Материалы для изготовления
Искусственный камень создаётся из разных материалов, которые обуславливают его эстетические и эксплуатационные свойства. Наибольшей популярности достигли гипсовые и цементные модели.
На основе гипса
Гипсовая облицовка универсальна. Ею отделать можно любую поверхность: стены, ниши, полки, мебель и даже изголовья кровати. Материал при этом имеет небольшой вес и цену, привлекательный вид, и его удобно монтировать на клей.
Совет
Гипсовый камень имеет пористую структуру, поэтому может пропускать воду. Чтобы этого не произошло, его дополнительно пропитывают специальным лаком.
Преимущества:

- негорючесть;
- простота монтажа;
- экологичность;
- устойчивость к перепадам температур.
Сегодня для отделки гипсовый камень выбирают чаще всего.
Для его приготовления нужны:
- белый гипс;
- гашёная известь;
- чистая вода;
- сухой пигмент или краска на водной основе.
Предлагаем посмотреть видео об особенностях изготовления камня из гипса:
На основе цемента
Цементный камень создаётся на основе высококачественного портландцемента с дополнительными компонентами:
- песком;
- пластифицирующими и модифицирующими добавками;
- гидрофобным составом;
- армирующими веществами и пигментом.
Использование белого цемента позволяет добиться более насыщенного и чистого оттенка.
Из такой смеси получается прочный влагостойкий облицовочный материал, который легко монтировать, реставрировать при необходимости. Камень на основе цемента долговечен и устойчив к условиям среды.
Смесь для работы можно изготовить самостоятельно в домашних условиях, например, на даче или в загородном доме.
Предлагаем посмотреть видео о технологии создания камня на основе цемента:
Формы выпуска
На профильном рынке можно встретить 2 вариант гибкого мрамора:
- в виде обоев. Толщина листа редко превышает 1 мм, ширина полотнища может достигать 100 см, максимальная длина – 260 см;
- плитка. Здесь толщина изделий находится в диапазоне 2-5 мм, классические вариации габаритов – 34х55,5 см, 34х55 см, 16х26,5 см, 8х26,5 см. Такой богатый номенклатурный ряд способен удовлетворить любые эстетические запросы.
Представленные формы выпуска способствуют созданию уникального дизайна поверхности, рулонная вариация нашла широкое применение во внутренней отделке, для наружной более целесообразно использование толстых плиточных серий.
Виды декоративного камня и сырьё для них
На современном рынке представлено множество разновидностей искусственного камня. Они отличаются качественными характеристиками и, соответственно, стоимостью, но главное их различие состоит в исходном сырье. Рассмотрим основные разновидности материала и какое сырьё используется для них.
Керамогранит
Керамогранит производят из смеси каолиновой (белой) глины, кварцевого песка, полевого шпата, а также пигментов на основе окисей металлов. Отличием этой разновидности является необходимость обжига камня при высокой температуре, из-за входящей в состав сырья глины.
Показатели прочности керамогранита превосходят бетон, он морозоустойчив, огнеупорен, химически устойчив и обладает электроизоляционными свойствами. Благодаря такому набору характеристик широко используется для наружных и отделочных работ, а также для облицовки каминов и печей.
Искусственный камень из цветного бетона
Для его производства используется сухая бетонная смесь (как вариант, крошка керамзита или пемзы), песок, портландцемент (вяжущее вещество), водоотталкивающие добавки и красители. Также используется для наружных и внутренних работ. Позволяет точно имитировать натуральные материалы, например, мрамор.
Акриловый камень
Для изготовления акрилового камня необходимы акриловая смола и минеральный наполнитель. Строго говоря, этот материал ближе к пластику, но благодаря наличию в составе минерального наполнителя относится также и к искусственному камню.
Он прочен, влагоустойчив, не требует сложного ухода. Производители искусственного камня ценят его за возможность производства на его основе бесшовных деталей и поверхностей самых разнообразных форм и размеров. Именно из него чаще всего делают столешницы, мойки и барные стойки. Главная уязвимость этой разновидности — низкая температурная устойчивость.
Для изготовления акрилового камня необходимы акриловая смола и минеральный наполнитель.
Агломерат
Декоративный камень агломерат получают из щебня горных пород (мрамор, гранит, кварцит), полиэфирной смолы (или другого связующего вещества, например, цементного) и красителей. Чаще других используют кварцевый щебень — он самый прочный. Для декорирования в исходную смесь добавляют минеральные пигменты, цветное стекло, известняковые камни.
Имеет также очень широкий спектр использования. Из агломератов на основе полиэфирной смолы часто изготавливают мебель (столешницы), используют для внутренних отделочных работ. Агломерат на основе цементного связующего хорош для отделки фасадов, бассейнов, лестниц и тротуаров.
Ценится за сочетание прочности и эластичности, морозостойкость. Добавление разнообразных пигментов и декоративных материалов позволяет добиваться уникальных цветов, орнаментов и фактур. Ухаживать за агломератом также весьма просто. Он ближе всех к натуральному камню, так как более 90% его состава — натуральный щебень.
Жидкий камень
Такое название получил современный отделочный материал, позволяющий имитировать внешний вид камня. Его производят из гелькоута (эпоксидная смола с красителями) и минеральных наполнителей. Широко используется для отделки фасадов и других облицовочных работ. Весьма востребован для реставрации других изделий из натурального и искусственного камня.
Предметы и поверхности из него не требуют сложного ухода. По качественным характеристикам не уступают граниту, вполне могут заменить его для отделки кухонь и ванных комнат. Такая отделка прослужит несколько десятилетий, а стоить будет значительно дешевле.
Декоративный камень из гипса
В основе этого материала находится гипсовый порошок, красители и песок (около 10% от всей смеси, для увеличения прочности). Не используется для наружных работ — только для внутренней отделки, так как поглощает влагу и менее морозоустойчив, чем другие искусственные аналоги.
Основным преимуществом является низкая цена — самый недорогой среди искусственных материалов. Очень лёгкий. Внутри отлитых гипсовых форм обычно пустоты, что уменьшает вес плиток и помогает экономичнее заполнять пространство. Экологичен — пропускает воздух и способствует образованию очень благоприятного микроклимата.
В настоящее время существует несколько вариантов построения технологического процесса производства искусственного камня.
Производство столешниц из искусственного камня: подробный план
Капитальные вложения в бизнес: 155 000 рублей.Срок окупаемости фирмы: от 2 месяцев.
Столешницы из искусственного материала все больше набирают популярность среди производителей мебели благодаря:
- Своим эстетическим свойствам (могут быть выполнены без видимых швов, различных форм и цветов).
- Высоким прочностным характеристикам.
- Гигиеническим показателям (просты в уходе, препятствуют появлению грибка).
Производство столешниц из искусственного камня можно наладить из готовых плит, поставляемых на рынок в широком ассортименте цветов и размеров.
Подробная технология изготовления столешниц из камня показана в видео ролике:
https://youtube.com/watch?v=P95mCDvJraE










Также можно наладить производство литых столешниц:
Безусловно, наладив собственное производство искусственного сырья, вы достаточно удешевите продукцию. Однако такой подход требует хорошей технической подготовки и профессиональных рабочих.
Ниже мы рассмотрим более подробно вариант производства сборных столешниц, который и рекомендуем для начала бизнеса.
Помещение для производства столешниц, инструменты и оборудование
Необходимые инструменты и оборудование:
- фрезер от 1600 В;
- шлифовальная машина;
- лобзик (без маятникового хода);
- сборочные столы;
- расходные материалы (шлифовальные шкурки, насадки для инструментов, полироли, пистолеты для клея, струбцины, триммеры).
Сбыт продукции
Столешницы из камня пользуются спросом у производителей мебели. С ними вам и предстоит наладить сотрудничество. Подход к проведению успешных переговоров аналогичен с описанным выше в разделе «Производство искусственного камня – Сбыт продукции».
Инвестиции в бизнес по производству столешниц
| Регистрация ИП | Сумма (руб.) |
|---|---|
| Всего: | 155 000 рублей |
| Аренда помещения | 20 000 |
| Фрезер | 11 000 |
| Шлифмашина | 10 000 |
| Лобзик | 3 000 |
| Столы | 10 000 |
| Расходники | 15 000 |
| Сырье | 75 000 |
| 10 000 |
Все регулярные вложения (закупка материалов, зарплата рабочих) можно осуществлять из предоплаты заказчика.
Попробуем рассчитать срок окупаемости:
- имея минимальный набор оборудования и двух рабочих, можно производить 15 столешниц в месяц;
- себестоимость в среднем: 75 000 (сырье) + 40 000 (зарплата) + 20 000 (аренда) + 10 000 (коммунальные услуги, налоги) = 145 000;
- продажа столешниц из камня в среднем принесет 225 000 рублей;
- прибыль в таком случае составит 80 000.
Средний срок окупаемости проекта – 2 месяца.
Как видите, производство искусственного камня, как и производство столешниц из него – прибыльный и во многих отношениях привлекательный бизнес.
Начните действовать уже сегодня, и вы опередите тысячи желающих выйти на этот рынок. Производите качественный товар, и вы с уверенностью будете его продавать.
Из чего состоит линия для производства искусственного мрамора?
Первым делом устанавливается вибрационный стол. Его основное назначение – обработка бетонных элементов и ЖБИ, поэтому без него нам не обойтись
Стоит обратить ваше внимание на то, что этот композитный материал состоит из полиэфирной смолы, а также наполнителя на минеральной основе
В принципе, цементно-песчаные смеси получаются достаточно прочными и имеют много преимуществ перед полимербетоном. Но давайте продолжим рассматривать оборудование. Как было отмечено выше, нужен вибростол, желательно формовочный, он позволит придавать определённую форму нашей заготовке.
Также необходим чашечный распылитель и смеситель для замешивания раствора. Конечно, нам понадобятся формы, об этом нужно подумать заранее. Всё зависит от того, для чего, а точнее, для какой сферы деятельности мы производим мрамор. Ну а сейчас более подробно о том, как проходит сам процесс изготовления.
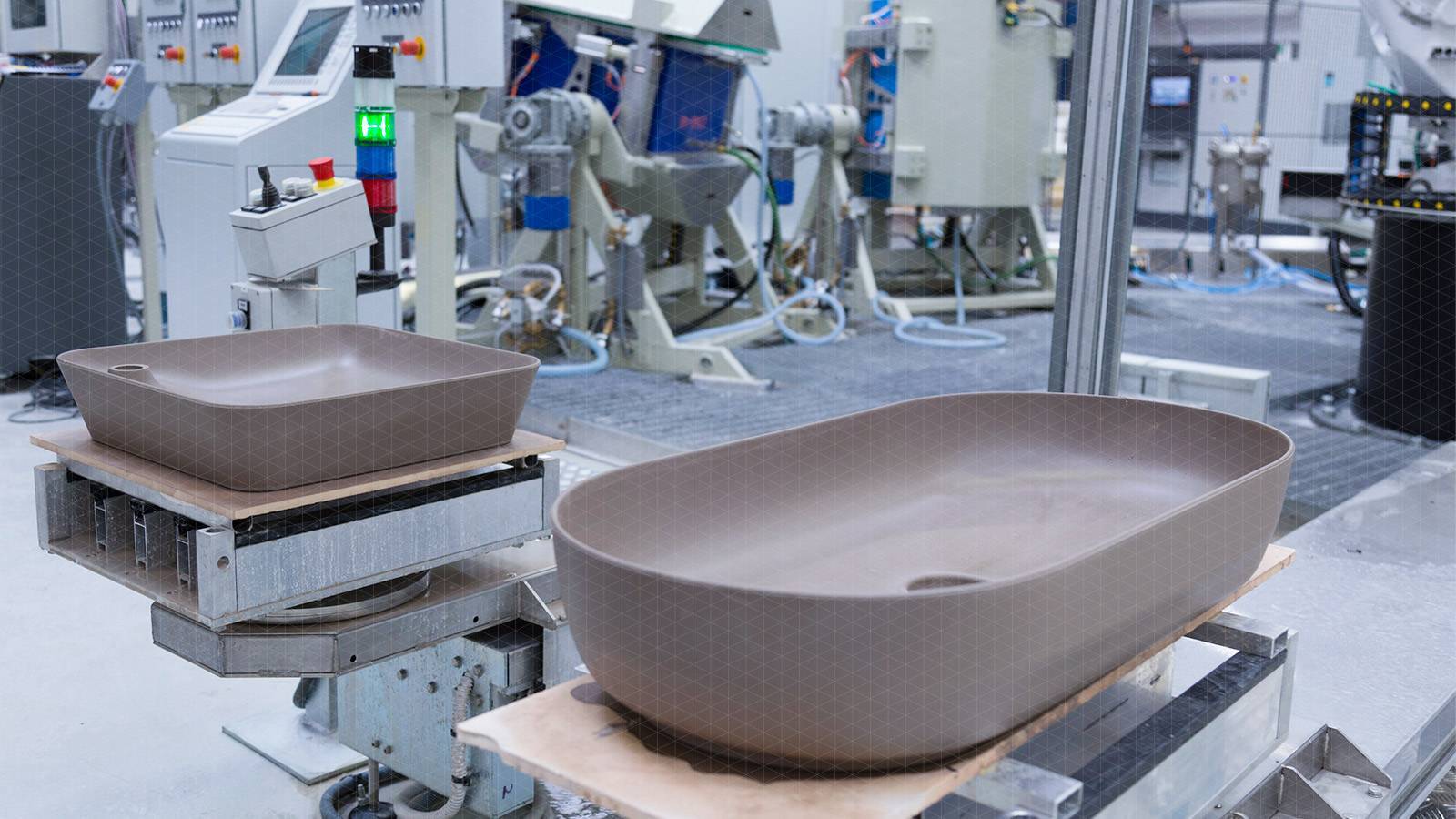
Характеристика столешницы из жидкого камня
Понятие «жидкий камень» вгоняет многих людей в тяжелые раздумья. А ведь действительно, как такое возможно? Ведь в нашем привычном понимании камень характеризуется как твердый материал, и его крайне сложно представить в другом состоянии. Но на самом деле все довольно просто, жидкий камень – это такой специальный состав. После нанесения он превращается в твердую и прочную поверхность. Для столешницы такой компонент применяется в виде декоративной составляющей, благодаря превосходным эксплуатационным параметрам. К примеру, готовое изделие обладает стойкостью к действию высокой и низкой температуры, пониженным уровнем проводимости тепла, безопасностью. Самое приятное – оптимальная цена, которая доступна большинству людей.
За счет пластичности жидкого камня столешницу можно придать любую форму.
За счет пластичности материала, столешницы могут изготавливаться различной формы. При этом только от фантазии зависит уникальность проекта. Отсутствие пор в структуре способствует тому, что предмет кухонного гардероба не разбухает, не трескается. Потому на нем не появляются царапины, пятна, не размножаются бактерии и другие негативные последствия для рабочей поверхности не страшны.
Жидкий камень устойчив к влаге и высокой температуре.
Материал гладкий, а в процессе производства задействуют бесшовный метод, потому готовая продукция выходит в литом виде. Внешне «жидкий камень» очень напоминает гранитную поверхность или мрамор, потому кухня с такой отделкой наполняется благородством и роскошью.
Описание оборудования для производства акрилового камня

Для производства акрилового камня требуется следующее оборудование.
- Дозаторы – аппараты, обеспечивающие подачу точно установленных доз одного – однокомпонентный прибор, или многих веществ – многокомпонентный. Регулируется автоматически, подача осуществляется либо в определенном временном режиме, либо согласно заданной программе. При малых объемах производства дозатор может быть заменен обычными электронными весами.
- Смеситель – аппарат для смешивания многокомпонентной смеси. Здесь требуется смеситель для вязких жидкостей.
- Литьевая форма – включает особенности будущей продукции: столешница, подоконник, листовой материал и так далее.
- Вибростол – вибрации способствуют удалению пузырьков воздуха и уплотнению материала. При изготовлении небольших объемов продукции вибропрессование является этапом необязательным.
Весовые дозаторы сыпучих материалов
Весовые дозаторы предназначены для отвешивания и подачи твердых сыпучих материалов, однако подходят и для дозирования жидкостей. Различают два вида устройств по способу подачи материала.
- Дискретные – сухие ингредиенты взвешиваются в емкости на тензометрических или платформенных весах. Жидкие компоненты отмеряются пропорционально высоте слоя жидкости. Здесь важны правильные настройки с учетом плотности вещества.
- Дозаторы непрерывного действия – управляются автоматически. Материал подается на весоизмерительный транспортер с определенной скоростью. Сигналы о массе и расходе компонентов используются для коррекции скорости движения транспортера. Возможен вариант, где отмеряемый материал подается на неподвижный лоток, размещенный на тензометрических весах.
Формы для литья
В зависимости от объема производства изготавливаются из различных материалов:
- силикон – выдерживает до 30–40 отливок, как правило, применяется при очень небольших объемах;
- стекло – отличается гладкостью внутренней поверхности и малой адгезией к полимерным смолам, но хрупкое и требует бережного обращения;
- стеклопластик – обладает достоинствами стекла, но намного дешевле. Очень популярный вариант для изготовления искусственного камня;
- нержавеющая сталь глянцевая – прочный, долговечный материал;
- полиуретановые – выдерживают до 500 отливок. Это вариант для производства среднего масштаба, так как по стоимости они куда дороже силиконовых.
Если выпускается изделие сложной формы – раковина, ванная, то форма состоит из двух частей – отрицательной и положительной матрицы.
Перед заливкой готовой смеси формы обязательно обрабатываются антиадгезийным составом, иначе продукт нельзя будет отделить. Чаще всего используется силиконовый разделитель, так как он эффективнее – достаточно 1 слоя, и проще наносится – кисточкой или пульверизатором.
Промышленный смеситель
Смесительное оборудование является главным элементом линии: неоднородная смесь гарантирует получение некачественной продукции.
В производстве акрилового камня используются лопастные вакуумные смесители или рамные. Последние более эффективны, так как перемешивание производится не двумя горизонтальными пластинками, как в классической лопастной модели, а несколькими вертикальными, закрепленными на раме.
Мощность прибора невелика: перемешивание вязких жидкостей осуществляется при малых оборотах.
На этапе смешивания производится вакуумирование – откачка воздуха из герметичной емкости смесителя. Таким образом предупреждается попадание воздуха в смесь и более эффективное перемешивание, так как используется вся емкость аппарата.
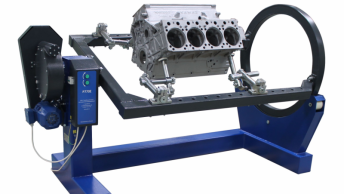
Вибростол
Применяется при необходимости уплотнения и трамбовки смеси в литьевых формах. Продукт в этом случае отличается большей плотностью, а, значит, и прочностью.
Состоит аппарат из следующих частей:
- подвижная рабочая столешница – изготавливается из листов нержавеющей стали;
- двигатель с дебалансом – приводит в движение столешницу;
- панель управления.
Величина рабочего стола и, собственно, мощность силового привода, определяют область применения.
На вибростолы устанавливаются приводы 2 видов:
- гидравлический – обычно применяется при изготовлении тяжелых изделий с весом до 500 кг. Используется беспружинная система;
- электрический – распространен куда больше. Столешница оборудована пружинной системой. Питание может быть от 220 и 380 В.
Особенности промышленного производства пластичного камня
Изначально технология производства держалась в секрете первым производителем, но по мере распространения этой гибкой облицовки другие компании научились имитировать эксплуатационные и эстетические свойства, разработали новые методики, среди которых превалируют классическая и насыпная.
Классическая
Согласно первоначальному алгоритму все производственные процессы обустраивались в карьерах, где присутствуют наружные пласты песчаника
Важно, чтобы природное сырье было доступным для обширного среза. Значительная часть манипуляций подразумевает ручной труд, процесс минимально механизирован
Пласт песчаника шлифуют так, чтобы добиться гладкой поверхности, на него наносят полимерный клей и накладывают тканевую основу. На солнце связующий состав полимеризуется, далее основа снимается вместе со слоем сырья. Заготовку сушат на солнце. В итоге образуется дорогостоящий материал с эксклюзивным рисунком.









Насыпной
Основывается на мелкофракционных материалах, их смешивают с пигментами. Шаблон покрывают стекловолокном с клеящим составом. На обработанной ткани распределяют сыпучее сырье, фиксируют эту заготовку на шаблоне, трамбуют с помощью резинового валика. Форму сушат, после чего материал вынимают из шаблона, стряхивают частицы, которые не пропитались клеем.
Какое оборудование выбрать для производства столешниц
После того, как помещение и персонал будут найдены, можно переходить к закупу оборудования. Поиск его лучше начать заблаговременно. Нельзя забывать, что почти все столешницы изготавливаются по индивидуальным эскизам, поэтому тратить большие деньги на покупку специальных форм будет просто нецелесообразно. Лучше обойтись ручным электроинструментом и расходными материалами. Итак, для осуществления деятельности будут необходимы:
- Фрезер. Он обязательно должен быть достаточно мощным (не менее 1600 Вт) и качественным. Средняя цена – 11 тысяч рублей. С помощью него подгоняются швы, сглаживаются все неровности, делаются различные фигурные элементы.
- Шлифмашина. Ее средняя стоимость – 10 тысяч рублей. Она нужна для шлифовки и полировки поверхности столешницы.
- Лобзик. У него не должно быть маятникового хода. Такой инструмент обойдется в 2–5 тысяч рублей. Именно с помощью него раскраиваются листы.
Работа невозможна без специальных сборочных столов и некоторого другого производственного оборудования. Не обойтись будет и без расходных материалов, к которым можно отнести:
- специальные шлифовальные шкурки;
- полироли;
- различные насадки для электроинструментов (пилки, фрезы);
- пистолеты для клея;
- струбцины;
- триммеры.
В процессе развития собственного предприятия можно будет задуматься о его расширении. Это будет сопровождаться покупкой дополнительных единиц оборудования и наймом персонала.
Технология производства декоративного камня: пошаговый план изготовления материала
Если говорить просто, то для того, чтобы изготовить искусственный камень, нужно подготовить и смешать составляющие, залить раствор в специальные формы, а после дать достаточно времени для сушки.
Но если разбирать данный процесс основательно, сможем выделить 5 основных этапов производства.
Итак, технология производства декоративного камня включает в себя такие шаги:
Подготовка составляющих и литьевых форм.
Для изготовления декоративного стройматериала необходимы простые, распространённые компоненты – песок, цемент, гипс, пластификаторы и красители. Также нужны специальные литьевые формы, без которых нельзя будет придать стройматериалу желаемую форму.
Формы нужно подготовить заранее. Сначала можно купить 5-10 штук, позже – расширить их количество до 20. Соответственно, вы сможете расширить и ассортимент изделий.
Литьевые формы должны быть выполнены из пластичного материала, что обеспечит четкость рисунка готового камня. Одна такая форма используется до 1000 раз, после чего сменяется новой.
Смешивание компонентов.
На втором этапе, когда все составляющие готовы, замешивается раствор. Делать это лучше всего при помощи растворосмесителя.
В зависимости от того, где будет использован декоративный камень – внутри или снаружи, составы для его изготовления будут отличаться.
Если замешивается раствор для наружной отделки зданий, то в его состав входят цемент, песок, пигмент и вода. Сначала в соотношении 3:1 смешивают цемент и песок, затем добавляют краситель и воду. Густота раствора должна быть подобна сметане.
Первый слой такого раствора заливают в форму, устанавливают металлическую сетку для дополнительной прочности и заливают ее еще одним слоем раствора.
При производстве декоративного материала для внутренних отделочных работ в смесь добавляют также и гипс. При этом порядок замешивания ингредиентов и консистенция будущего раствора остаются прежними.
Стоит учитывать, что гипс быстро твердеет, поэтому после замешивания его стоит сразу же поместить в форму. Заливать два слоя необходимости нет, камень для внутренних работ должен быть тонким.
Устранение пористости.
После приготовления раствора и помещения его в формы для того, чтобы готовый камень имел высокое качество, необходимо уменьшить его пористость. Для этого используют вибростол.
На него помещают формы, после чего в течение нескольких минут происходит легкое встряхивание. Это позволяет уменьшить количество пузырьков воздуха и увеличить плотность изделий.
Сушка камня.
Сразу после того, как формы будут сняты с вибростола, их помещают в сушильные кассеты (камеры). Здесь при температуре 30°С изделия будут сушиться около 8-12 часов.
Упаковка готовых изделий.
Только хорошо просушенные изделия вытягиваются из форм и отправляются на склад готовой продукции, где они упаковываются и подлежат отправке конечному потребителю.
После использования формы необходимо тщательно вымыть, причем с использованием кислоты, чтобы они могли быть использованы в дальнейшем.
Из таких простых 5-ти этапов и состоит технология производства искусственного камня. Сложного в ней ничего нет. Главное – правильно рассчитать пропорции компонентов при замешивании раствора.
Литьевой мрамор
Он один из самых популярных видов. Он являет собой композитный материал из минерального наполнителя (кварц, мраморная крошка), отвержденной полиэфирной смолы и пигментов, красителей.Технология изготовления литьевого мрамора:
- Подготовить формы – очистить их от предыдущего цикла, отполировать, смазать антиадгезионным веществом.
- Подготовить консистенцию, смешав все компоненты. Наличие пигментов определяет конечный цвет изделия.
- Залить вещество в специально подготовленные формы, которые определят будущую форму изделия (например, поверхность столешницы или подоконника).
- Форма перемещается на виброплощадку на несколько часов, где обрабатывается для снижения пористости материала.
- После затвердения полученный мрамор достается из формы (около 12 часов).
- При необходимости производится механическая обработка готового изделия.
Технология изготовления мрамора из бетона:
Технология производства искусственного мрамора из бетона дает возможность получить прочный материал, который внешне практически не отличается от природного камня. Для его изготовления необходимо:
- цемент;
- песок кварцевый;
- пигменты, красители;
- пластификаторы.
Полученные изделия имеют обтекаемую глянцевую поверхность. После выемки из формы дальнейшей обработки выполнять не нужно. Плитка по такой технологии производится из морозостойкого бетона в различных авторских формах, которая имитирует старую брусчатку или тротуарную глянцевую поверхность. Такой материал долговечный и надежный, не поддается механическим повреждениям.
Изготовление полиуретановой формы
Такого поверхностного обзора вполне достаточно, чтобы выбрать материал для формы. Пластиковые изделия автоматически отпадают из-за отсутствия заводского оборудования. Деревянные модели слишком грубые и ненадежные. Для домашнего использования лучше отдать предпочтение полиуретановым матрицам, поскольку в них можно делать камни из цементного и гипсового раствора, они просты в изготовлении, для работы не нужна вакуумная машинка, да и цена приятно радует.









На этом видео подробно показано изготовление формы для камня из полиуретана:
Весь процесс производства декоративного камня сводится к тому, чтобы удержать смесь в нужном положении до затвердевания. Описанную ниже инструкцию можно использовать как для полиуретановых, так и для силиконовых форм. Единственное отличие заключается в том, что в случае с силиконом необходимо убирать пузырьки воздуха вакуумным способом, а не прогреванием.
Для работы вам понадобятся следующие инструменты и материалы:
- литьевой полиуретан двухкомпонентный Duramould ET 45A (полиуретан+затвердитель) – 10 л;
- силикон для сантехники (водостойкий);
- образцы искусственного камня с подходящей текстурой поверхности;
- мебельная плита МДФ;
- разделитель;
- миксер (строительный или бытовой);
- саморезы по дереву;
- весы (лучше взять кухонные электронные, поскольку они более точные);
- шпатель;
- пластиковое ведро объемом 1 л.
Как сделать формы для камня:
- Положите плиту МДФ на стол или ровный участок земли.
- Разложите на нем 0,5 м² образцов природного или искусственного камня, оставляя между элементами зазор в 1 см.
- Когда все камни заняли свое место, поочередно приклейте каждый из них к плите сантехническим силиконом.
- Из плиты МДФ соорудите опалубку. Высота ее должна превышать верхнюю границу образцов на 2-3 см. Прикрутите щиты опалубки к плите саморезами и тщательно замажьте все стыки силиконом. Наносите его снаружи и изнутри щитов.
- Проверьте горизонтальность поверхности строительным уровнем.
- Когда силикон полностью застынет, нанесите на камни и внутреннюю поверхность МДФ разделитель. После застывания он образуем непроницаемую пленку, поэтому после высыхания полиуретановой смеси форму можно будет с легкостью отделить от камней.
- Для изготовления формы можно использовать не только английский полиуретан Duramould ET 45A, но и любой другой. Возможно, вы найдете варианты подешевле, главное, чтобы он был двухкомпонентный. Duramould ET 45A поставляется в пластиковых канистрах объемом по 5 л – красная жидкая и прозрачная вязкая. Пользуясь весами, отмерьте по 0,5 л из каждой канистры и перелейте их в ведерко.
- Перемешайте миксером до однородности и залейте смесь в опалубку.
- Слегка прогрейте поверхность феном, чтобы вышли пузырьки воздуха. Порционно заполните форму до краев и оставьте высыхать примерно на сутки.
- За это время вязкая субстанция схватится и превратится с эластичную форму для производства камня. Теперь можно разбить опалубку и вынуть матрицу. В тех местах, где полиуретан сильно залип и не поддается, можно поработать канцелярским ножом.
- Если вы как следует приклеили камни-образцы к плите МДФ, снять форму не составит труда. Если же некоторые элементы все же остались в матрице, их можно аккуратно выдавить оттуда.
- После отделения формы дайте ей некоторое время, чтобы полностью обсохнуть – внутренняя поверхность первое время будет немного сырой и жирной. Протрите ее сухой ветошью без нажима и оставьте на пару часов. После этого можно начинать делать красивые декоративные камни собственного производства.
Несмотря на кажущуюся элементарность всей технологии, для изготовления идеальной и ровной формы необходимы навыки и четкое следование инструкции. Смешивайте полиуретановые компоненты в четком соотношении – от этого зависят эксплуатационные характеристики будущего изделия. Прежде чем приступать к отливке формы советуем потренироваться «на кошках» — сделать формочки малых размеров из одного кирпича, камня или рельефной плитки.