диаметра.
Типы оборудования
Простое производство становится причиной того, что и сами изделия в готовом виде стоят не так много. Технология основана на том, что оборудование протягивает стальной прокат, листового типа или скрученный в рулонную форму. Форма профиля в итоге определяется специальными вальцами, через которые изделие тоже проходит.
В производстве используют как ручные, так и полностью механизированные виды устройств. Доступ к оборудованию с каждой стороны упрощается, если помещения – светлые и просторные.
То, как сырьё хранится и производится, влияет на итоговое качество изделий. Поэтому недопустима высокая влажность и показатель температуры ниже +4 градусов.
Разматыватель
Основное назначение приспособления – подача в формовочную машину рулонной тонколистовой стали. Для управления используется автоматизированная система, как и с оборудованием других видов. Снабжаются собственной автоматикой. Благодаря этому синхронизируются друг с другом скорость прокатки металла и подачи металлической ленты. В этом процессе участвует и тормозное устройство.
Многоклетевой прокатный стан
Мало какая автоматизированная линия, связанная с профильными листами, обходится без такого оборудования. Устройство способствует появлению гофрированных поверхностей вместо гладких основ. Надо учитывать несколько нюансов, когда пользуются оборудованием данного класса:
- Металл прокатывают через вальцы специальной формы.
- Выбор параметров зависит от того, какой именно лист нужен заказчику в настоящий момент.
- Первая клеть – место, где начинается формирование изделия.
- Общее количество клетей на производстве определяется сложностью гофры.
Конструкция позволяет выделить гидравлические, либо пневматические типы оборудования.

Производство профнастила
В пневматических станках исходный материал вдавливают в матрицу с помощью пуансона, сохраняя высокое давление при обработке. Благодаря этому листы в итоге могут иметь следующие габариты:
- Длина до 2,5 метров.
- Угол гиба до 90 градусов.
- Толщина металла до 1,5 миллиметров.
Гидравлические формовочные машины действуют по такому же принципу, что и пневматические. Но эти устройства выигрывают у существующих аналогов по своей мощности. Они поддерживают автоматическую замену пуансонов и матриц в случае необходимости. При просмотре графической модели мастер выбирает, какие параметры профилированного листа его интересуют. Различается скорость, с которой осуществляется прокатка.
Другие механизмы
В рулонах приобретают листы стали, которые и становятся основным материалом для любого производства. Разворот основы упрощается при сохранении небольшой толщины. С такой работой справятся даже вручную. Другое дело – когда толщина значительная. Тогда станки требуется снабжать дополнительными приспособлениями, отвечающими за гибку.
Ручные либо механизированные приводы ставят на оборудование в зависимости от того, какая нужна производительность. Ручные станки, определённо, могут похвастаться более простыми конструкциями. Но вместе с тем они требуют значительных физических усилий, поэтому применять станки такого типа для крупного и постоянного производства проблематично.
Но с определёнными сложностями связано и применение полностью механизированных станков в домашних условиях. Ведь требуется наличие приспособлений, обеспечивающих нарезку изделий определённой длины. Обычные гильотинные ножницы для подобных операций не подходят.
У современных автоматов такие ножницы выполнены в форме прокатываемого профиля. Главное преимущество автоматического оборудования – оно не оставляет заусенцев на поверхности. Просечные ножницы устанавливаются, когда толщина металла становится значительной. Только благодаря этому обеспечивается идеальный гиб.
Стоит помнить об автоматической системе управления, без которой ни одна производственная линия не даст требуемого результата. Она управляет целым рядом важных факторов:
- Скорость прокатки.
- Количество профилей.
- Длина.
- Контроль.
- Индикация всех цепочек технологического процесса.
Линией можно управлять плавно, без резких скачков. Благодаря этому оборудование служит лучше, а изделия в итоге получаются качественными.

Станок для профнастила
Процесс изготовления
Со следующим этапом — поиском покупателей — особых проблем возникнуть не должно. Здесь возможно несколько вариантов поиска каналов сбыта — предложение продукции частным покупателям и заключение договоров с крупными строительными компаниями. Наилучшим вариантом являются оптовые поставки металлического профиля.
Это избавит от проблем с поиском клиентов и организацией рекламной кампании. Неплохой идеей является открытие базы стройматериалов при производственном цехе. Каждый желающий сможет приобрести там необходимые материалы.
Что касается маркетинговой стратегии, то бизнес на производстве металлических профилей не требует организации масштабной рекламной кампании
При заключении договоров с оптовыми поставщиками важно предоставить им наиболее выгодное предложение. Спрос на строительные материалы в зимнее время снижается
Предлагаем ознакомиться Как правильно укрыть розы на зиму – лучшие варианты зимнего укрытия
Металлические профили для кровли производят методом холодного профилирования. В качестве исходного материала используется прочная сталь.
Профиль, на котором отсутствует покрытие, применяют для оборудования опалубок в строительстве. Для наружного применения необходим материал с покрытием.
Профнастил выпускается различной толщины. Листы из высококачественной стали имеют цинковое покрытие толщиной 20 – 26 микрон.
Если толщина покрытия занижена до 10 – 12 мкм, то такой профиль может быть подвержен преждевременному износу.
Изготовление профнастила начинается с разработки чертежа или эскиза конструкции и выполнения необходимых расчетов, выбирается толщина листа и цвет защитного покрытия.
Затем можно приступать непосредственно к изготовлению напольных, кровельных или настенных профилированных листов.
Основные этапы технологического процесса изготовления профилированного листа:
- установка стального рулона в устройство для разматывания;
- задание необходимых параметров листов и их количества на пульте управления;
- прокатка рулонного материала на прокатном стане в автоматическом режиме;
- автоматическая обрезка в требуемый размер с помощью ножниц;
- перемещение готового листа в штабелер;
- маркирование готовых листов и упаковка в полиэтилен.
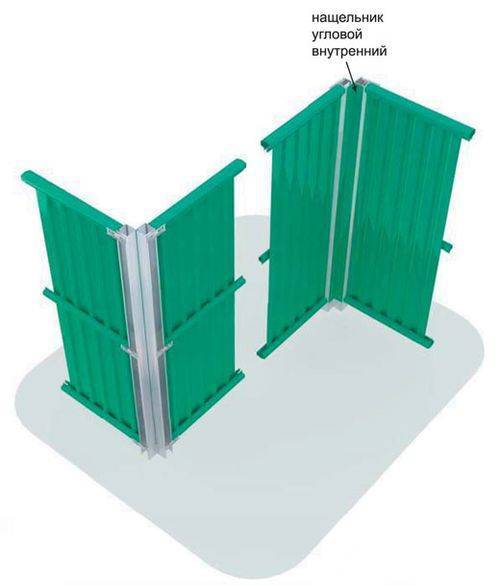
Обустройство угла
В большинстве случаев, чтобы не было видно никаких конструкционных элементов забора из профлиста, со стороны двора применяют различные декоративные элементы. Это могут быть как статуэтки, так и растения. Чаще всего используют последний вариант. Но что посадить в угол забора? Здесь есть несколько вариантов:










- Крупный куст. Он эффективно скроет все трубы и каркас в углу.
- В случае высокого забора можно посадить небольшие деревья с пышной кроной.
Здесь отлично себя проявляют декоративные виды хвойных пород. При этом они будут украшать угол на протяжении всего года. Пример такого варианта есть на фото.
2 Какие агрегаты используются для производства профилированных листов?
Изготовление возможно на установках трех основных типов:
- ручной станок;
- оборудование мобильного (передвижного) вида с частичной автоматизацией выполнения рабочих операций;
- полностью автоматические линии.
Элементарный станок для производства профлистов может использовать любой человек, но при условии, что он готов прилагать достаточно-таки серьезные физические усилия для обработки стальных листов. На ручных установках обычно прокатываются заготовки малой толщины. Качество получаемых изделий при этом находится на низком уровне. В большинстве случаев такой станок применяется для выпуска профлистов для ограждений и заборов.
Ручное оборудование не обязательно приобретать в готовом виде. В интернете есть огромное количество подробных чертежей и схем, руководствуясь которыми можно самостоятельно изготовить простейший гибочный станок. Отметим еще раз – использовать его для выпуска действительно качественных профлистов нет смысла. У вас просто-напросто ничего не получится.

Частично автоматизированное оборудование для производства профнастила позволяет выпускать в разы более профессиональную продукцию. Подобные агрегаты оснащаются электроприводом, они имеют сравнительно небольшой вес, что позволяет переносить их и использовать непосредственно на тех объектах, где осуществляется малоэтажное строительство, возведение хранилищ для сельскохозяйственной продукции и складов, ангаров, ограждений и так далее.
Стационарная автоматическая линия представляет собой целый комплекс агрегатов. В зависимости от конкретной комплектации она может включать в себя следующие установки:
- непосредственно прокатный стан с вальцами нескольких размеров;
- приспособление для резки профлистов;
- оборудование для нанесения на готовую продукцию полимерного покрытия.

Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила
Все болты закручиваются не в полную силу, а листы подают крайне осторожно
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Типы оборудования для производства профнастила
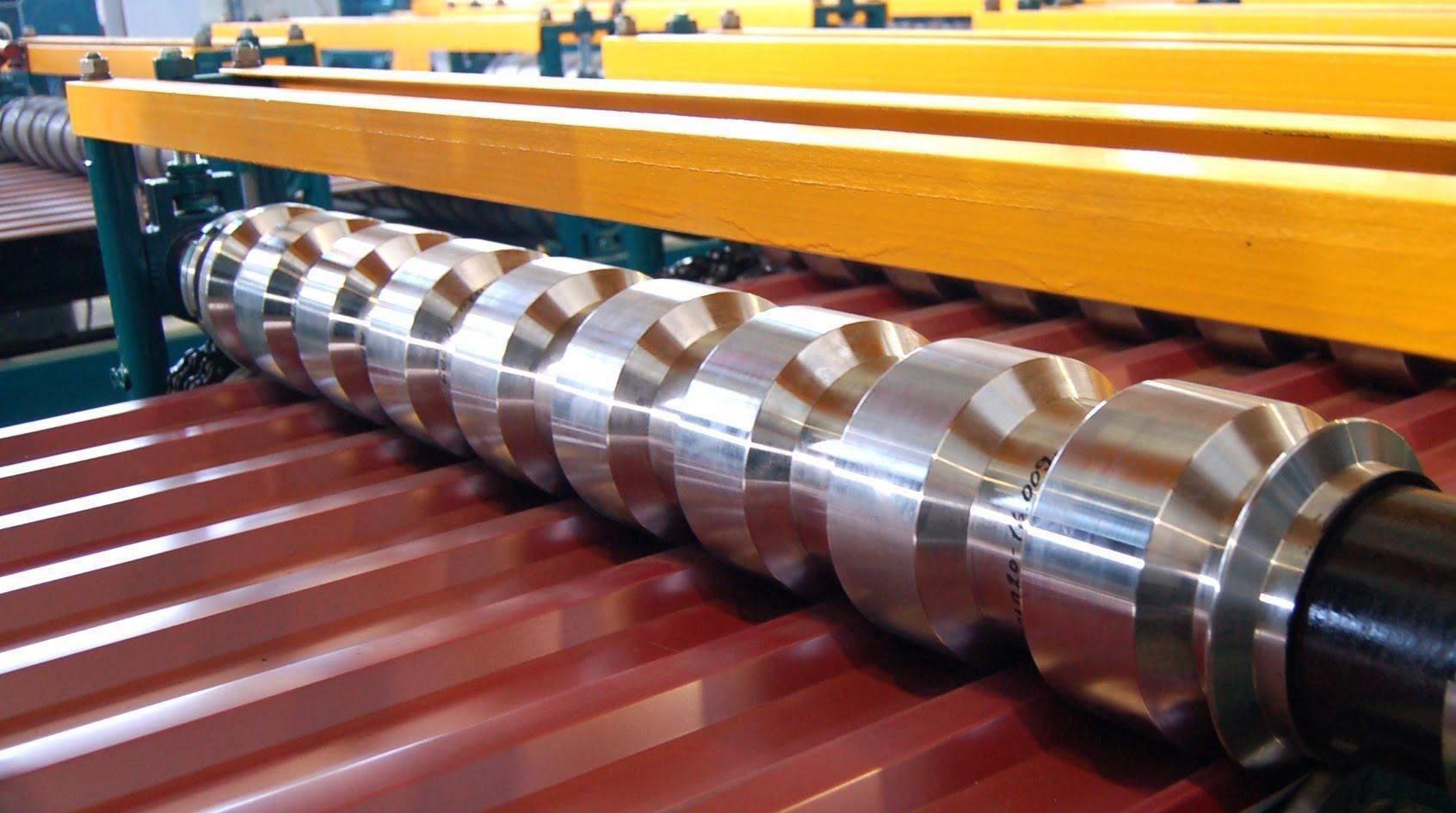
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.

Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.










Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
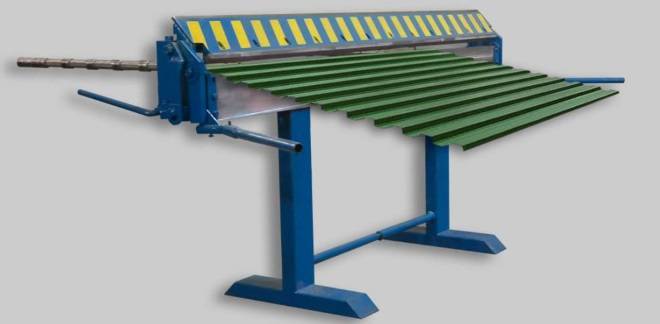
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.

Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
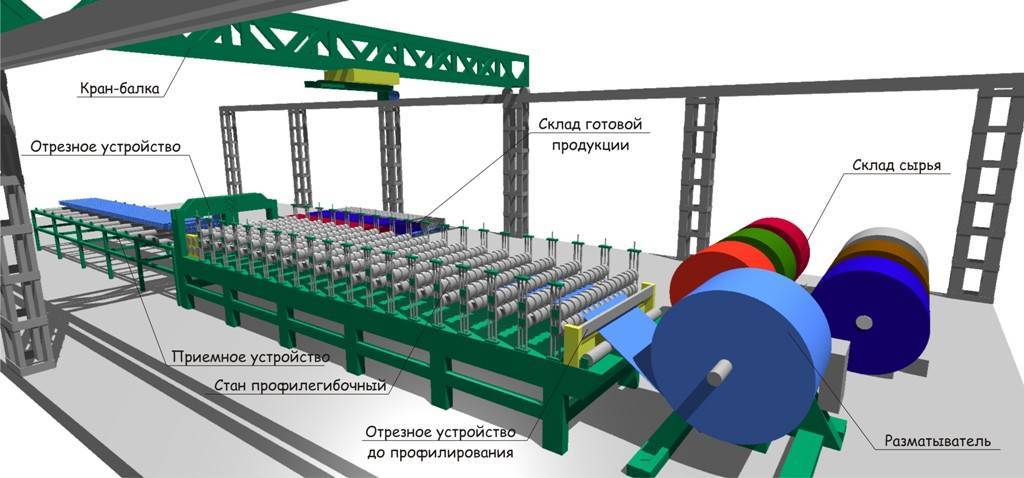
Промышленные производственные линии для изготовления профнастила
Если для профилирования поверхности одного листа металла на ручном станке необходимо выполнить 10-12 операций, промышленные станки представляют собой поточные линии, которые могут производить до 32 погонных метров профилированного листа в минуту. При этом их производительность практически не зависит от высоты профиля и размеров листа готовой продукции. Более того, чем больше длинна профилированного листа, тем меньше время работы гильотинных ножниц и тем больше производительность линии.
Как уже говорилось выше, высокий спрос на профилированный металлический лист и простота технологии его изготовления стали причиной того, что многие машиностроительные предприятия наладили выпуск оборудования для выпуска профнастила. Поэтому купить оборудование для производства профнастила на сегодня не составляет никакого труда. Нужно только решить, какая марка профнастила будет производиться.
Проведение земляных работ
Строго по разметке выкапываются ямы под металлические опоры, а также траншея вдоль всей размеченной линии под сооружение армированной ленты. Глубина ям под опоры зависит от высоты самих столбов. Главный здесь критерий – столбы должны быть настолько глубоко погружены в землю, чтобы полностью исключалось их возможное расшатывание.
Обычно столб погружают в землю примерно на треть от его полной длины. Получается, что, к примеру, если длина столбов 3 м, то заглублять нужно столб на 1 м. Тогда высота столба над поверхностью земли составит 2 м. Далее совковой лопатой копают траншею. Глубина берется небольшой – как правило, достаточно снять лишь поверхностный, мягкий грунт.
Обычная глубина – примерно 200 – 300 мм. При рытье траншеи нужно стараться оставлять ее стенки по возможности вертикальными. Желательно также контролировать ровность дна траншеи уровнем, чтобы последующая нагрузка забора была на дно более-менее равномерной.
Производственные требования и изготовление
Оборудование для производства профнастила традиционно может применяться для создания профильных листов трапециевидного типа. А потому получается, что профнастил представляет собой гнутый профиль листового типа с волной трапециевидной формы.
Кровельный металлический профиль производится из прочной стали посредство холодного профилирования. Исходя из областей применения и покупательских потребностей, профнастил бывает с полимерным или эмалевым покрытием и без него.

Прокат профнастила через ролики
Производство профнастила с покрытием оказывается необходимым, когда он применяется для наружных работ. Профильный лист без покрытия может использоваться при работе над опалубкой под бетонную заливку.
У каждого вида профнастила существует своя особенная толщина. Когда применяется качественное исходное сырье (первосортная сталь), то выпускается профнастил с цинковым покрытием в 26 мкм.
Из-за снижения толщины покрытия до 13 мкм увеличивается износ. А потому самостоятельное изготовление профнастила может осуществляться только с сырьем первосортного покрытия, а также с помощью оборудования, которое выпущено какой-нибудь известной машиностроительной компанией.
Уже процесс проектирования производства профнастила требует соблюдения следующих требований:
- в помещении, в котором будет стоять оборудование, должен быть бетонный пол и у этого пола должна быть ровная поверхность;
- необходимо наличие специальной техники с уровнем грузоподъемности больше пяти тонн;
- необходимо следить за тем, чтобы температура в помещении не снижалась меньше четырех градусов, а когда осуществляется работа с различными пневматическими механизмами – не снижалась ниже десяти градусов.
- следует оборудовать помещение специальными воротами для того, чтобы была удобной разгрузка сырья и процесс погрузки приготовленного профнастила.
- необходимо приготовить места, в которых будет храниться рулона сталь.
При самостоятельном создании оборудования для производства профнастила существуют определенные требования для его размещения:
- станки необходимо разместить так, чтобы всегда наличествовал доступ к их основным узлам при обслуживании или техническом осмотре;
- необходима установка разматывальных устройств недалеко от мест хранения самого сырья;
- если в помещении существует определенная нехватка места, то склад можно организовать в каком-нибудь соседнем отдельном здании.
При выполнении всех вышеуказанных требований и при наличии высококачественного оборудования существует возможность изготовления хороших профлитов от одного до двенадцати метров длиной. Кроме того, есть специальное оборудование, с помощью которого можно изготовить профнастил с двадцати пяти метровой длиной.
Каркасные дома из металлического профиля
Отличительной особенностью данного вида каркасных домов выступает то, что каркасы всех перекрытий, стен и кровли выполняется из металла. Профили используются различной толщины и формы, в зависимости от степени нагрузки.
Под эту технологию можно адаптировать практически любой тип частного дома. Первым делом составляют план каркаса, определяют тип отделки. После разработанный проект обрабатывается с помощью компьютерной программы. На этом этапе проект разбивается на составляющие и составляется перечень деталей с учетом всех параметров. Затем изготавливаются профили нужного размера, на них наносится маркировка, детали упаковываются и привозятся на стройплощадку.
Особенности данных построек:
- относительно небольшая масса строения,
- быстрое возведение благодаря прямолинейности профиля,
- экологичность.
Строительство каркасного дома предусматривает использование различных утеплителей. Выбирают их исходя из климатических условий и характеристик материала. Считается, что лучше всего сохраняет температуру пеностекло. Чуть хуже — экструдированный пенополистирол. Это достаточно дорогостоящие материалы
Оптимальным решением в плане сочетания цены и качества выступает базальтовая вата. К тому же, с ней легко работать и она обладает хорошей звукоизоляцией. Стекловолокно не уступает ей по качеству, но работать с ним тяжелее.
Самый бюджетный вариант — шлаковата. Однако, она имеет значительный минус — этот материал боится намокания и требует устройства вентилируемого фасада.
Преимуществами металлического профиля в строительстве являются:
- отсутствие необходимости в специальной обработке и покраске,
- огнеупорность,
- неподверженность гниению,
- отсутствие усадки,
- длительность эксплуатации.
Утилизация постройки на основе металлопрофиля возможна в любое время без вреда для окружающей среды.
Такой дом можно построить в любой сезон и при различных климатических условиях.
Легкий каркас используется для возведения небольших построек (максимум в пару этажей).
Технологии современного строительства основываются на применении легких конструкций из стали, которые ничем не уступают деревянным конструкциям домов.
С помощью использования перфорированных профилей с низкой теплопроводностью и специальных воздушных прослоек решается проблема возникновения температурных мостов и конденсата. Это позволяет возводить дома высокого качества и значительно снижает расходы на постройку, а также сокращает время работ.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина. Таким образом, собственноручно собранный станок для профнастила готов
Принцип его действия очень простой:
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.






Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Технологические особенности производства профнастила
Технология производства профнастила состоит из нескольких этапов, на каждом из которых требуется своё оборудование и своя особенная оснастка. К тому же технологические особенности связаны как с масштабом предпринимательской деятельности, так и с видами используемого станочного оборудования.
Различают два технологических способа изготовления изделий: одновременный и последовательный. При первом способе все гофры листа прокатываются одновременно, за один проход через профилирующие валы. А при последовательном способе гофры на лист накатываются за несколько проходов. Последовательный способ характеризуется низкой производительностью, так как при нём время на изготовление одного листа значительно больше, чем при одновременном способе.
Если учесть, что станок для одновременного проката значительно меньше по размерам, чем оборудование для последовательного проката, то первый способ значительно экономит производственную площадь. К тому же последовательный способ не даёт того высокого качества проката, которое достигается при одновременном способе. При последовательном прокате возможны мелкие нарушения геометрии изделия и другие дефекты.
Рассмотрим производственные этапы работы линии по производству профнастила:
- Рулон листового проката помещается на устройство для размотки. Заправочная клеть прокатного стана фиксирует начало листа и производит его дальнейшую подачу с нужной скоростью. Непрерывной лентой лист поступает на устройства формирования профиля.
- В программу компьютера линии вводятся данные о форме и длине листов. Ширина при этом остаётся неизменной, а вот длина может изменяться в зависимости от заказа. Она ограничивается лишь условиями перевозки и требованиями заказчика.
- Стан для профилирования листа содержит несколько валов, которые имею наборы прокатных роликов. Именно эти ролики и обеспечивают заданную форму профилирования материала – ширину и высоту гофр. Листовая лента, проходя между роликами, получает ту форму, которая введена в программу станка. Автоматизированная линия производства имеет то преимущество, что благодаря одновременному прокату всех гофр листа получается настил высокого качества, он не имеет дефектов.
- Обрезка листов по длине производится специальными ножницами гильотинного типа по мере поступления профилированного материала на стол обрезного станка. Станки для резки профнастила работаю по принципу пресса.
- Укладывание в пачки и упаковка листов происходит на приёмном столе. После этого товар отправляется на склад готовой продукции.
Все технологические операции нацелены на то, чтобы усилить продольную жёсткость металлического листа, при этом возрастает и его несущая способность
Особенно это важно в силу тех обстоятельств, что в производстве используется очень тонкая листовая сталь. Толщина листов обычно находится в пределах от 0,45 до 1,2 мм
А вот нагрузки на сооружения, где используется этот материал, нередко значительны. Если это кровля, то на неё действуют ветровые и снеговые нагрузки, а на панели заборов из профнастила оказывают большое давление ветры.
Заключение
Если вы решили начать свой собственный бизнес, то производство такого материала, как профилированный лист, является наиболее оптимальным. Вложения хоть и большие, но окупаются они уже по истечении полугода. А при активной деятельности все может окупиться и гораздо раньше. Главное, не забывать о своем предприятии и увеличивать количество предоставляемых услуг. Тогда и бизнес будет расти. Соответственно, и доходность не будет оставаться на одном и том же уровне.
Открывая собственное производство в строительной отрасли, лучше выбрать направление, которое не потребует крупных вложений — так вы минимизируете риски. Важна также и востребованность продукции — чем лучше будут идти продажи, тем выше будет получаемая прибыль. Данные условия будут удовлетворены, если запустить производство металлопрофиля. Это выгодное направление бизнеса, которое вполне доступно начинающим предпринимателям.
Металлический профиль — строительный материал, активно используемый для отделочных работ. Без него не обходится ни одна строительная площадка. Как правило, крупные компании закупают сырье большими партиями, что для предпринимателя очень выгодно.
Проанализируйте рынок — изучите уровень конкуренции, покупательскую способность населения, цены на сырье и готовую продукцию. Если полученные данные докажут, что проект будет выгодным, можно составлять бизнес план производства металлопрофиля и запускать собственное дело. Размер инвестиций зависит от ожидаемой производительности цеха.





