

Как сделать шлакоблок своими руками
При необходимости можно самостоятельно при минимальных затратах изготовить шлакоблок. Процесс технически несложный, однако достаточно трудоемкий. Вам понадобится наполнитель – в его качестве можно взять смесь песка, щебня, керамзита или граншлака. Можно ограничиться и единственным доступным материалом.
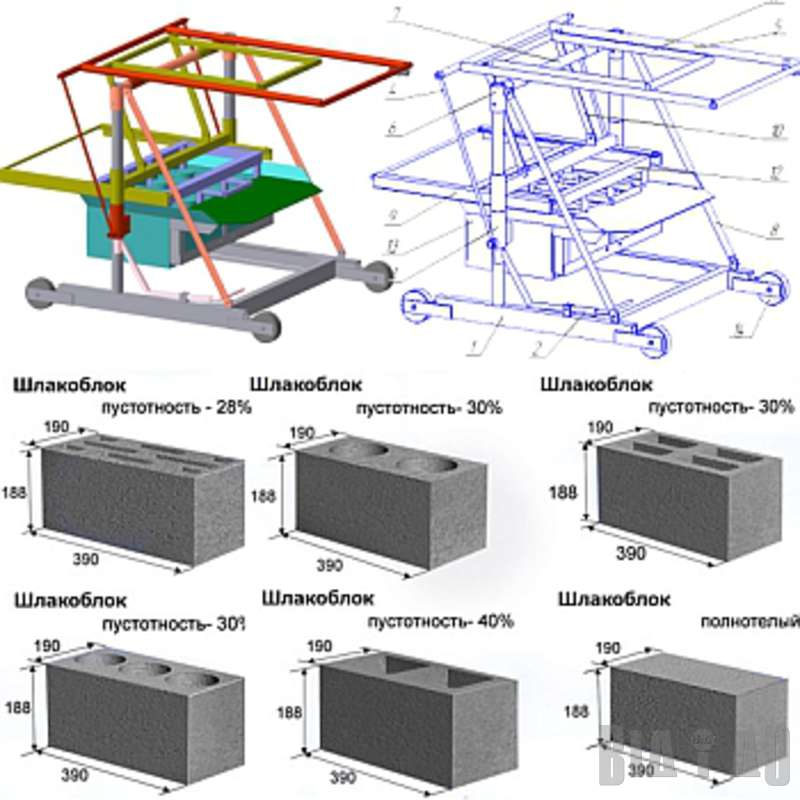
- Первое, что необходимо сделать – выбрать подходящую форму шлакоблока, которую можно купить, а можно и сделать своими руками. Наиболее экономично выгодный процесс производства предполагает наличие максимально возможного количества пустых образований. Лучше всего выбирать форму шлакоблока с двумя пустыми квадратами – это дает возможность до 60 % сэкономить на наполнителях по сравнению с другими вариантами.
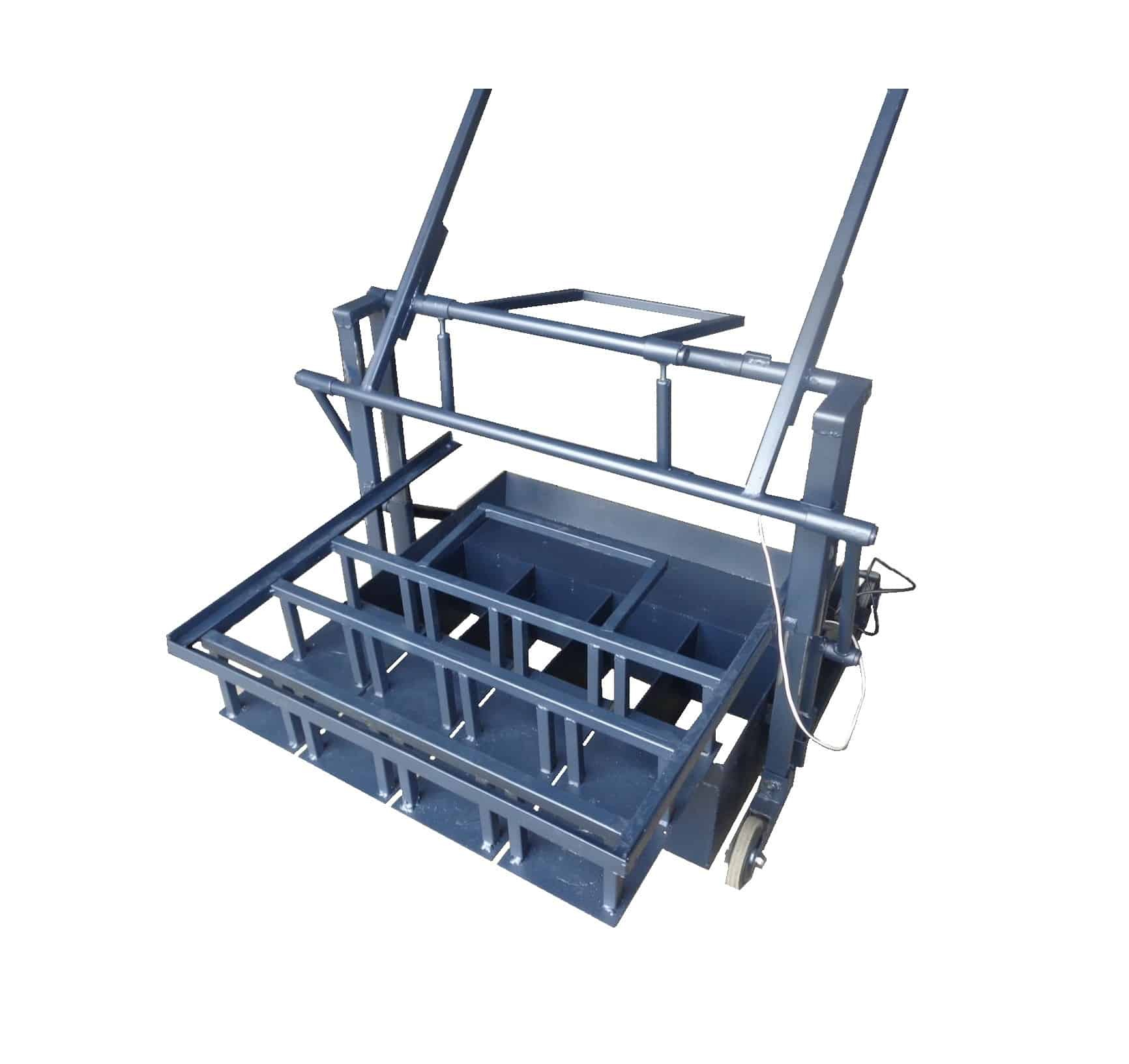
- Далее следует купить станок для производства (вибропресс) небольшой производительности – достаточно ограничиться одним-двумя шлакоблоками за цикл.
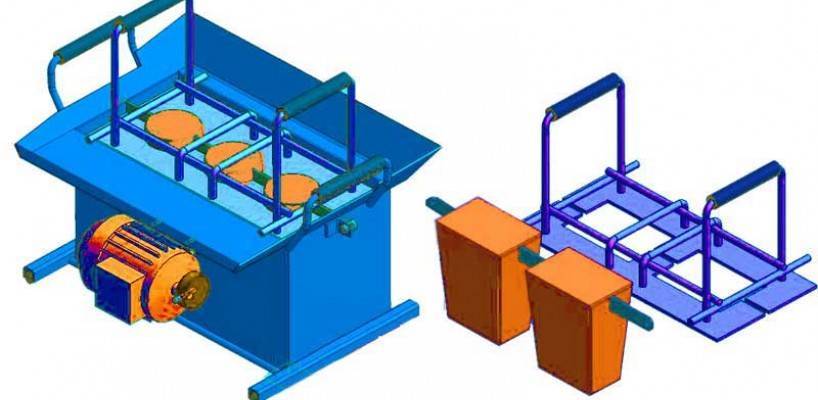
- Можно и сделать самодельный станок для изготовления шлакоблоков, прилично при этом сэкономив. Необходимо обзавестись чертежом станка, сваркой, электродвигателем (который будет служить в качестве вибропресса) и стальным листом.
- С помощью досок нужно изготовить форму для шлакоблоков (кстати, покраска формы значительно облегчит последующие извлечение шлакоблока). Сначала варятся основание и фундамент, а потом к углам присоединяются пружины. На основание приваривается лист из стали.
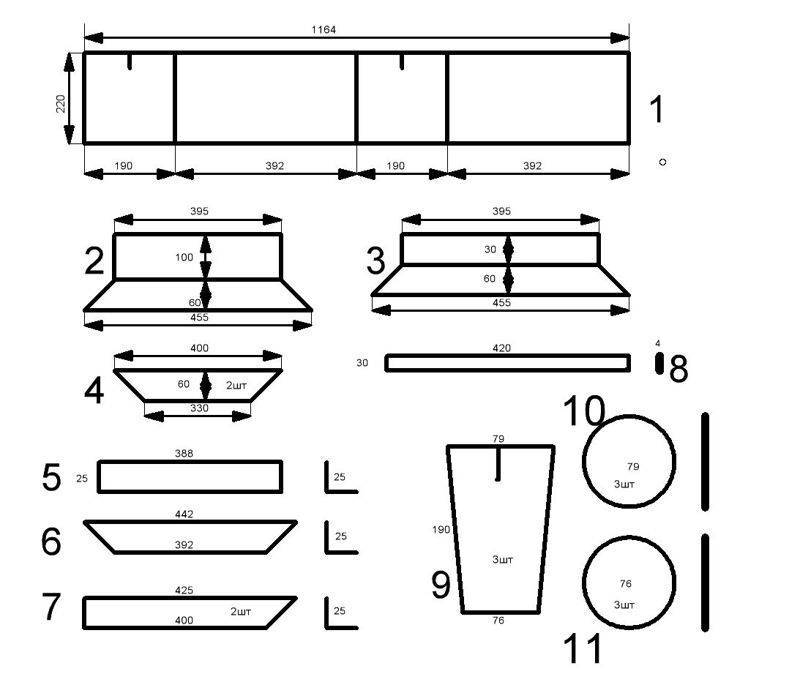
В вопросе, как сделать данные формы, вам помогут опубликованные ниже чертежи и схемы:
схема формы для изготовления шлакоблока
схема заливки шлакоблока
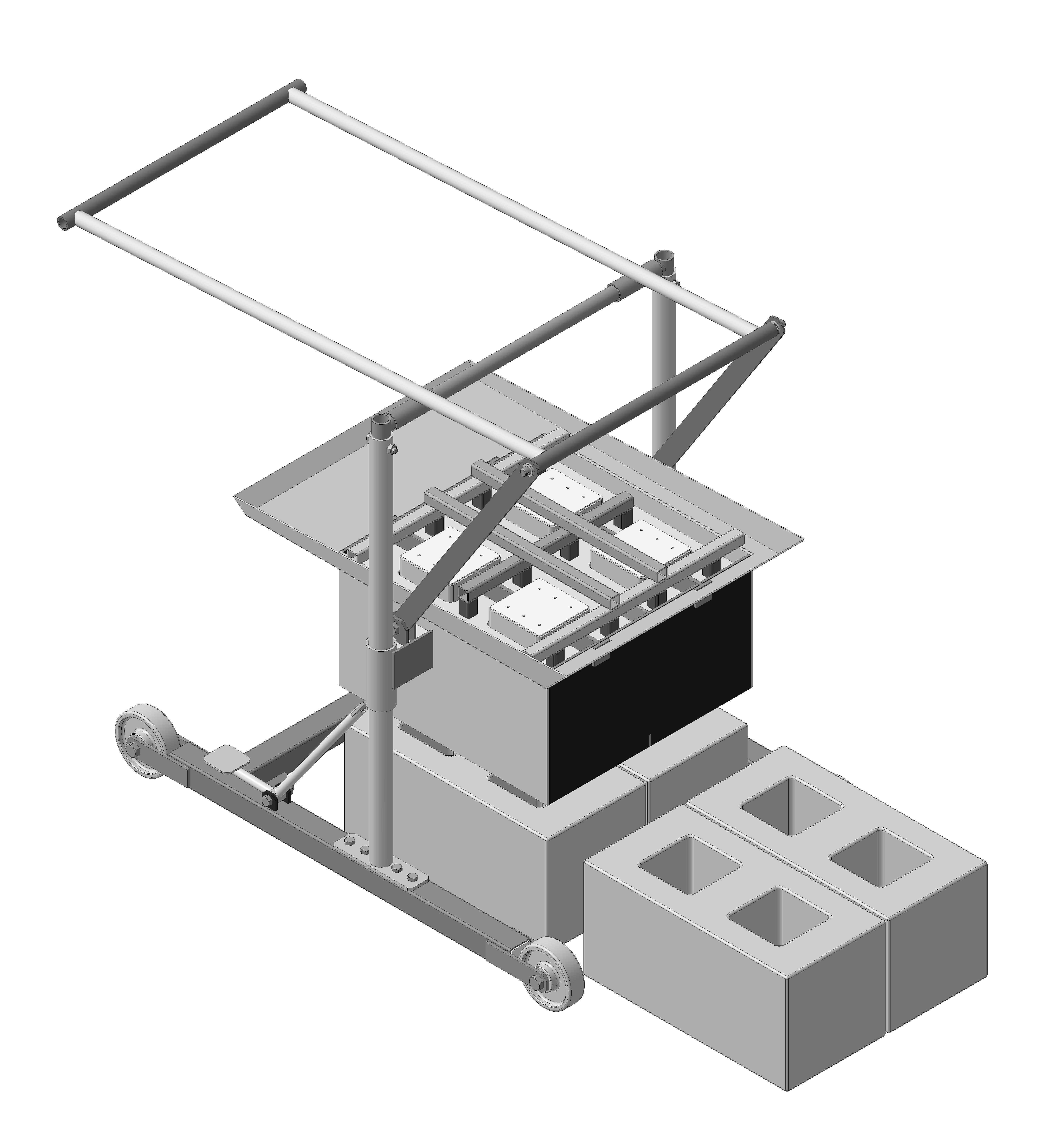
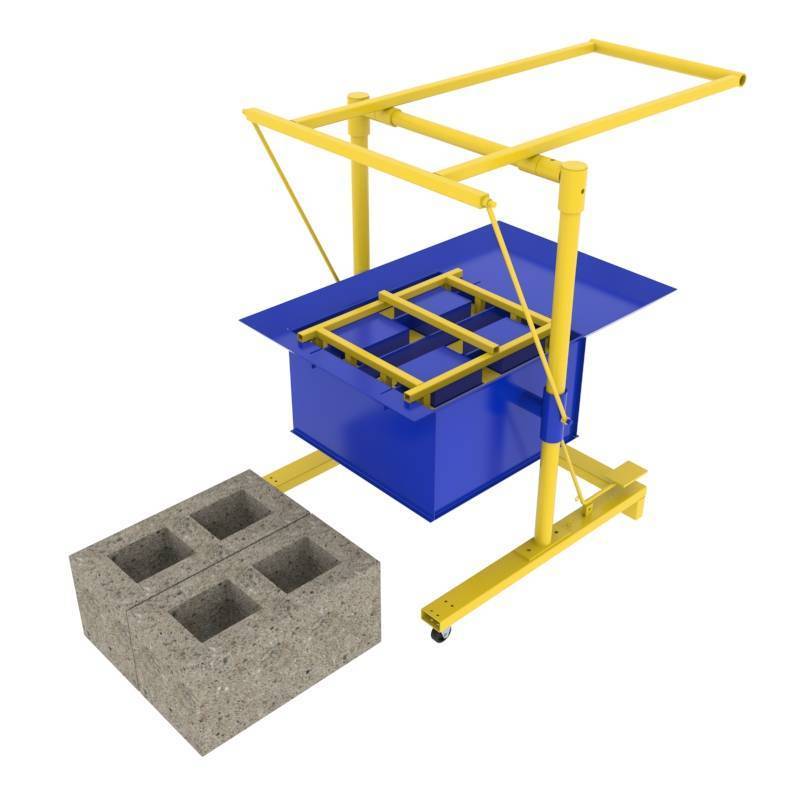
делаем форму для шлакоблока
самодельные формы для изготовления шлакоблоков
А как осуществляется сам процесс производства шлакоблоков при помощи домашних станков можно посмотреть на видео:
Оборудование для изготовления шлакоблоков
Своими руками можно изготавливать шлакоблоки, используя следующие станки и оборудование:
- вибростанок универсальный;
- бетономешалка;
- лопата;
- строительная тележка
- вибросито.
Оборудование по изготовлению шлакоблоков на небольшое производство легко подобрать в специализированных магазинах. Есть недорогие модели MARS с подъемом матриц вручную, с помощью рычага или 1ИКС. Небольшой станок для шлакоблоков М310 с механизированными операциями хорош для более крупных производств, он изготавливает до 400 блоков за рабочую смену. Еще большую производительность обеспечивают станки для шлакоблоков Дракон и Команч — около 600 штук за смену. Любой из мини-вибростанков для изготовления блоков своими руками работает от электросети 220 В.
| Модель | Производительность за 8 часов работы, бл\смену | Мощность, Вт | Вес, кг | Тип |
| МЗ-10 универсал | До 700 | 150 | От 19 | ручной |
| 1 ИКС | До 500 | 150 | От 28 | Механико-ручной |
| MARS-2 | До 650 | 200 | От 55 | Механико-ручной |
| Команч Усиленный | До 1500 | 500 | От 190 кг | Механико-ручной |
| Дракон-4 | До 2000 | До 1000 | От 250 | полуавтоматический |
Таблица 1. Характеристики вибростанков
При желании своими руками изготавливать блоки наиболее приемлемыми будут модели Дракон-4 или Команч Усиленный. Хотя это достаточно серьезные денежные вложения, они окупятся. Ведь изделия пользуются устойчивым спросом в частном строительстве. Кроме блоков, такое оборудование предназначено для производства тротуарной плитки.
Для собственного строительства своими руками больше других подойдет станок 1 ИКС. Он занимает мало места, недорог, поэтому называется мини-станком. В отличие от более совершенных моделей, на нем изготавливают только шлакоблоки.
Описание технологий производства шлакоблоков своими руками
В настоящее время используют в основном две технологии изготовления этих блоков:
- В первой применяются специальные формы для шлакоблока, в которые заливается подготовленная смесь.
- Во второй для изготовления шлакоблоков используется специальное оборудование, которое вполне можно изготовить самому.
Как сделать шлакоблок, используя формы
Применяются как деревянные формы, так и изготовленные из металла, имеющие дно и боковые стены. Самый распространенный размер 400х200х200 мм. Но если вы будете делать формы для шлакоблоков своими руками, то можете изготовить их совершенно любыми. При этом удобнее сделать одну большую разборную форму, состоящую из нескольких ячеек (примерно 3-6) соответствующего размера и заливать сразу по несколько блоков.
Для улучшения качества производимого материала, концентрация раствора должна быть довольно жидкой и однородной, чтобы равномерно заполнить все пустоты.
Для легкости блоков, изготовляемых таким способом, и для снижения их стоимости, можно применить следующий доступный метод. В залитый раствор равномерно поместить бутылки из стекла горлом вниз, излишки раствора собрать и использовать в дальнейшей работе.
По истечении шести часов бутылки аккуратно вытащить, не повреждая получившихся отверстий и производить сушку дальше. Вместо бутылок можно использовать и любые цилиндрические или прямоугольные детали равного размера.
Такие блоки вытаскиваются из форм только после полной просушки. Раскладываются на площадке для достижения ими полной прочности и выведения из них вредных веществ, на период от одного месяца до года, в зависимости от ваших планов и возможностей. Если вам нужна идеально ровная лицевая сторона блока, выкладывайте их на резиновую основу
Использование станков для изготовления шлакоблоков
При использовании данного метода можно получить блоки лучшего качества и одновременно повысить производительность. Для этого вам потребуется бетономешалка и вибрационный стол с формами или специальный станок.
Вибростанок или вибрационный стол более предпочтительны для производства шлакоблоков, чем обычный метод, так как при их использовании можно производить блоки (вынимать из форм), не дожидаясь их полного схватывания. Это происходит из-за использования густого раствора с низкой усадкой.
При использовании вибростола производится закладка подготовленного раствора в формы, они помещаются на стол и утрамбовываются сорок минут.
Затем форму переворачивают и аккуратно вытаскивают блок с помощью постукивания. Далее изготовленные блоки укладываются на заранее подготовленную ровную площадку для завершения сушки. Нельзя трогать изготовленный блок как минимум сутки, в целях избежания деформации.
Последовательность изготовления шлакоблоков
Сама процедура формирования шлакоблоков достаточно проста. Наловчившись, вы будете тратить на один цикл производства шлакоблоков не более минуты (без учета времени на приготовление строительного раствора и других непроизводственных потерь).
Последовательность операций следующая:
- смазываем форму машинным маслом (только не отработкой!) или другим жидким смазочным материалом;
- укладываем в форму строительный раствор;
прижимаем смесь прессом и включаем мотор на 5-10 секунд;
поскольку под воздействием вибрации и пресса смесь дает некоторую усадку, добавляем раствор и повторяем процедуру
Здесь важно не переусердствовать: шлакоблоки должны иметь одинаковую высоту, но если вы добавите смеси больше, чем нужно, снятие излишков превратится в трудную, ненужную задачу. Со временем вы научитесь дозировать раствор на самодельном шлакоблочном агрегате в необходимых объемах;
поднимаем форму, оставляя изготовленное готовое изделие на месте, если используется вибростанок, именуемый в народе «несушкой», или переносим готовое изделие на место постоянного хранения.
Напоминаем: строительный блок можно использовать только после продолжительной сушки: изготовленному свежему изделию следует дать выстояться на протяжении двух недель – месяца, в зависимости от условий хранения (в сухом, отапливаемом и проветриваемом помещении сушка происходит эффективнее).
Как видим, самостоятельное изготовление строительных блоков – процедура несложная, если учесть, что при этом, в качестве наполнителя для шлакоблоков можно использовать строительный бой, образующийся на месте ведения строительства.
Никто не мешает использовать при изготовлении шлакоблоков и другой блочной продукции готовые агрегаты, производимые серийно промышленным способом. Как уже отмечалось, если отсутствуют возможности приобрести новый станок, возможен альтернативный вариант – приобретение подержанного. В этом случае вибростанок для производства блоков будет стоить не намного дороже, чем самостоятельное изготовление – 4000-10000 рублей, в зависимости от состояния агрегата.







Классификация вибростанков
Данный подвид строительного оборудования массовому потребителю практически незнаком, но вибропрессы изготовляются многими отечественными фирмами. Единого стандарта, касающегося принципов расчета конструкции, здесь нет, но классификация таких агрегатов существует, пускай даже условная. Вибростанки разделяются по следующим признакам:
- по способу управления (от ручных до полностью автоматизированных);
- по количеству производимых блоков за один рабочий цикл;
- по типу производимой продукции (пустотелой/монолитной);
- по степени удобства и практичности в эксплуатации.
С точки зрения последнего фактора вибропрессы промышленного производства подразделяются на три подкласса. Наиболее простое и конструктивно примитивное оборудование предполагает в основном ручной труд, с его помощью можно производить один шлакоблок за рабочий цикл. Такая производительность относительно невысокая, потому что за рабочую смену вы сможете сделать лишь 50 строительных блоков.
Устройства, позволяющие производить за один цикл несколько шлакоблоков, отличаются большей производительностью, но требуют использования физического труда и задействования в технологическом процессе нескольких работников.

Самой важной частью станка является форма
Профессиональный вибростанок для блоков может производить более трех единиц готовой продукции за цикл. Будучи оснащенным множеством дополнительных устройств и приспособлений, высокопроизводительный вибростанок существенно облегчает рабочий процесс, предполагая использование минимальных объемов ручного труда.
Стоимость таких устройств может сильно разниться, ведь они ориентированы на разные категории потребителей. Станки бюджетной категории отличаются настолько простой конструкцией, что некоторые специалисты предпочитают делать такие агрегаты самостоятельно. При этом технические характеристики самодельных вибростанков по важным эксплуатационным характеристикам не уступают заводским.
1 Технология производства шлакоблока
Все мелкие изготовленные из бетона строительные изделия, такие как строительные блоки, тротуарная плитка, бордюры, вазоны, фигурные отделочные элементы, и тому подобные конструкции, производятся посредством вибропрессования.
В промышленном масштабе производство шлакоблок реализовывается с помощью крупногабаритного дорогостоящего оборудования, способного изготавливать за короткий промежуток времени большое количество изделий.
Самодельные станки для шлакоблоков пользуются популярностью не только для изготовления керамзитобетонных и железобетонных изделий, в быту они широко применяются для изготовления шлакоблоков – максимально дешевого строительного материала, который может использоваться для строительства любых одноэтажных зданий.
Давление, как правило, осуществляется с верхней стороны движущимся блоком, в то время как боковые неподвижно зафиксированные стенки выступают контуром, определяющим форму будущих блоков.
Вибрационное воздействие создается посредством обычного электромотора, и передается на обрабатываемый материал через боковые металлические стенки. Данная технология производства дает возможность максимально уплотнить материал, что позволяет добиться оптимальных прочностных характеристик готовых изделий.

Промышленный крупногабаритный агрегат для производства шлакоблоков
Как уже было сказано, станки для шлакоблоков нередко используются для производства шлакоблоков и теплоблоков. Шлакоблоки – это строительные конструкции, которые изготавливаются из цементной смеси, в которую добавляются разнообразные примеси.
Как правило, это доменные шлаки, не содержащие уголь и золу, но не редко для изготовления шлакоблоков своим руками в бытовых условиях используется кирпичная крошка, щепа, керамзит, щебенка, либо опилки.
Конструкция блоков зависит от того, какая виброформа применялась для их изготовления. Самодельные мини станки для шлакоблоков, как правило, обладают круглыми внутренними перегородками, позволяющие сделать шлакоблоки с отверстиями соответствующей формы.
Касаемо теплоблоков – это конструкции, созданные из керамзитобетона, обладающие внутренним слоем из твердого теплоизоляционного материала – пенополистирола, пенопласта, либо минеральной ваты высокой плотности.
Изготовление теплоблоков требует наличия специальной модификации вибростанка, которая обладает двусторонней матрицей, в середине которой предусмотрено свободное пространство для размещения теплоизоляционного материала.
1.1 Виды вибростанков
Все вибростанки можно условно разделить на две основные категории – классический вибропресс (такие станки для шлакоблока, как Марс, Дракон и т.д.), и вибростолы для шлакоблоков.

Вибропресс БУЛАТ-М применяется для производства тротуарной плитки, бордюра, шлакоблока, фактурного блока и керамзитоблока
Вибростолы как правило используются для производства шлакоблоков, либо тротуарной плитки.
Они обладают предельно простой конструкцией, которую без проблем можно изготовить своими руками, более того, разнообразных вариаций изготовления вибростолов огромное множество (например Марс или станки для шлакоблока производства Китай) – можно даже сделать собственный вариант вибростола, который будет наилучшим образом соответствовать требованиям вашего производства.
Промышленные (Китай) и мини самодельные вибростолы в домашних условиях делаются из металла. По сути, они представляют собою обычный стол, на углах которого, между рамой и столешницей расположены пружины, обеспечивающие равномерное распределение вибрации.
За создание вибрации отвечает вибромотор, либо переделанный электродвигатель, в случае изготовления вибростола своими руками, который монтируется на нижнюю поверхность столешницы.
Вибропресс обладает более сложной конструкцией – он состоит из пуансонной рамы (ручки), которая управляет прижимной рамой, рабочей матрицы и вибродвигателя.
Как правило, промышленные и самодельные вибростанки в домашних условиях оборудуются колесами, что обеспечивает им мобильность перемещения по стройплощадке
Это крайне важно, поскольку производство теплоблоков, шлакоблоков, керамзитобетонных и железобетонных строительных изделий в пропорции нередко выполняется прямо на рабочем месте

Классическая модель вибрационного стола
Оборудование для изготовления крупных партий
Вибропрессующий станок Спрут-2
- весит 140 кг;
- состоит из матрицы на два блока, вибродвигателя (380 В, 550 Вт), рамы, поддона, пуансона, поддоносъемника;
- выпускает за смену 600 – 1500 изделий (390×190×190 мм).
Автоматизированный вибпропрессорный комплекс Кондор 1-90-ТБ
- • помимо керамзитоблоков, производит теплоблоки, полублоки, шлакоблоки, арбалитовые блоки, а также облицовочные материалы, садовые бордюры, брусчатку, кирпичи;
- • весит 1,57 тонны;
- • имеет габариты – 1,2х1,8х2,8 м;
- • состоит из матрицы-пунсона, вибропресса мощностью 16,5 кВт, бетоносмесителя объемом 90 л, ленточного транспортера, насосной станции, бункера, 5 поддонов, стеллажа, пульта управления;
- • выпускает за смену 750 штук блоков (390х190х190мм), 1800 штук кирпича (250х120х88мм), 50 м2 тротуарной плитки.
Видео: вибропресс Кондор 1-90-ТБ
- рассчитан на изготовление стеновых блоков, бордюрных камней, тротуарных плит;
- способен работать не только под навесом, но и под открытым небом;
- весит 4,4 т;
- имеет габариты: 6400х4900х2600 мм;
- состоит из вибропресса мощностью 21,6 кВт, смесителя, дозатора, модуля подачи поддонов, загрузчика смеси, электрошкафа, маслостанции;
- производит в час 250 стеновых блоков (390х190х190 мм), 350 штук полублоков (390х120х188 мм), 500 штук бордюров (780х150х300 мм), 200 штук бордюров (780х80х200 мм), 625 штук тротуарной плитки (100х200х70 мм).








Рентабельность производства шлакоблоков

Итак, стоимость одного квадратного метра стального листа составит около 4,3$. Покупка мотора (можно использовать б/у в целях экономии) обойдется в среднем в 30$. Один метр трубы диаметром около 15 мм стоит 1,4$. При отсутствии опыта в сваривании металлических конструкций и нужного оборудования будьте готовы отдать еще 100$ специалисту, имеющего необходимые навыки.
Значит, домашний вибростанок обойдется примерно в 400$. При этом затраты на материалы для раствора, которого хватит на изготовление дневной нормы в 100 шлакоблоков, составят еще 30$. В месяц будьте готовы потратить 700$ на расходные материалы для приготовления бетона и др. В результате, для старта собственного бизнеса вам понадобится 1200-1300 долларов.
Как быстро окупятся эти деньги? Стоимость одного заводского шлакоблока в среднем составляет около 0,7$-0,85$. При этом продукция домашнего производства будет продаваться дешевле, т. е. порядка 0,5$. Эту сумму мы и возьмем за основу расчетов прибыли.
При условии изготовления 100 штук продукции в день можно заработать около 20$. Доход в месяц работы при наличии налаженного сбыта составит около 600$. Как видим, вы сможете не только окупить вложенные средства, но и выйти в плюс в короткие сроки.
Как видим, наличие собственного вибростанка для вибролитья строительных блоков может не только упростить и удешевить ваше строительство, но и дать начало прибыльному бизнесу!

Современный рынок стройматериалов предлагает большой ассортимент стеновых блоков. Но далеко не всем известно, что удешевить строительство частного дома, дачи, гаража или подсобного помещения вполне реально. Достаточно вместо покупки кирпича или шлакоблока самому заняться их изготовлением. Для этого нужно использовать станок для производства блоков, а если не позволяет бюджет – сделать вибропрессовочный станок самостоятельно.
Недорогие заводские модели вибростанков не отличаются высокой производительностью, но при частном использовании этого и не требуется. Правда, покупать станок, для строительства небольшого дома, где потребуется около тысячи блоков стандартного размера, – будет не совсем выгодно. Поэтому, как вариант, можно рассмотреть аренду оборудования на определенный период. Этого будет достаточно для заготовки стройматериалов впрок.

Заводской станок для изготовления строительных блоков своими руками
В населенных пунктах с небольшой численностью можно и не найти фирму, предоставляющую станки для производства строительных блоков, но находятся умельцы среди знакомых, готовые предложить самодельное оборудование или поделиться секретами его изготовления.
Делаем вибропрессовочный станок
Добавление к вышеописанной схеме производства, шлакобетона, вибратора, предоставляет возможность значительно повысить качество изделий и одновременно ускорить процесс.
Собрать такой станок несложно, при соблюдении всех рекомендаций данное оборудование будет работать не хуже заводских аналогов. Простейший вариант вибропрессовочного станка предполагает использование самодельной матрицы, вибратора и ручного пресса. Для снижения физических нагрузок ручной пресс можно усовершенствовать, задействовав рычажную систему.
Чертеж самодельного станка с вибромотором для изготовления шлакоблока и керамзитоблоков
Набор инструментов и материалов, необходимых для изготовления вибростанка с металлической формой:
- сварочный аппарат;
- болгарка,
- набор ключей;
- тиски;
- листовой металл толщиной не менее 3 мм;
- трубы для создания пустот диаметром 8-10 мм;
- швеллера, полоски металла;
- маломощный электромотор (до 1 КВт);
- соединительные элементы (болты, гайки, шплинты).
Последовательность действий при изготовлении самодельного вибростанка:
- Болгаркой из листового материала вырезаем стенки матрицы. Если форма предназначена для изготовления нескольких блочных изделий – предусматриваем присутствие в матрице соответствующего количества перегородок.
- Отрезаем от трубы необходимое число болванок (из расчета 3 штуки на кирпич), высота которых должна быть меньшей высоты матрицы на 3-5 мм. Конусность труб достигается использованием следующего приема: разрезаем трубу до половины и обжимаем заготовку в тисках (для толстостенных труб можно задействовать токарный станок).
Чертеж для изготовления станка с облегченным выдавливанием строительных блоков
- Каждый отрезок трубы заваривается наглухо с обеих сторон.
- Привариваем к трубам пластины, соединяя между собой. Для крепления к стенкам лучше предусмотреть съемное соединение, что позволит при необходимости снимать ограничители для производства монолитных шлакоблоков.
- С помощью сварки закрепляем на длинной наружной стенке болты для крепления электромотора.
- Сверху формы привариваем металлический фартук.
- Делаем пресс в виде толстостенной пластины, предусматриваем наличие отверстий с диаметром, несколько превышающим меньший диаметр труб-ограничителей (чтобы пресс заходил на матрицу на расстояние не более 50 мм).
- Привариваем к прессу ручки.
- Устанавливаем мотор. На вал электродвигателя привариваем эксцентрик (в качестве материала для эксцентрика подойдут обыкновенные болты, которые привариваются параллельно валу и оставляют место для накручивания гаек, что позволит регулировать амплитуду колебаний).
- Тщательно зачищаем устройство, полируем поверхности, окрашиваем самодельный агрегат для блоков.
Технология производства шлакоблоков
Данный производственный процесс включает в себя три этапа.
Этап первый
На первом следует приготовить полусухую бетонную смесь, которая будет состоять из цемента, воды и отсева. Данная технология позволяет существенно сэкономить цемент, так как не потребуется добавлять большое количество воды. Возможно (но совсем не обязательно) добавление пластифицирующей добавки (в среднем 5 грамм на один блок), которая будет обеспечивать:
- быстрое набирание прочности блоков (особенно актуально при ограниченной производственной площадке);
- улучшение качества готового изделия (уменьшается количество трещин);
- повышение водонепроницаемости и морозостойкости шлакоблока;
- существенное увеличение производительности.
Приготовить жесткую смесь желательно с помощью бетономешалки, иначе потребуется затратить большие физические усилия для этого. Зачастую ручной труд используется в случае небольшой производительности и малых вибростанках.
Этап второй
На втором этапе свежеприготовленный раствор выгружают в формы вибропресса (обычно с размером 390х190х188).
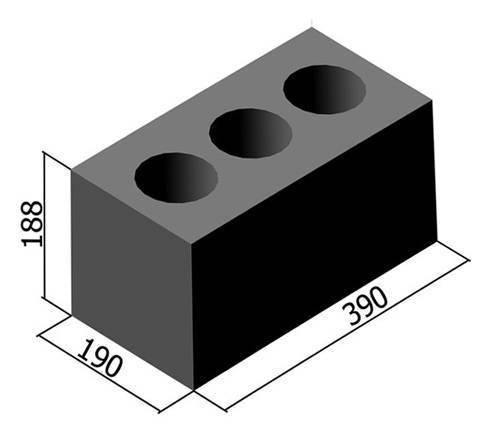
Эти формы могут быть как цельными, так и с пустыми образованиями. Жесткая смесь подвергается уплотнению за счет действия вибрации и силового прижима пуансоном. После этого матрица поднимается, а на поддоне получается готовый стеновой блок. Процесс вибропрессования длится от 10 и до 90 секунд – в зависимости от прижима станка (усиленного или обычного). Получившийся блок должен держать форму и не рассыпаться во время высыхания
Это происходит благодаря технологии замеса жесткого раствора, поэтому крайне важно строго соблюдать пропорции компонентов. Смесь не должна быть чрезмерно жидкой или сухой
Этап третий
На последнем этапе происходит процесс затвердевания готовых изделий, который продолжается 36-96 часов при естественной температуре. Все шлакоблоки набирают прочность для складирования. Этот период можно значительно сократить, если добавить в замес специальные добавки (фулерон, релаксол и др.). С помощью грузоподъемных механизмов, для складирования и последующей пропарки можно использовать многоярусные стеллажи. Благодаря этому увеличится прочность изделий и сократится время для их затвердевания
И что немаловажно – производственная площадь будет использоваться с максимальной эффективностью. Окончательное затвердевание шлакоблоков будет длиться 20-27 дней в помещении с температурой не ниже 18 градусов. Повышенная влажность будет препятствовать пересыханию готового изделия
Дополнительный этап — изготовление цветных шлакоблоков

Данный этап в расчет бизнес плана не берем (т.к. в качестве кладочного материала чаще всего используется обычный серый строительный блок с последующей внешней отделкой), однако при желании, Вы можете самостоятельно просчитать затраты на колеровочную смесь, чтобы получить полную картину производства шлакоблоков в цвете.






Станок для шлакоблока
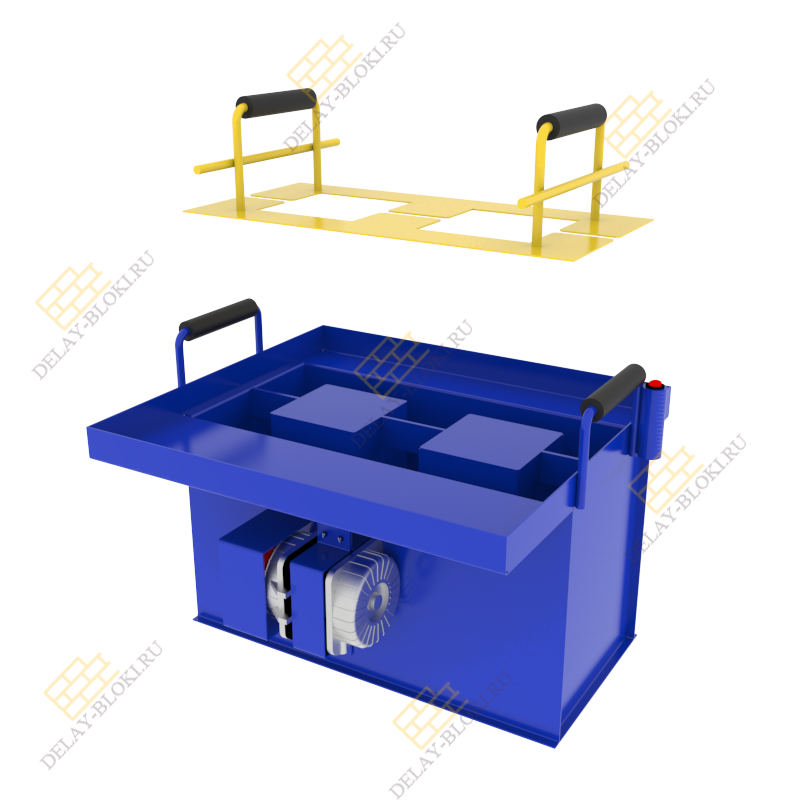
Главной деталью самодельного станка является матрица или форма для сырьевой смеси. По сути это стальной короб с установленными в нём элементами в форме пустот, либо без них. Матрица сама по себе уже станок, который можно задействовать, выполняя часть операций вручную.
Для изготовления станка понадобится:
- Стальной лист 3 мм — 1 кв. м.
- Труба Ø 75–90 мм — 1 м.
- Полоса 3 мм — 0,3 м.
- Электромотор 500–750 Вт.
- Болты, гайки.
- Снять размеры со стандартного шлакоблока (ш/б) или определить нужные для себя размеры.
- Вырезать из листа бока матрицы из расчёта на 2 ш/б с перегородкой посередине. Должен получиться короб с двумя равными отсеками.
- Пустоты должны оставлять донную стенку толщиной не менее 30 мм. Из этого расчёта определяем высоту цилиндра (или параллелепипеда) для ограничения пустот.
- Нарезаем 6 отрезков трубы длиной, равной высоте цилиндра.
- Для придания цилиндрам формы конуса нужно прорезать каждый из них вдоль до середины, обжать тисками и соединить сваркой. Диаметр уменьшиться на 2–3 мм.
- Заварить цилиндры с обеих сторон.
- Соединить цилиндры между собой в виде ряда по длинной стороне блока. Они должны копировать расположение (шаг, диаметр) пустот на заводском образце. По краям добавить по 30 мм пластины с отверстием для крепления к проушинам.
- Посередине каждого из отсеков матрицы сделать пропилы и приварить проушины с обратной стороны короба. Это нужно для возможности временного крепления ограничителей пустот. Так вы получите возможность, убирая их, производить монолитные блоки.
- На одной из поперечных стенок (снаружи) наварить 4 болта под крепёжные отверстия вибромотора.
- Приварить фартук и лопасти по краям со стороны загрузки.
- Зачистить и отполировать все детали под покраску.
- Изготовить пресс в форме тела материала блока — пластина с отверстиями, диаметром больше цилиндров на 3–5 мм. Пластина должна свободно входить на глубину 50–70 мм в короб, где установлены ограничители.
- К прессу приварить удобные ручки.
- Окрасить всю конструкцию грунтовкой и установить вибромотор.
Для переоборудования обычного электродвигателя в вибромотор понадобится только добавить на его валы эксцентрики в виде приваренных болтов. Их оси должны совпадать. На болты можно накрутить гайки, подбирая нужную амплитуду и частоту вибрации. Больше информации вы найдёте в нашей статье Вибростол своими руками
.
Такая матрица может стать основой для стационарного или шагающего станка. Для её модернизации понадобится развитый навык слесаря и более точное исполнение. Вариантов станков множество и главным фактором является наличие подручного материала (металла).





