

Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Листогиб — проекция сбоку
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
- К укосинам приварить гайку болта.
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
В данном самодельном станке для гибки листового металла есть много особенностей:
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Производственный план
Выгодное производство профилирующих листов намечается расположить в индустриальной области мегаполиса. Спецоборудование слишком большее, по этой причине необходима площадь на большом участке, даже если станут изготавливаться малые объемы продукции.
Нужно не только расположить монтажную линию станков, но учесть место для разворота листов и их складирования. Объем арендуемого участка составит 160 кв. м. Арендная сумма – 4 дол. за кв. м.
Пошаговый бизнес план производства профнастила имеет ряд существенных преимуществ, в сравнении с подобными проектами:
- не обязательно присутствие водопровода;
- если предприятие будет работать в весенне-летний период, отопление не потребуется.
- Основное – присутствие необходимых электромощностей и достаточной вентиляции.
Оборудование
Пример бизнес плана производства профнастила разных размеров и цветов обязательно должен содержать список необходимого оборудования.
Расходы на приобретение нужного оборудования составят около 14000 дол.
Структура монтажной линии будет содержать следующие станки:
- бухторазматыватель узкорулонного сплава;
- гибочный аппарат;
- гильотина;
- транспортно-приемочный столик;
- механическая концепция управления (АСУ).
Техническая процедура изготовления профнастила на таком оборудовании подразумевает придание стальному листу трапецеидальной фигуры.
Штат сотрудников
Небольшой завод по производству профнастила будет нуждаться в минимальном штате сотрудников:
- Наладчик станков (1 чел.) – ответственный за монтажнцю линию. Заработная плата зависит от штучной выработки продукта, в среднем — 250 дол.
- Подсобные рабочие (2 чел.) – в их прямые обязанности вступает загрузка и выгрузка материала/готового продукта. Оплата – 150 дол.
- Менеджер сбыта (1 чел.) – в список обязательств вступает реализация профнастила и отбор потенциальных покупателей. Оплата: 250 дол. от выручки, включая %.
- Директор – ведет контроль за работой компании, заключает договора, налаживает связи с торговыми точками. Оклад 350 дол.
 Производство профнастила
Производство профнастила
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина. Таким образом, собственноручно собранный станок для профнастила готов
Принцип его действия очень простой:
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Система налогообложения
Если на предприятии будут осуществляться розничные продажи, то необходимо получить регистрацию плательщика единого налога на вменяемый доход (ЕНВД). Ставка составляет от 5% до 15%. Тогда ИП может совершать наличные денежные расчеты без использования контрольно – кассовой техники (ККТ), но с обязательной выдачей чека, либо другого документа, который подтверждает принятие денег за товар. Если же на предприятии осуществляется производство и оптовая торговля, то можно применить только общую, либо упрощенную систему налогообложения (УСН). Рас четы могут производиться как через расчетный счет, так и через ККТ.
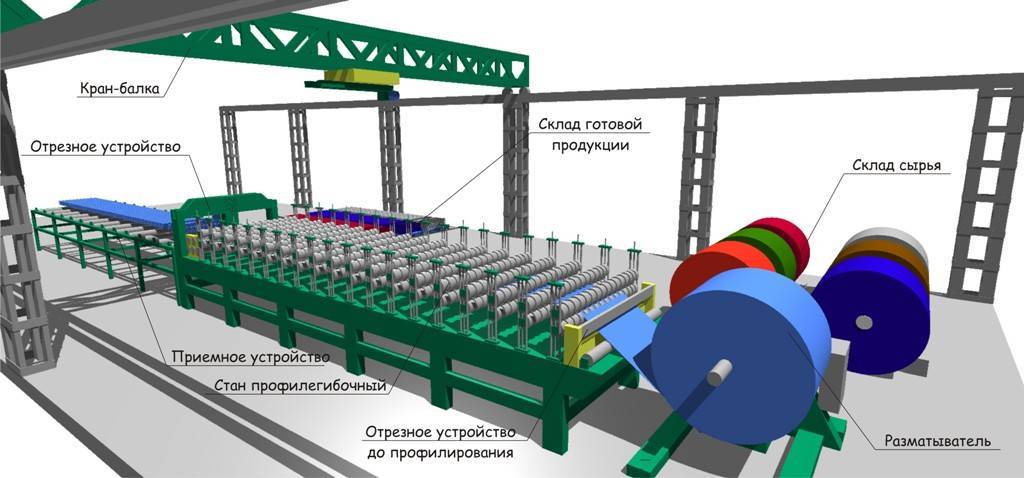
Структура производственных линий
Наличие следующих механизмов и приспособлений обеспечит бесперебойную работу с достаточными результатами:
- Механизмы для фиксации рулонов с листовой сталью. Разматывание тоже должно выполняться автоматически. Надо учитывать, что общий вес используемых рулонов может достигать 10 тонн. Манипулировать материалами сложно, если нет специальных приспособлений.
- Специализированные установки, регулирующие степень провисания заготовок между приёмной частью станков и механизмами разматывания. Ручной режим только замедляет процесс, а высокая скорость обработки здесь важна.
- Несколько групп рабочих валков, для повышения производительности и результативности. Ещё эти группы валков получили название «клетей». В составе автоматизированных линий для производства профлиста они выполняют различные функции. Основным остаётся загрузка листового материала в зону, где проводится обработка. Далее с изделиями проводятся рабочие операции, либо их выгружают из станка.
- Механизм привода. Главное – чтобы его мощности хватало для обеспечения всех технологических операций.
- Качественные устройства для резки, при использовании которых не появляется заусенцев и других подобных дефектов.
- Специальные отсеки у станков, куда складируются готовые изделия.
Для управления можно использовать автоматизированную систему, либо более простые приспособления. Но последние не способны обеспечить полную автоматизацию производственного процесса. Зато для управления можно приглашать даже мастеров, обладающих невысоким уровнем квалификации.
Некоторые самые простые виды станков можно изготовить собственными руками. Возможности оборудования в техническом плане будут ограничены, но его можно использовать, если толщина изделия нужна небольшая. Станки применяют и для производства оборудования, связанного с кровлей. Основой будет каркас, устанавливаемый на бетонном основании.
Достаточно заранее изучить все нюансы, чтобы организовать прибыльный бизнес по производству профлистов. Правильно принятые решения способствуют быстрой окупаемости, даже если вложения будут максимальными. Оборудование и его разновидности тоже влияют на результат. Многие производители отдают предпочтение полностью автоматизированным линиям, ведь они экономят массу времени. Останется только выбрать канал для сбыта продукции в готовом виде. Лучше провести небольшую рекламную кампанию, размещая информацию во всех средствах массовой информации. Рекомендуем посмотреть существующих производителей профнастила и произвести конкурентную разведку.









10.03.2020
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила
Все болты закручиваются не в полную силу, а листы подают крайне осторожно
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Типы оборудования
Простое производство становится причиной того, что и сами изделия в готовом виде стоят не так много. Технология основана на том, что оборудование протягивает стальной прокат, листового типа или скрученный в рулонную форму. Форма профиля в итоге определяется специальными вальцами, через которые изделие тоже проходит.
В производстве используют как ручные, так и полностью механизированные виды устройств. Доступ к оборудованию с каждой стороны упрощается, если помещения – светлые и просторные.
То, как сырьё хранится и производится, влияет на итоговое качество изделий. Поэтому недопустима высокая влажность и показатель температуры ниже +4 градусов.
Разматыватель
Основное назначение приспособления – подача в формовочную машину рулонной тонколистовой стали. Для управления используется автоматизированная система, как и с оборудованием других видов. Снабжаются собственной автоматикой. Благодаря этому синхронизируются друг с другом скорость прокатки металла и подачи металлической ленты. В этом процессе участвует и тормозное устройство.
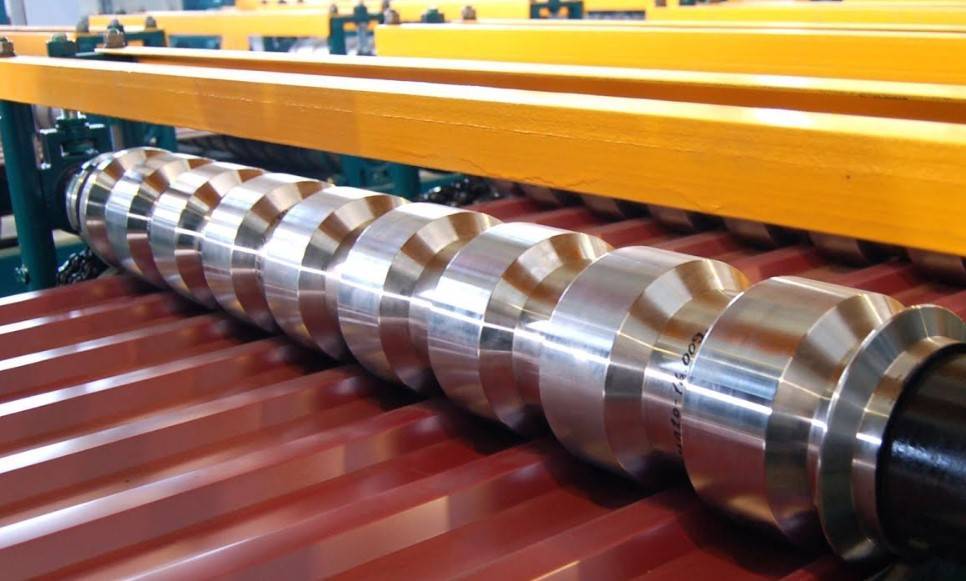
Многоклетевой прокатный стан
Мало какая автоматизированная линия, связанная с профильными листами, обходится без такого оборудования. Устройство способствует появлению гофрированных поверхностей вместо гладких основ. Надо учитывать несколько нюансов, когда пользуются оборудованием данного класса:
- Металл прокатывают через вальцы специальной формы.
- Выбор параметров зависит от того, какой именно лист нужен заказчику в настоящий момент.
- Первая клеть – место, где начинается формирование изделия.
- Общее количество клетей на производстве определяется сложностью гофры.
Конструкция позволяет выделить гидравлические, либо пневматические типы оборудования.

Производство профнастила
В пневматических станках исходный материал вдавливают в матрицу с помощью пуансона, сохраняя высокое давление при обработке. Благодаря этому листы в итоге могут иметь следующие габариты:
- Длина до 2,5 метров.
- Угол гиба до 90 градусов.
- Толщина металла до 1,5 миллиметров.
Гидравлические формовочные машины действуют по такому же принципу, что и пневматические. Но эти устройства выигрывают у существующих аналогов по своей мощности. Они поддерживают автоматическую замену пуансонов и матриц в случае необходимости. При просмотре графической модели мастер выбирает, какие параметры профилированного листа его интересуют. Различается скорость, с которой осуществляется прокатка.
Другие механизмы
В рулонах приобретают листы стали, которые и становятся основным материалом для любого производства. Разворот основы упрощается при сохранении небольшой толщины. С такой работой справятся даже вручную. Другое дело – когда толщина значительная. Тогда станки требуется снабжать дополнительными приспособлениями, отвечающими за гибку.
Ручные либо механизированные приводы ставят на оборудование в зависимости от того, какая нужна производительность. Ручные станки, определённо, могут похвастаться более простыми конструкциями. Но вместе с тем они требуют значительных физических усилий, поэтому применять станки такого типа для крупного и постоянного производства проблематично.
Но с определёнными сложностями связано и применение полностью механизированных станков в домашних условиях. Ведь требуется наличие приспособлений, обеспечивающих нарезку изделий определённой длины. Обычные гильотинные ножницы для подобных операций не подходят.









У современных автоматов такие ножницы выполнены в форме прокатываемого профиля. Главное преимущество автоматического оборудования – оно не оставляет заусенцев на поверхности. Просечные ножницы устанавливаются, когда толщина металла становится значительной. Только благодаря этому обеспечивается идеальный гиб.
Стоит помнить об автоматической системе управления, без которой ни одна производственная линия не даст требуемого результата. Она управляет целым рядом важных факторов:
- Скорость прокатки.
- Количество профилей.
- Длина.
- Контроль.
- Индикация всех цепочек технологического процесса.
Линией можно управлять плавно, без резких скачков. Благодаря этому оборудование служит лучше, а изделия в итоге получаются качественными.
Станок для профнастила
Виды станков для производства профлиста
Невысокая цена изделий достигается простотой производства. Технология заключается в протяжке стального проката (скрученного в рулон или листового) для придания формы через специальные вальцы, конфигурация которых определяет форму профиля.
Условия хранения сырья и размещения производства могут влиять на качество производимой продукции, поэтому на складе и в цеху не допускается высокая влажность и понижение температуры ниже +4 градусов.
Механические станки
Ручной листогиб является самым простым станком для изготовления профлиста и имеет высокую популярность среди представителей малого бизнеса и в частных хозяйствах. Для открытия небольшой мастерской не потребуется больших капиталовложений. Оборудование для ручного производства возможно устанавливать непосредственно на строительных площадках. Правильно настроенный механический станок для изготовления профлиста позволяет работать со стальным прокатом как в листах, так и в рулонах толщиной от 0,4 мм до 0,6 мм, шириной 2 метра. Механический листогиб имеет ряд преимуществ:
- не требует электричества;
- компактность;
- можно менять количество волн;
- для обслуживания достаточно двух человек;
- позволяет изготавливать элементы кровли.
Автоматизированные линии
В промышленном производстве профильного листа применяются автоматизированные линии полного цикла с высокой производительностью. Установка такого оборудования требует определенных условий:
- большое помещение не менее 100 м² с ровным бетонным полом и большими воротами;
- кран-балка;
- наличие электроэнергии 380 Вольт, допустимая мощность до 23 кВт;
- хорошие подъездные пути.
В состав автоматизированной линии входит комплекс оборудования необходимого для производства:
- Разматыватель рулона — предназначен для разматывания и подачи оцинкованной стали из рулона на станок, а также для контроля провисания листа и синхронизации скорости подачи материала.
- Станок для прокатки профлиста (пневматический или гидравлический) — является основным механизмом линии, принимает сырье и при помощи вальцов, из плоского листа изготавливает профильный.
- Ножницы-гильотина с ножами, повторяющими профиль — отрезают лист до нужного размера, для жесткости крепят гильотину на станину, где установлен станок для изготовления профнастила.
- Приемное устройство — оборудовано автоматическим штабелером, обеспечивает прием готовой продукции и формирует пачки.
- Система, управляющая всеми процессами — связывает в единую сеть все механизмы и контролирует их работу.
Это интересно: как покрасить профнастил своими руками.
Изготовление профнастила как бизнес
Инвестиции в приобретение станка для производства профнастила экономически оправданы. Строительство новых объектов, реконструкция старых, развитие инфраструктуры постоянно требуют качественных материалов. Рынок растет и развивается, спрос увеличивается.
В сфере изготовления стальных профильных листов очень высокая конкуренция и чтобы конкурировать на этом доходном рынке, необходимо не только использовать хорошее сырье и материалы, но и производить профнастил на качественном и обслуженном оборудовании. На настоящий момент, по мнению экспертов, рентабельность производства профильной стали составляет от 20 до 40%.
Использование при производстве автоматики
Для того чтобы принять уже готовую продукцию и сформировать пачки, а также в целях упаковывания полученных изделий, необходимо использовать специальное приемное устройство. В данной ситуации речь идет об откатной тележке. Вместо нее также можно воспользоваться автоматическим штабелером, который обладает автоматизированной системой управления.
Длина, характерная для приемного устройства, будет полностью зависеть от параметров изготавливаемого профилированного листа. За счет использования системы автоматического управления можно регулировать всю процедуру прокатки, а также ту скорость, с которой она производится. С помощью автоматики можно производить запуск всего производства без пробуксовки.
Кроме того, будут отсутствовать и резкие натяжения, которые негативно сказываются на агрегате. Все это делает возможным предотвращение возникновения самых разнообразных аварийных ситуаций за счет применения профилактического мониторинга.
С помощью автоматизированной системы управления можно полностью избежать появления человеческого фактора в процессе производства. Таким образом, будет обеспечена максимальная безопасность оператора, который находится в непосредственной близи с производственной линией.
Безопасность всего производства значительно возрастает в связи с использованием специальных датчиков, которые способны зафиксировать появление ненужных предметов или рук и остановить деятельность до того момента, пока все лишнее не будет убрано.
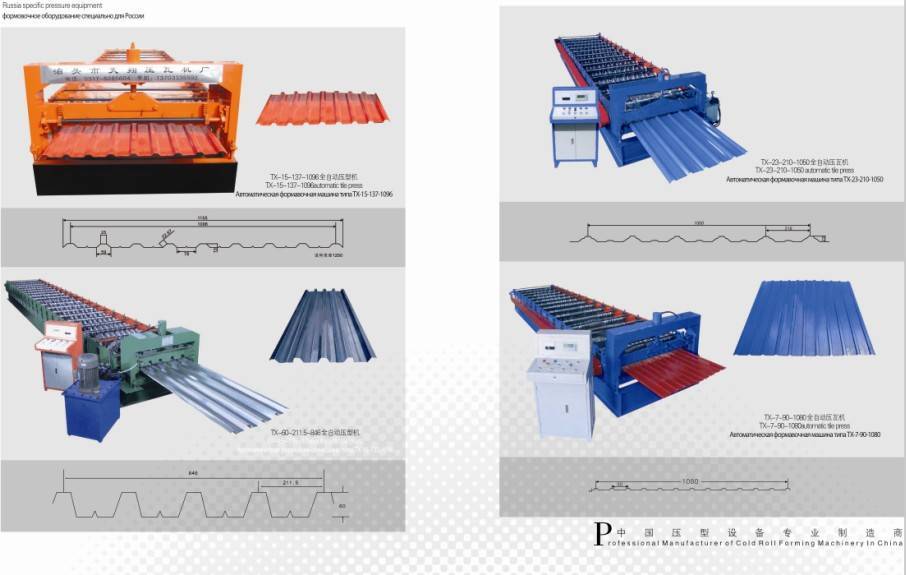
Оборудование для производства профнастила (прокатные станки)
Производственное оборудование может разделяться на холодный метод проката и горячий метод обработки металла листового типа. Холодная обработка распространена намного больше и не требует осуществления нагрева начального сырья.

Линия профнастила
На этих линиях металл катается и режется. Изготовление происходит в виде профилирования, поскольку металл начинает приобретать форму профиля.
Разное оборудование ответственно за выпуск различных профилированных листов всевозможных модификаций. Собственно, тип и вид профиля влияют на дальнейшую область его использования.
Исходя из высоты волны, оборудование использует различное давление для каждого листа.
Производственно оборудование может различаться в зависимости от ступеней механизации:
- автоматизированное оборудование;
- ручной станок;
- передвижное оборудование.

Резка профнастила станком
Например, то же передвижное оборудование может использоваться с целью производства арочного профнастила, когда изготовление таких листов необходимо прямо на строительной площадке. Затем такие элементы успешно используются при строительстве ангаров, зернохранилищ и даже аэродромов.
Ручное оборудование может применяться с целью производства волнистых листов профиля небольших размеров и в небольшом количестве. Вручную выполняются практически все основные технологические операции. Как правило, такое оборудование может применяться строительными организациями, которые занимаются обработкой металла в специальных мастерских. Иногда доборные элементы производятся именно на таком оборудовании.
На автоматических и полуавтоматических производственных линиях как раз представлены автоматизированные станки. Такое оборудование может включать в себя целый комплект механизмов, смонтированных в очередном порядке. Как правило, изготовление профнастила на таком оборудовании происходит достаточно быстрыми темпами. Но ручные станки не рекомендуются для проката сырья, которое имеет полимерное либо лакокрасочное покрытие.
Состав линии производства профиля
Стандартная линия производства обладает следующим составом:
- консольный разматыватель рулонов;
- специальный прокатный стан, на котором формируются профиля;
- ножницы-гильотина;
- приемное устройство;
- автоматика.
Основные этапы рабочего процесса оборудования:
- Оцинкованный лист помещается на специальный консольный разматыватель;
- Ленточное исходное сырье поступает в специальный прокатный стан, содержащий определенное число пар клетей. Как раз число клетей влияет на качество готовой продукции. Каждая пара продукции обладает роликами заданной геометрии, крепящимися на различных валах.
- После прохождения через клети стальным листом приобретается намеченная геометрия.
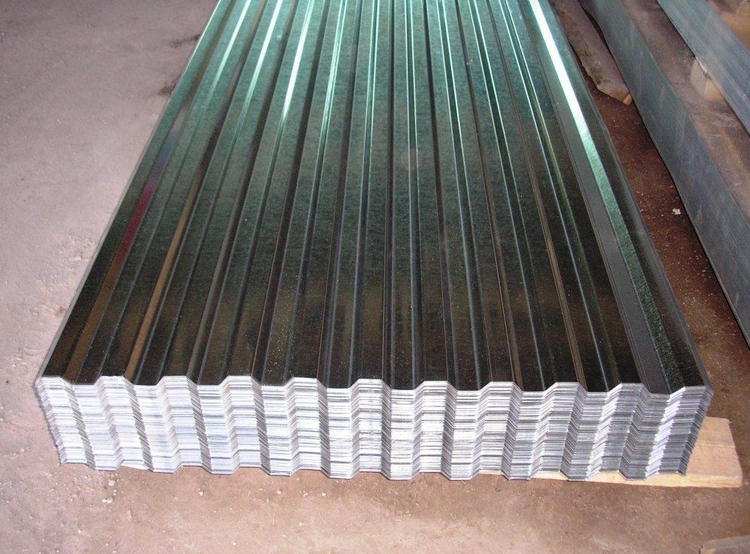
Готовый профнастил
Возможно комплектация производственного оборудования специальным сенсорным пультом, а также электромеханическими ножницами, специальными зажимными устройствами, сборником отходов и другими необходимыми устройствами.
Прокатный стан является основным элементов оборудования и с помощью этого оборудования изготовляется профнастил любого заданного профиля, изготовленного из гладкой стали.
Надо сказать, что буквально каждый день возрастает спрос на профнастил. И эксперту уже считают, что вложение средств в область, связанную с производством прокатной стали – достаточно оправдано в финансовом плане и выгодно.









С целью производства качественного профнастила существует необходимость использования самого высококлассного оборудования и технической линии.
Ручное оборудование для производства профлиста
Чаще всего такое оборудование используется в небольших производствах и при строительстве удаленных объектов, когда доставка небольших партий готового профилированного листа просто нецелесообразна.
Ручное оборудование для профлиста позволяет изготавливать до 150 листов профнастила за одну 8-часовую смену. Фактически, такой станок представляет собой ручной листогиб. С помощью прижима, лист оцинкованного металла фиксируется на рабочем столе, а специальная направляющая изгибает лист на заданный угол, формируя профиль поверхности.
Поскольку ширина рабочего стола в ручных станках ограничена и не превышает 2,5 м, такое оборудование для профнастила не может обрабатывать рулонную сталь. В качестве исходных заготовок используют листы оцинкованной стали размером не более чем 2,5×1,2 м.

Оборудование, приводимое в действие только мускульной силой, для производства профлиста
К преимуществам ручных станков для изготовления профлиста можно отнести мобильность и экономичность (за счет использования мускульной силы человека они не требуют для работы затрат энергоносителей). Такое оборудование для профнастила также легко монтируется, не требует для установки специальных производственных помещений и имеет небольшой срок окупаемости.
Недостатками таких станков являются малая производительность, высокая вероятность брака в виде перекатов и двойного нанесения гофры, возможность использования стального листа не толще 1,0 мм, а также высокая вероятность образования микротрещин слоя полимерного защитно-декоративного покрытия листа. По этой причине обрабатывать на таких станках крашеный металл не рекомендуется.
Многие российские машиностроительные предприятия производят ручное оборудование для изготовления профнастила, цена его в зависимости от качества и комплектации колеблется в пределах от 70 до 100 тысяч рублей.
Производство профиля для гипсокартона
- пневматическая гильотина, которая обрезает лист поперек после того, как будет сформирован профиль;
- модуль для сгибания листа;
- система управления;
- возможна установка панели оператора, которая позволяет быстро внести и сохранить большое количество параметров и контроля по изготовлению профиля.
Весь процесс производства профиля для гипсокартона заключается в работе на небольшом станке для гибки рулонной стали. В него входят такие компоненты:Отметим и то, что если используется летучий рез, то это позволяет ускорить процесс производства почти на 30%, а себестоимость готовой продукции немного уменьшается. Можно заниматься реализацией профиля через простые строительные магазины, но лучше всего рассматривать вариант строительных гипермаркетов.
На сегодняшний день именно такие большие магазины обладают хорошим товарооборотом. (См. также: бизнес план производство гофрокартона). Отметим и то, что бизнес-план производства профиля для гипсокартона должен в себе содержать одно выбранное направление из двух возможных: Из всех возможных вариантов большей востребованностью на рынке пользуются потолочные и направляющие профили. Они повсеместно применяются для сооружения перегородок, устройства навесных потолков, при утеплении стен. Стандартные размеры потолочного профиля – 60*27 мм. Стандартные размеры направляющего профиля – 27*28.
Что касается маркетингового развития открывающегося предприятия, то здесь вряд ли потребуется разворачивать крупномасштабные рекламные кампании. При условии сотрудничества с оптовиками, гораздо важнее наличие выгодного для них коммерческого предложения. А если говорить о собственной торговой точке, в рекламу все же придется вложить определенные средства.
Также надо выбрать подходящую систему налогообложения. Это может порекомендовать юрист или бухгалтер. Чаще всего предприниматели останавливаются на упрощенной системе, особенно если речь идет о старте бизнеса.
При желании в новом отчетном году у вас будет возможность перейти на более удобную систему налогообложения. Бизнес-план обязательно должен учитывать возможные варианты сбыта готового профиля. Несмотря на то, что спрос на эту продукцию высокий, план сбыта надо продумывать детально. Существует три основных канала, по которым продают готовые изделия: На конечный успех дела влияет несколько факторов. Внимательный выбор оборудования и поставщика позволит избежать лишних расходов при монтаже, наладке, а также послегарантийном обслуживании линии.
Отсутствие договора на покупку, монтаж оборудования чревато многочисленными рисками при последующей деятельности. Умение продавать, налаживать производственные и кооперационные связи – пожалуй, главный фактор успешности бизнеса. В этом виде коммерческой деятельности несложно произвести продукцию, гораздо сложнее продать, получить прибыль.
При равных возможностях у участников рынка, аналогичных отпускных ценах на первое место выходит фактор лояльности клиентов.
- ремонт и подготовка помещений к производству – ХХХ руб.
- технологическая линия, прочие машины и оборудование – ХХХ руб.
- формирование запасов сырья и материалов – ХХХ руб.;
- транспорт – ХХХ руб.;
- расходы на рекламную поддержку – ХХХ руб.;
- операционный фонд – ХХХ руб.;
- поиск и обучение рабочих и прочего штата – ХХХ руб.
- резерв – ХХХ руб.
Многообразие факторов, которые оказывают влияние на успешность предпринимательских начинаний, требуют тщательного анализа, структурности и развернутого описания любого вида коммерческой деятельности. Чтобы получить действительно профессиональный и качественный проект, нужны эффективные инструменты, такие как бизнес плана производства профиля для гипсокартона.
Следует тщательно подойти к выбору помещения
Помимо всех требований, предъявляемых непосредственно к оборудованию, надо учитывать и нюансы, связанные с выбором помещения, в котором будет происходить производство строительного материала. Необходимо, чтобы пол был ровным. К нему будет крепиться разматыватель посредством использования анкерных болтов.
Температура в помещении не должна превышать четырех градусов тепла. Если данный параметр не будет соблюден, то в лакокрасочном покрытии начнут появляться трещины. Соответственно, и качество листа будет плохим.
Также необходимо учитывать, что в помещении должно быть установлено специальное устройство для подъема груза. Надо выделить площадь, на которой будет находиться сырье для будущего строительного материала. Соответственно, должно быть выделено и место, где будет храниться уже готовая продукция.





