

Рентабельность бизнеса
Совокупные затраты на открытие предприятия клееного бруса составят минимум 5-6 миллионов рублей. В эту сумму входят покупка оборудования, аренда и ремонт помещения, закупка сырья и сопутствующие расходы вроде государственной регистрации. Цена производства довольно высокая. Если предприниматель ограничен в средствах, можно подобрать более бюджетный строительный материал. Экономить на оборудовании или сырье — плохая идея. Некачественный продукт не будет конкурировать на рынке, то есть приведёт к убыткам.
Стоимость материалов и сырья для 300 кубов бруса — примерно 1,2 миллиона рублей. В совокупности с заработной платой, арендой, коммунальными расходами себестоимость возрастает до 2 миллионов рублей. При этом средняя рыночная цена 300 кубов — примерно 3 миллиона рублей. Полная реализация товара принесёт не менее 1 миллиона рублей чистой прибыли. Таким образом окупить вложения в открытие можно в течение 1 года работы.
Есть и другие варианты зарабатывать на этом строительном материале. Например, создать завод по производству домов из клееного бруса. Конечно, первоначальные расходы возрастут в 3-4 раза, но и обороты будет существенно выше.
Какое оборудование нужно
Для предприятия необходимо оборудование для производства бруса определенной направленности:
- дисковая пилорама, применяемая для нарезки досок;
- профильно-брусующий станок;
- четырехсторонний станок для фрезерования пиломатериала;
- станок для нарезки чашек в брусе (могут применяться ручные чашкорезы).
Дополнительно для подготовки бруса понадобятся:
- сушильные камеры;
- линии торцевого сращивания ламелей;
- станок для нанесения клея;
- пресс для склеивания.
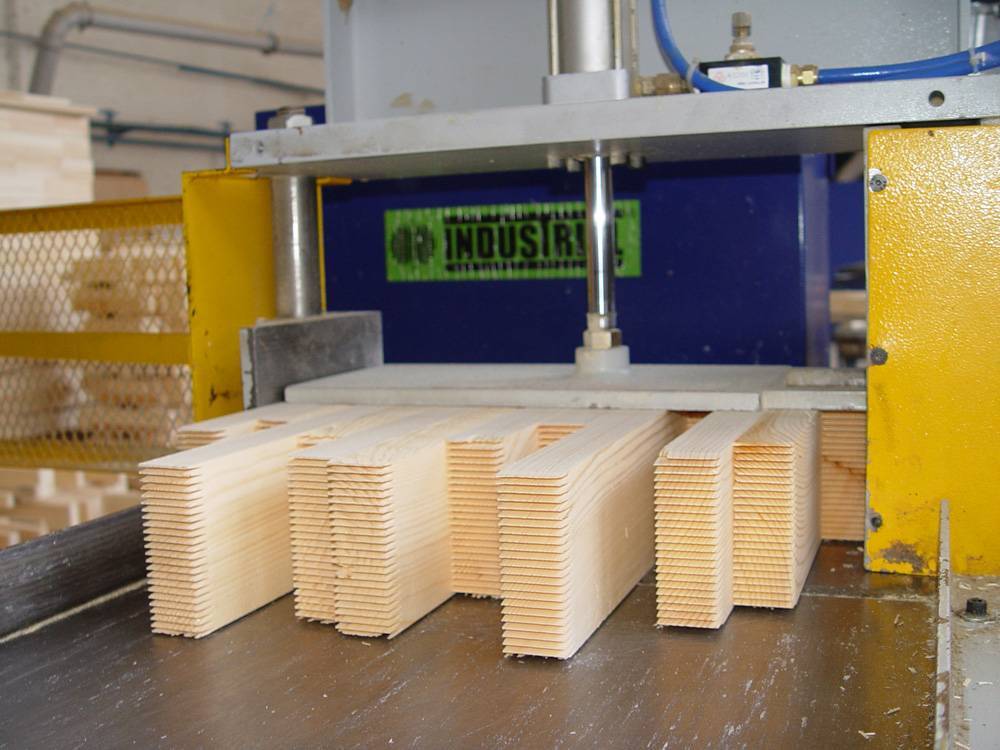
 Пресс для склейки бруса
Пресс для склейки бруса
За счет постоянной модернизации для производства профилированного бруса разрабатываются новые модели станков, они включают множество функций. Такие универсальные станки значительно экономят расходы на приобретение оборудования и место для его размещения.
При помощи даже одной такой машины могут выполняться три основные работы:
- распиловка;
- обработка;
- расщепление;
- фрезерование.
Такие аппараты стоят довольно дорого, но мощность агрегатов, их продуктивность и качество позволяют получить большую прибыль от реализации изделия. Дополнительные приспособления позволяют использовать отходы для производства упоров под стальные трубопроводы, такие детали являются востребованными во время стройки промышленных зданий.
Станок Алтай: характерные отличия
Популярный станок для профилированного бруса Алтай отличается от тех версий, что иногда создаются своими руками. Каковы его особенности? В первую очередь выделяется его многофункциональность. Устройство направлено не только на профилирование бруса, но и его прострагивание. Подобные станки позволяют изготовить строительный материал с различными заданными параметрами пазов. Все дело в том, что прибор Алтай оснащен 4 фрезерными каретками. Устройство для изготовления профилирующих деталей представлено в формате рельсового стола, дополненного зажимами для бруса и упорами. Профиль здесь установлен, как правило, прямоугольного либо квадратного типа. Все каретки запускаются оператором вручную. Каждая из фрез прострагивает только одну сторону заготовки. Что касается профильных деталей прибора Алтай, то на них установлены фигурные ножи. Именно такого рода элементы позволяют на брусе задавать нужную форму паза. Также могут быть задействованы ножи:
- прямые;
- полукруглые;
- ориентированные на придание заготовкам цилиндрического вида.

Техника СФ-250: нюансы функционирования
Современные профилирующие станки для бруса СФ-250 предназначены не только для профильного строгания, но и плоского. Устройство направлено на создание домостроительных деталей, которые необходимы для малого и среднего масштаба работ.

Отличный строгальный станок СФ-250 подходит для обработки материала в формате массива, отличающегося естественной влажностью. Также прибор предназначен для профилирования бруса из категории клееной разновидности. Устройство оснащено специальными шпинделями, которые отличаются средней частотой вращения. Она не превышает 5000 оборотов в минуту. Профилирующие станки СФ-250 – это гарантия высокого качества. Обрабатываемые поверхности на устройствах, сделанных своими руками, получаются совершенно иными. Именно профессиональный станок для профилирования бруса позволяет получить идеальные для строительства детали. Однако стоит отметить преимущества и самостоятельно созданной техники. Она отлично подходит для тех, кто изготавливает фрагменты в небольшом количестве для личного пользования. Замечательный станок для профилированного бруса своими руками можно сделать по предельно простой схеме. С ней разберется даже тот, кто в обыденной жизни редко сталкивается с подобными вопросами. Такие профилирующие приборы не требуют особых навыков в управлении. Их всегда можно отрегулировать своими руками, без помощи профессионалов.
Клеенаносящий станок

Клеевые машины для деревянных конструкций комплектуются либо клеенаносящими вальцами, либо механизмом наливного типа. Клеевальцы значительно удешевляют стоимость оборудования, но, как показывает практика, они малопродуктивны при производстве бруса, где требуется высокое качество склейки.
Помимо низкой скорости протяжки (около 20 м/мин), такие вальцы изначально рассчитаны на клеи ПВА, которые не используются для изготовления бруса. Некоторые производители решают проблему переточкой вальцев, путем нанесения мелких насечек, но на показатели скорости протяжки эта модернизация не влияет.
Поэтому при небольших объемах (до 150 м3/месяц) эффективнее использовать ручные клеенамазки.

Это приспособление состоит из небольшой емкости, в которой помещается 1,5-2 кг клея, ручки, дозатора и клеенаносящего валика. За 4 минуты 2 оператора могут подготовить ламели на одну закладку 6-метрового пресса. По сути, это в 2 раза быстрее, чем работа станка с клеевальцами. Основной минус (кроме человеческого фактора) – невозможно проконтролировать точный расход клея.
Поэтому оптимальный вариант для предприятия по производству бруса – клеенаносящие установки ленточного типа с подающими и приемными рольгангами.
Подразделяются на две большие группы:
1. Станки постоянной циркуляции
– при прохождении ламелей клей наносится непрерывной завесой. Расход выставляется заранее, остатки неиспользованного и пролитого мимо доски клея попадают в бак, откуда при помощи насоса снова отправляются в работу. Станок может быть укомплектован смесителями (актуально при работе с EPI), либо наносить клей и отвердитель раздельно (при использовании MF составов). При работе смесителей необходима периодическая промывка оборудования, при которой возникают потери неиспользованной клеевой массы – около 1,5 кг. При технологии раздельного нанесения промывка не требуется и потери клеевых компонентов практически нулевые.










2. Станки смесевого нанесения
– оборудованы статическим миксером, который выглядит как спираль определенной длины и диаметра с разнонаправленными витками. Через эту спираль под высоким давлением прокачиваются ингредиенты клеевой смеси, что обеспечивает их смещение, после чего клеевая масса попадает в трубку. Система работает по принципу «старт/стоп» — подача клея начинается, как только под трубкой появляется ламель и прекращается после ее прохождения, обеспечивая максимальную экономию материала. Потери клея – 150-200гр/смену.

Все наливные машины комплектуются разгонными блоками, которые обеспечивают скорость протяжки – 80-150 м/мин, быструю загрузку пресса и одинаковое качество склейки ламелей в пакете.
Кстати, многие производители клея предоставляют свои клеенаносящие станки (за символическую аренду или бесплатно) при использовании их продукции. Но такие условия предлагают только крупным предприятиям, способным обеспечить потребления клеевых составов не менее 1,5т/месяц.
Специфика
Клееный брус является одним из самых прочных и удобных в использовании стройматериалов из древесины. Производят его путем склеивания подготовленных ламелей различного размера. При соблюдении технологии производства в брусе отсутствуют дефекты, способные привести к преждевременному разрушению конструкций, а благодаря множественному распилу естественное напряжение материала минимально.
Клееный брус широко применяется в малоэтажном строительстве и производстве столярных изделий. В процессе обработки из древесины удаляются дефектные участки, что улучшает её характеристики. Брус обладает стабильной формой, относительно небольшим весом, высокой несущей способностью, прочностью, минимальным древесным напряжением и влажностью в пределах 10-12%. Поэтому из него можно получать конструкции (в том числе, габаритные – до 60 м в длину), которые сохраняют базовые характеристики в условиях интенсивной эксплуатации и негативных факторов окружающей среды.
К преимуществам клеенного бруса относят экологичность, прочность, гладкость, стойкость к агрессивным средам, высокий уровень огнестойкости и теплоизоляции сравнительно с массивом дерева, а также небольшое содержание клея, если говорить о такой альтернативе, как ДСП. Однако чтобы перечисленные характеристики были присущи выпускаемому продукту, производитель должен помнить о ряде нюансов. Во-первых, стоимость готового бруса не может быть низкой. В цену входят расходы на сырье, транспортировку, обработку, хранение и другие моменты.
Фрезерный деревообрабатывающий станок
Но есть станки разрешающие сделать эти все стадии на одном станке с одной установкой бревна. Станки такого типа именуются фрезерные многофункциональные аппараты. Эта техника оснащена снимающимися инструментами, какие меняются перед каждым новым шагом отделки древесины. На качество полученного профбруса действует качество применяемой фрезы на подобном оборудование.
Пазовые ножи на подобном станке съемного типа и имеют разный профиль. Поэтому можно не прилагая больших усилий получить тепловой замок от обычной одно пазовой до сложной формы «гребенки». Это предоставляет увеличить ассортимент товаров на производстве до предела и увеличивает рентабельность производства.
Как организовать производство
Производство брусового дома включает такие этапы:
- Выбор проекта или разработка собственного проекта дома.
- Заготовка (приобретение) древесины, отбраковка, калибровка.
- Сушка древесины (естественная или камерная).
- Изготовление профилированного бруса.
- Изготовление домокомплекта из профилированного бруса.
- Изготовление и приобретение остальных элементов домокомплекта.
- Контрольная сборка дома, проверка параметров.
- Упаковка домокомплекта.
Для организации такого производства необходимо подобрать производственные площади и помещение, набрать штат специалистов, установить необходимое оборудование, решить вопрос о поставке сырья и сбыте готовой продукции.
Помещение
Для установки нужного оборудования необходимо арендовать производственное помещение площадью не менее 160 кв.м. Средняя арендная плата составит 200-220 руб/кв.м. Помимо этого следует подумать о складских помещениях, кабинетах для администрации, а также прилегающей территории. Производственное помещение должно позволять перемещаться автопогрузчикам. Необходим свободный подъезд грузового транспорта к складам сырья и готовой продукции. При планировании расходов на содержание помещения надо учитывать и коммунальные платежи, которые составят не менее 70000 рублей в месяц.
Сколько сотрудников потребуется
Количество работников на предприятии зависит от объемов производства. На начальной стадии штат производственных рабочих составляет 6-7 человек. Это специалисты, способные работать оператором электронных систем, сушильных камер, пресса и другого оборудования, а также водители погрузчика. Не обойтись без постоянного административного штата, а это минимум 4 человека – начальник производства, мастер-технолог, менеджер, бухгалтер. По мере расширения производства штат можно увеличить.
Если планируется не только изготовление домокомплектов, но и строительство дома под ключ, то на начальной стадии бригаду строителей не стоит нанимать на постоянную работу. Рабочих можно привлечь на подрядных условиях. При расчете расходов на персонал надо исходить из средней зарплаты 40000-60000 руб/месяц в зависимости от региона.
Оборудование
Для изготовления профилированного бруса необходимо такое оборудование:
Если планируется выпускать клееный брус, то дополнительно потребуется автоматический пресс (типа F-A01) и клеенаносящий станок (например, S2R-100). Для приготовления домокомплектов необходимо высокоточное оборудование для торцевания и нарезки «чашек». Стоимость готового домокомплекта оценивается в 12000-15000 руб/м3.
Готовый домокомплект
Поиск рынков сбыта
Маркетинговая стратегия завода может быть ориентирована на одну или несколько групп потребителей:
- компании, специализирующиеся на малоэтажном строительстве и изготовлении малых архитектурных форм;
- производителей мебели, оконных, дверных профилей и прочих столярных изделий;
- оптовые, розничные магазины и сети;
- физические лица, самостоятельно выполняющие строительные и ремонтные работы.
Наряду с основным производством, можно также наладить смежный бизнес. Это может быть изготовление беседок, бань и других МАФов, вагонки, плинтусов и т.д. Еще один вариант для расширения – строительство домов из бруса по типовым проектам.
Что касается продвижения продукции, то любой компании в обязательном порядке потребуются запоминающееся название, логотип, представительский сайт и полиграфические материалы (визитки, брошюры, каталоги бруса, листовки для размещения на досках объявлений).
Хорошие результаты в плане донесения информации до потребителя дает размещение информации о новом производстве в тематических (строительных) справочниках и каталогах, участие в выставках. Таким образом, можно не только заявить о себе, но наглядно представить свой продукт широкой аудитории, а также наладить полезные контакты.
Еще один вариант продвижения – участие в государственных тендерах на поставку стройматериалов. Но в этом случае клееный брус должен строго соответствовать госстандарту и иметь необходимые сертификаты.









Производство клееного бруса
Производство имеет несколько этапов, с контролем качества на каждом из них и выбраковкой некондиции.
Начинается процесс изготовления с подготовки сырья. Это либо готовые свежераспиленные доски, либо цельная древесина, которая распиливается по заданным размерам. Сырье предварительно высушивается и затем проходит первую выбраковку. Отбраковываются доски, которые в процессе сушки скручиваются, растрескиваются, а также те, что имеют много сучков и других изъянов.
Затем заготовки простругиваются до нужных размеров и обрабатываются антисептическими составами.
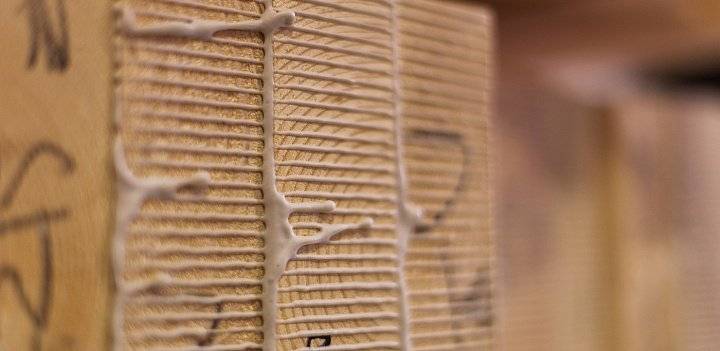
Обработанные заготовки – ламели проходят вторичный контроль, затем нарезаются до определенных размеров и склеиваются по заданной длине. После склеивания ламели промазываются клеящими составами по всей длине и собираются в пакет необходимой ширины и толщины. Клей используется экологически безопасный, водостойкий.
Собранный пакет прессуется, и после высыхания клея проходит при необходимости дополнительную обработку для доведения точных размеров по ширине и толщине.
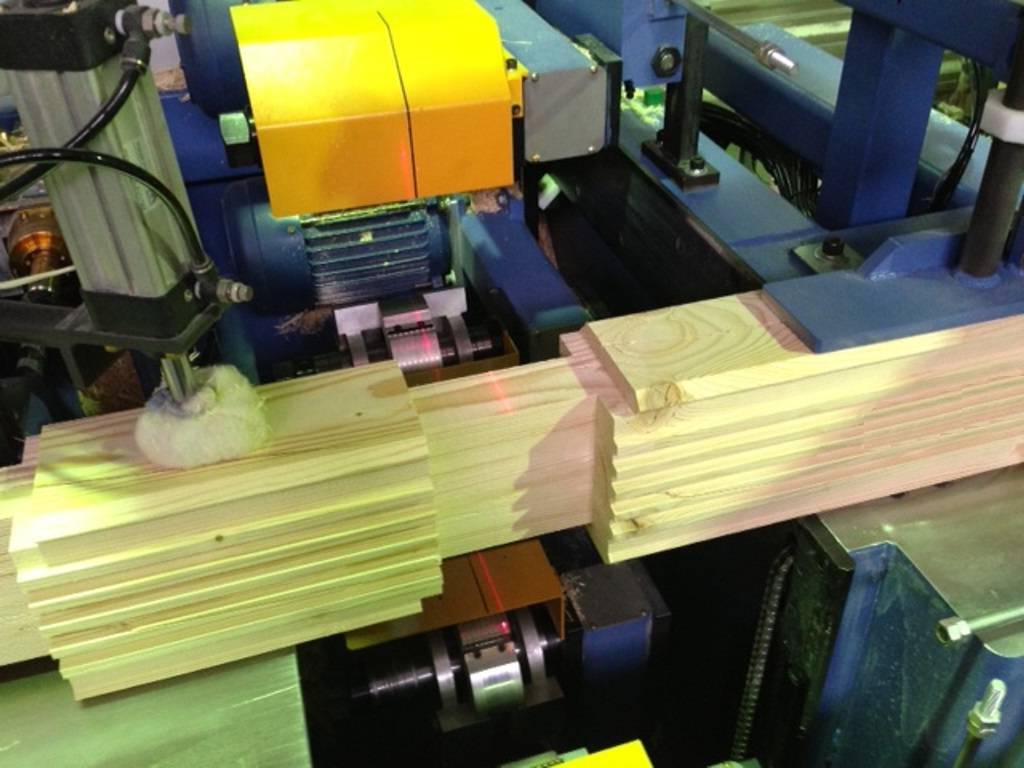
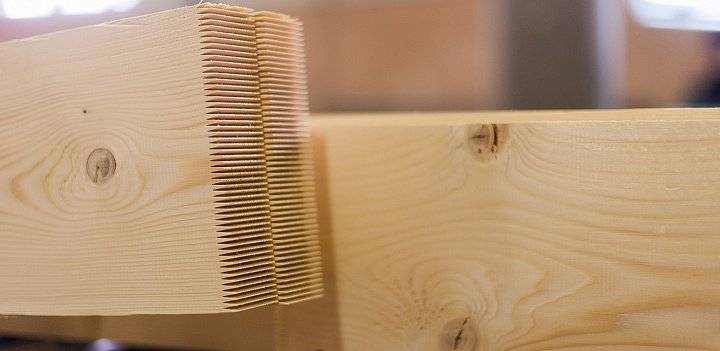
Для производства профилированного бруса, на готовом клееном брусе нарезается профиль на специальных станках. Станки с ЧПУ, позволяют создать идеальные параметры профиля.
При изготовлении профилированного бруса под проект также нарезаются чашки для угловых и промежуточных соединений, согласно указанных параметров в проекте. Это также делается на станках с ЧПУ и позволяет достигать идеальной подгонки деталей.
Закупка сырья и расходных материалов
Для изготовления клееного бруса может использоваться древесина хвойных пород (сосна, ель, лиственница, сибирский кедр), дуба и ясеня. Однако из-за высокой стоимости, изделия из двух последних материалов чаще всего производятся под заказ.
При выборе сырья нужно руководствоваться экономической целесообразностью – чем ближе завод к месту заготовки древесины, тем лучше. Так, если в непосредственной близости произрастает сосна, характеристики которой соответствуют ГОСТ, нет смысла завозить кедр или дуб из других регионов. Это приведет к существенному повышению себестоимости бруса и, как следствие, недостаточно конкурентоспособности предприятия.
В РФ древесина активно добывается в Вологодской, Пермской, Омской, Иркутской, Новосибирской областях, а также в республике Коми.
То, в каком виде поставляются древесные заготовки на предприятие по производству бруса, зависит от особенностей технологического цикла. Закупать можно:
- Пиловочник. Сырье подвергается окорке и распиливается на доски заданных размеров.
- Необрезную доску. Она обрабатывается при помощи кромкообрезного станка.
- Обрезная доску. Материал сразу идет на распил.
Помимо непосредственно древесины, для изготовления клееного бруса потребуется, конечно же, клей. Конкретный состав подбирается в зависимости от назначения готовых изделий.
Четыре типа клеевой основы:
- Полиуретановая (ПУ). Это универсальные быстроотверждаемые клеи, которые после высыхания дают светло-молочный шов. Подходят для автоматизированного производства клееного бруса.
- Меламин-карбамид-формальдегидная (МКФ). Прозрачные составы, обладающие повышенной прочностью соединения. Подходят для изготовления большепролетных конструкций.
- EPI (эмульсионная полимер-изоцианатная). Универсальные прозрачные составы, оптимально подходящие для создания большинства модификаций бруса и столярных изделий, используюемых в малоэтажном строительстве. Среди составов являются наиболее экологичным вариантом.
- Резорциновая. Композиции, которые после высыхания дают темный шов. Применяются в изделиях, использующихся в условиях повышенной влажности (наружная отделка зданий, элементы мостов).
По водостойкости клеи делятся на классы:
- D3 – столярный, для работ внутри помещений;
- D4 – водостойкий для работ снаружи помещений;
- D4 + – повышенной водостойкости.
Согласно международным нормам экобезопасности, существует 3 группы клеев: Е3, E2 и E1.
Что касается выбора клея того или иного типа, в европейской практике изготовления бруса чаще применяются составы на МКФ основе производства таких компаний как Akzo Nobel (Casco Systems), Dynea, BASF, а также полиуретановые клеи, например, Leeson Polyurethanes Ltd и Klebchemie. Российские производители обычно используют EPI-композиции, но не всегда. Это связано с тем, что более безопасные для экологии составы пока что не могут применяться в составе автоматизированных линий непрерывного цикла. Кроме того, стоимость EPI в среднем на 20% выше, чем у «конкурентов».
Мы производители клееного бруса
1. Приемка и сортировка входящего сырья
На данном этапе отделение по приемке пиломатериала проверяет соответствие полученного сырья техническим условиям предприятия.
Качественный пиломатериал укладывается в штабеля для перехода на следующий этап производства: «Сушка древесины».
Пиломатериал, не соответствующий требованиям по качеству нашего завода, возвращается поставщику.



2. Сушка древесины
На данном этапе производства, штабели с пиломатериалом естественной влажности поступают в сушильные камеры для сушки до влажности 12+-2%.
Для сушки древесины мы используем сушильные камеры конвективного типа, объемом загрузки 100 м3 каждая, работающие на древесных отходах нашего производства. Сушка древесины проходит в автоматическом режиме, согласно заданной программе, под строгим руководством нашего технолога.
Каждый цикл сушки занимает 7-8 дней в зависимости от времени года.




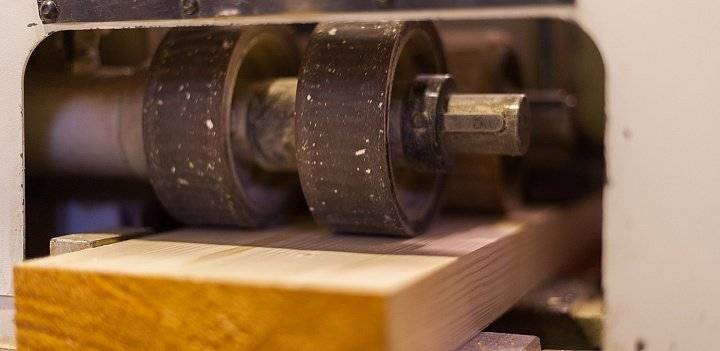
3. Первая строжка — вскрытие дефектов
Прошедшая сушку доска поступает в цех. Первым делом ее подают на 4х сторонний станок для операции «вскрытия дефектов».
На данном этапе происходит первая строжка сухой доски, открывающая визуально взгляду пороки, присутствующие в доске. Строганная доска укладывается в пачки и подается на следующую операцию.






4. Торцовка
На данном этапе оператор торцовочного станка вырезает из строганной доски все недопустимые дефекты. Все, что подлежит удалению, указано в инструкции, по которой работает оператор. Это очень важный и ответственный этап производства, требующий аккуратности: не пропустить недопустимый дефект и не вырезать лишнего! Куски доски, из которых удалили дефекты, направляются на следующую производственную операцию, а те, что не содержат пороки древесины, отправляются на утилизацию в котельную сушильного комплекса.
5. Сращивание ламелей
На бездефектные куски досок нарезается с 2х сторон шиповое соединение, наносится клей для сращивания, класса прочности D4 и в специальном прессе для сращивания происходит склейка бездефектным отрезков доски в клееные ламели.
После прессования ламели отправляются в специальный накопитель, где проходят процесс отстаивания после склейки.





6. Строжка ламелей
Срощенные ламели подаются на следующий 4х сторонний станок, предназначенный для строжки ламелей. Тут происходит процесс чистового строгания клееных ламелей перед склейкой в клееный брус.













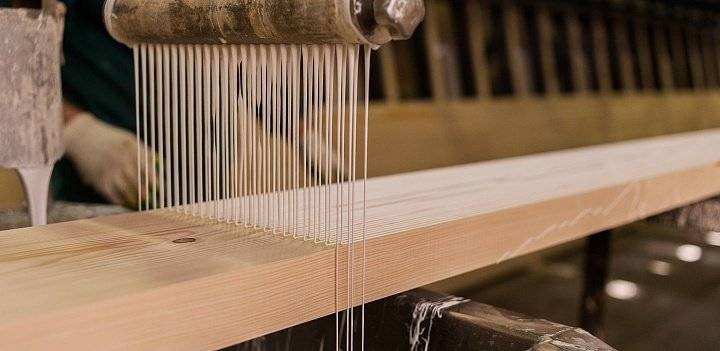
7. Прессование (склейка в брус)
Строганные ламели на выходе из 4х стороннего станка попадают в клеенаносящую машину. Из машины ламели с нанесенным на них клеем, попадают в пресс для склейки бруса. Цикл прессования – 30 минут. На выходе из пресса мы получаем клееный брус, готовый для дальнейшей обработки в различные изделия.









8. Профилирование или строжка клееного бруса
Из цеха производства клееного бруса, готовые изделия подаются в цех производства различных деталей из него. В зависимости от назначения будущего изделия, клееный брус подвергается строжке или профилированию. Если из данного клееного бруса в последствие планируется выпуск балки, то его строгают с 4х сторон.
Если из клееного бруса далее будет выпускать стеновые элементы дома, то его профилируют.








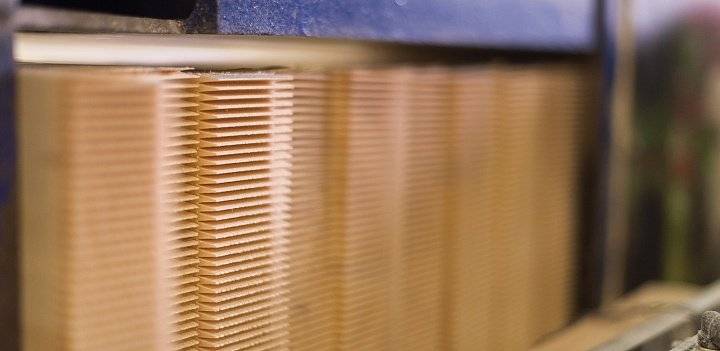
9. Производство деталей (нарезка чашек и других соединений, засверловка под шпильки)
На данном этапе профилированный или строганный клееный брус подается на автоматический чашконарезной станок Hundegger k2i.
Станок производит нарезку деталей Вашего будущего дома, согласно переданному ему машинному файлу. На выходе на каждое изделие наклеивается этикетка с номером, соответствующим номеру детали в проекте.
На сегодня наш станок оснащен самой современной комплектацией и позволяет выпустить практически любые самые замысловатые элементы Вашего будущего дома из клееного бруса.
Вы получаете детали стен, перекрытия, балки, фермы, стропильные конструкции, элементы каркаса высокоточной зарезки в заводских условиях на самом надежном и высококачественном станке производства Германия.



















10. Проверка ОТК
Готовые детали из клееного бруса поступают на участок проверки «Отделом технического контроля», где происходит визуальный осмотр и проверка деталей перед упаковкой.

11. Упаковка
Проверенные детали из клееного бруса собираются в пачки и упаковываются в полиэтиленовую пленку, стянутые полипропиленовой лентой.
Сборщик наносит на каждую пачку упаковочный лист, в котором перечислены детали, находящиеся в каждой конкретной пачке.


12. Отгрузка готовой продукции покупателю
 ВИДЕО: ПРОИЗВОДСТВО КЛЕЕНОГО БРУСА “ДДМ”
ВИДЕО: ПРОИЗВОДСТВО КЛЕЕНОГО БРУСА “ДДМ”
Технология изготовления утепленного клееного бруса
Для его изготовления необходимо столярное оборудование, подходящие материалы, знание и соблюдение технологических процессов, внимание к процессу производства

- Утепленный брус начинают изготавливать с распиловки. Бревно распиливают и выбирают ламели — доски, которые станут основой. Важна точность размеров досок.
- После распиловки ламели отбирают по длине. Каждую доску нужно осмотреть и оценить качество дерева. Затем их сортируют по видам.
- После доски отправляются на сушку. Рекомендуемая влажность — 8−12%. Чем лучше высушены доски, тем меньше клееный материал даст усадку после строительства.
- Когда ламели высушены, их нужно прострогать. После того как доски приобретают окончательную форму, их вновь сортируют. Есть стандарт прочности, который следует соблюдать.
- В дереве могут быть участки, которые нужно удалить. На досках нужно искать трещины, суки, шероховатости кромки и откосы. Если такой брак найден, доску необходимо отторцевать и отмаркировать.
- Размеры ламелей могут отличаться, так что нужно подогнать их под единый стандарт. Чтобы ламели имели одинаковые торцы, их нужно отфрезеровать.
- После фрезеровки доски отправляют на торцовку, чтобы ламели были одинаковой длины.
- Самая ответственная часть работы — склеивание. Для этого используют специальный пресс и клей, между деревом помещается пенополиуретан. Пресс не только помогает надежно скрепить между собой доски, но и получить изделия с разным сечением.
- Последний штрих — клееный стройматериал осталось прострогать, отфрезеровать и отшлифовать.
Дом, построенный из такого материала, уже не нужно утеплять и уделять время внутренней и внешней отделке стен, если пропитать дерево специальными растворами в процессе производства. Дата: 16 апреля 2021





