Оборудование для производства бетонных форм
Особенностью производства бетонных изделий является возможность организации бизнеса на небольшой площади. В летнее время оборудование легко выставляется на улице, при низкой температуре изготовление рекомендуется переносить в отапливаемое и хорошо проветриваемое помещение.
Бетономешалка, которая необходима для получения однородной массы и качественного бетона. При решении организовать самостоятельный бизнес легко приобрести недорогую модель, стоимость которой будет в пределах 15 тысяч рублей.
Вибростанок – важная деталь производства бетонных деталей, посредством которой удается получить готовые детали. Стоимость этого оборудования составляет от 9 до 13 тысяч за недорогие модели.
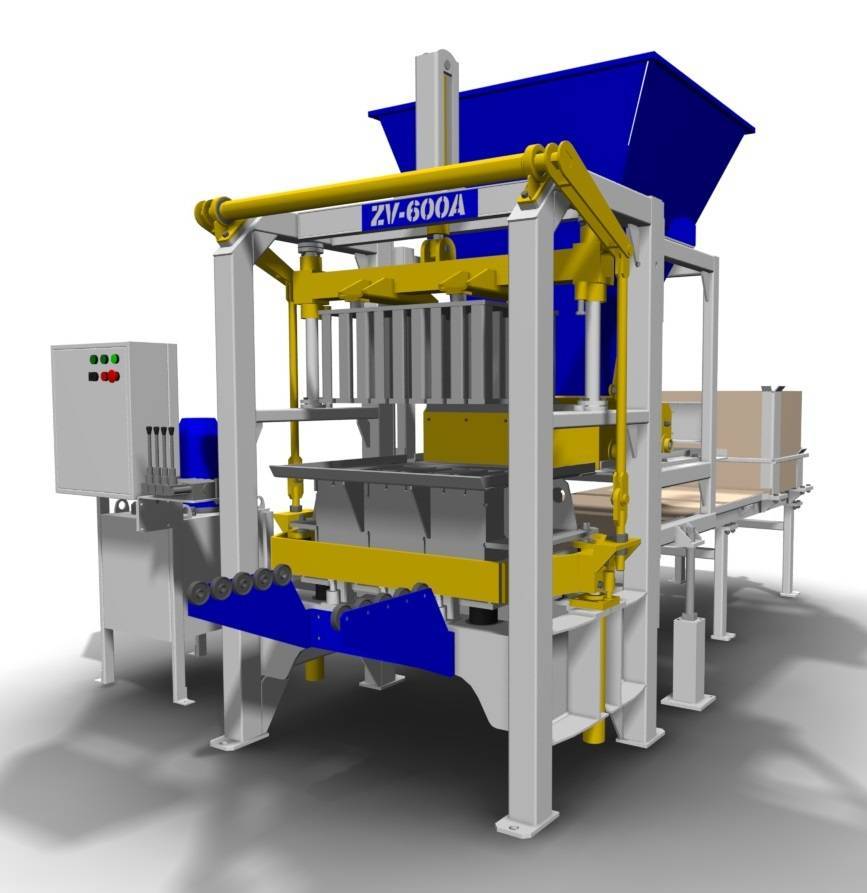
Станок для производства блоков «Урал 6М»
Например, одним из самых универсальных станков для
производства блоков и тротуарной плитки является отечественный вибропресс
производителя ООО «Монолит» — «Урал 6М».
Благодаря надежной и проверенной конструкции эта модель получила признание
покупателей не только на отечественном рынке строительной продукции, а даже за
рубежом. Он имеет потрясающую
производительность 600 штук блоков в час, 45 квадратных метров тротуарной
плитки и 180 погонных метра бордюра. Причем обслуживает оборудование всего 4
человека. Все процессы имеют максимальную автоматизацию, что почти исключает
тяжелый человеческий труд. Продукция формуется на европоддоны и транспортируется к месту сушки.
Производитель предлагает не только оборудование, а также большой выбор форм для формования, причем одна из них идет в подарок .
Технология производства керамзитоблоков
Керамзитобетон – искусственный материал, изготовленный на основе цемента, воды и керамзита. Керамзит получают путем обжига легкоплавкой глины.
Он представляет собой округлые или овальные гранулы неправильной формы, которые имеют диаметр 4-8 мм. Более мелкие гранулы называют керамзитовым песком.
Гранула керамзита на изломе похожа по структуре на застывшую пену. Благодаря спекшейся оболочке, гранулы отличаются особой прочностью.
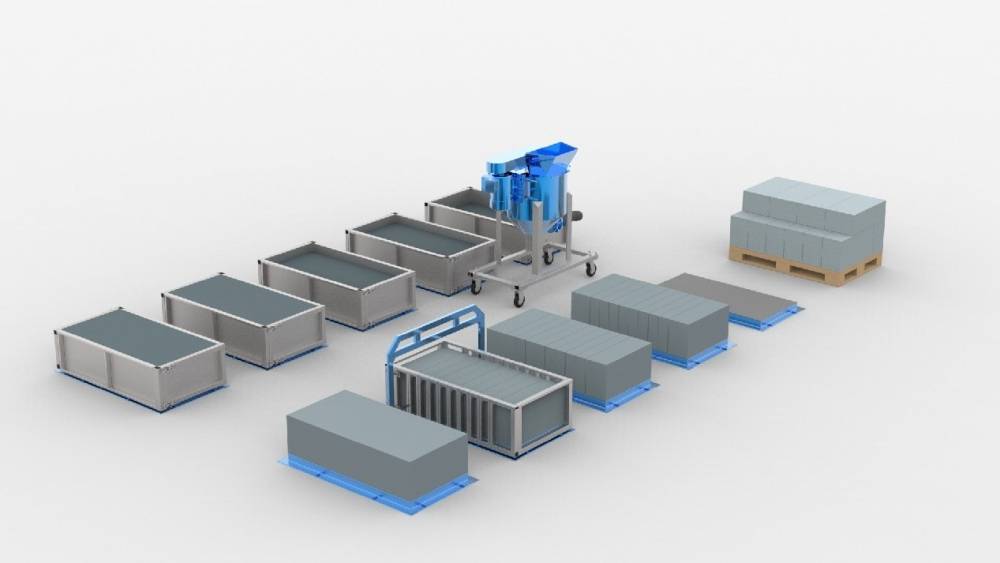
Линия по изготовлению блоков «под ключ» включает:
- вибропресс с пультом управления;
- бетономешалку;
- эстакаду для установки бетономешалки с приемным лотком;
- формообразующую оснастку;
- формовочные поддоны.
Технология изготовления керамзитоблоков значительно отличается от процесса производства пеноблоков. Это обусловливает тот факт, что керамзитобетон обладает лучшими техническими качествами. Он не нуждается в дополнительном утеплении, и при разнице температур не образуется конденсат.
Технологический процесс можно разделить на следующие этапы:
- приготовление смеси;
- формовка;
- затвердение с применением вибростанка;
- просушка изделий;
- транспортировка на склад.
Приготовление смеси
На изготовление одного блока потребуется 0,01 м3 раствора. Как приготовить смесь и из чего определяется ГОСТом и ТУ и может несколько варьироваться.
Ориентировочные пропорции выглядят следующим образом:
- керамзит – 60%;
- песок – 20-22%;
- цемент – 10%;
- вода – 8-10%.
При соблюдении таких пропорций получается крепкий материал, который имеет небольшой вес и отличается хорошей теплоизоляцией. Вес готового блока в сыром виде составляет 11 кг, в сухом – 9,5 кг.
Чтобы блоки были как можно крепче и прочнее, в керамзитную смесь необходимо добавлять больше цемента. Но следует учесть, что в этом случае теплопроводность материала возрастет, поэтому стены будут несколько холоднее.
Цемент для производства блоков должен быть свежим и идеально чистым. Желательно взять цемент марки М400 или М500. Керамзитового песка необходимо брать в 2 раза меньше, чем керамзита. Это позволит обеспечить оптимальную плотность материала.
Чтобы получить глянцевую поверхность, в раствор можно добавить клей для камня или плитки. Но при этом экологическая безопасность материала снижается. Также в раствор добавляют специальные воздухововлекающие добавки. Как правило, для этого используют древесную омыленную смолу.
Чтобы повысить прочность материала, в него добавляют пластификатор (около 5 г на 1 блок). Такой материал отличается более высокой водонепроницаемостью и морозостойкостью. Он более стойкий к образованию трещин и истиранию блоков.
Приготовление смеси для керамзитоблоков в бетономешалке типа «груша»:
https://youtube.com/watch?v=6ZWv4b57KUg
Затвердение с применением вибростанка
Для обеспечения твердения раствора используют вибростанок. Благодаря вибрациям, раствор в формах становится более плотным и приобретает требуемую структуру. Когда раствор достигает максимальной плотности, излишки смеси снимают с помощью стальной пластины.
Просушка изделий
Блоки отправляются на просушку прямо в формах. Она может производиться естественным путем или с помощью пропаривания в специальной камере.
Сушка продолжается около двух суток. Если в смесь был добавлен пластификатор, время сушки снижается до 6-8 часов.
Технология и оборудование для производства шлакоблока
Технология производства шлакоблока достаточно проста. На первом этапе делаются смеси из цемента, выбранного наполнителя и воды. В приготовленную смесь добавляются пластификаторы, которые увеличивают прочностные и водонепроницаемые свойства изделия.
Также специальные химические добавки применяются для экономии цемента, ускорения процессов твердения, повышения морозостойкости (то есть увеличения количества циклов замораживания/размораживания без повреждения блока), обеспечения твердения при низких температурах. Эти химические добавки можно разделить на: пластифицирующие, воздухововлекающие, ускорители твердения, противокоррозионные и прочие.







Для приготовления шлакоблока своими руками, без применения оборудования, можно воспользоваться множеством рецептов. Мы не будем подробно на них останавливаться, так как производство шлакоблока ручным методом, без применения оборудования, является скорее не бизнесом, а способом экономии средств на собственном строительстве. Наиболее простым и универсальным рецептом является следующий: 2 части песка, 2 части щебня, 7 частей шлака, 2 части портландцемента М400. Воду добавляют в соотношении примерно 0,5 части плюс необходимые пластификаторы. Впрочем, каждый специалист по производству шлакоблоков имеет свой собственный рецепт производства.
Далее подготовленная смесь выгружается в форму вибропресса. Затвердевание изделий происходит в естественных условиях в течение до трех суток. Более быстрому затвердеванию способствуют специальные добавки.
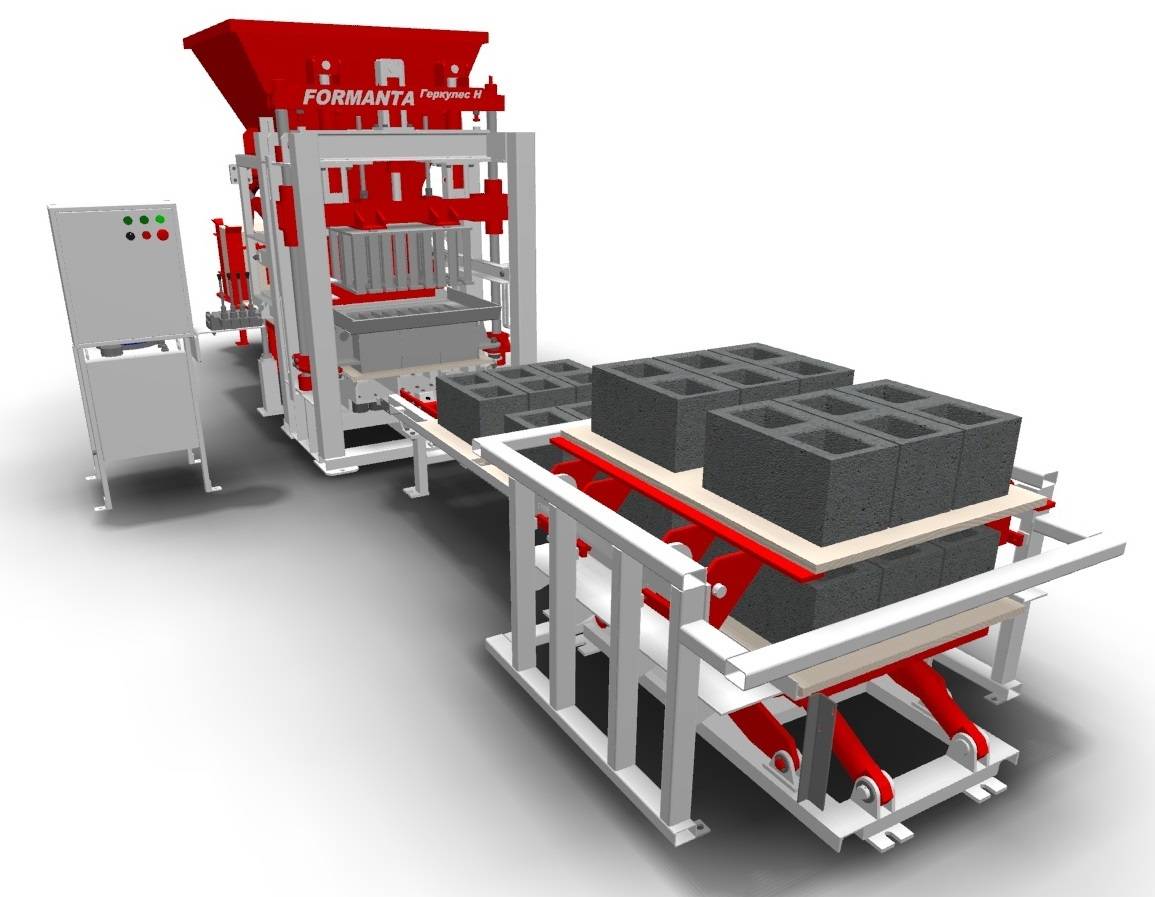
Комплектация базовой технологической линии для производства шлакоблока состоит из вибропресса, бетоносмесителя, эстакады для бетоносмесителя и пульта управления. Дополнительно, линия может комплектоваться различными дозаторами, которые упрощают процесс загрузки смеси. Данная линия может комплектоваться различными матрицами, которые позволяют изготавливать шлакоблоки с различной конфигурацией пустот.
Такая полуавтоматическая линия, может работать как в помещениях, так и на открытой площадке. Подобное оборудование не требует специальных навыков и сложного обучения персонала. Площадь производственного помещения для производства шлакоблока составит около 40-50 м2. Требуется подключение к электросети в 380 В. Количество рабочих для обслуживания подобной линии составляет 2-3 человека. Время прессования составляет около 30 секунд.
Принцип работы вибропресса достаточно прост. На вибростол укладывается формовочный поддон, далее происходит автоматическая загрузка формовочный смеси в матрицу. Начинается процесс вибропрессования. По окончании формования рабочий поднимает матрицу до полного освобождения изделия от матрицы. Далее поддон с изделием выезжает и снимается с выкатной телеги, а на его место устанавливается другой поддон. Такой пресс стоит порядка 360 тысяч рублей.
Для производства шлакоблока необходимо использовать бетоносмеситель принудительного типа, предназначенный для приготовления полусухих жестких смесей. Удобство данного оборудования в том, что, как правило, для взвешивания сырья предусматриваются тензодатчики, тем самым достигается точность дозирования сырья согласно заданной рецептуре. Стоимость подобного бетоносмесителя российского производства составляет порядка 240 тысяч рублей.
Стоимость дополнительного оборудования может составить около 300 тысяч рублей. Таким образом, базовая линия для производства шлакоблока составит порядка 900 тысяч рублей.
Рекомендации по выбору оборудования
Чтобы в домашних условиях наладить производство керамзитобетонных блоков необходимо иметь два типа оборудования — бетоносмеситель и вибропресс. Первый станок будет использоваться для приготовления раствора, второй — для формовки блоков требуемых размеров.
Конкретный выбор оборудования необходимо осуществлять исходя из планируемых объемов производства. При организации небольшого производства (до 400 блоков в день) можно обойтись обычной гравитационной бетономешалкой, стоимость которой не превышает 15 тыс. рублей. Потребуется бетономешалка объемом 200-250 л. Однако если вы планируете заняться изготовлением блоков серьезно, то имеет смысл брать бетоносмеситель принудительного типа, цена которого составляет 50-150 тыс.

Автоматизированная производственная линия
Дело в том, что для смешивания керамзитового раствора бетономешалка не очень подходит, так как согласно технологии первоначально нужно залить керамзит водой, а при засыпке компонентов в бетономешалку пористые и легкие гранулы керамзита держатся не поверхности и не перемешиваются. Проблему можно устранить с помощью ручного смешивания компонентов лопатой, однако при ориентировке на средние объемы производства это несерьезно.
Выбор вибропресса более сложен, так как на рынке представлено большое количество разновидностей таких станков — мобильные, стационарные, автоматизированные и ручные. Тут нужно руководствоваться двумя факторами — площадью отведенного под цех помещения и типом изготавливаемых блоков.
Существуют две разновидности блочных изделий — теплоизоляционные (низкой плотности) и конструкционные (высокой плотности). Теплоизоляционные блоки, как правило, пустотелые. Чем больше пустот в блоке — тем ниже его себестоимость. Если планируется производить теплоизоляционные изделия, то выбирайте станки с матрицами имеющими проверенную форму пустот, которая чаще всего используется в вашем регионе. Оборудование среднего класса зачастую имеет сменные матрицы, что позволяет изготавливать на одном станке разные блоки.
В зависимости от принципа работы выделяют два типа вибропрессов:
- вибростолы
- вибростанки.

Производство в домашних условиях
Вибростолы — многофункциональное оборудование, которое помимо блочных изделий может использоваться для производства тротуарной плитки. При работе с вибростолом формовочная матрица заполняется раствором при включенном приводе, при этом дополнительное прессование отсутствует. В плане качестве итоговых изделий столы значительно проигрывают полноценным станкам.
Принцип действия формовочного вибрстанка отличается. Их матрица имеет увеличенные размеры по высоте, после засыпки раствора матрица закрывается прессом — верхней крышкой, и затем включается вибропривод. В итоге блок уплотняется не только вибрацией, но и механическим давлением. Стоимость вибростанков начинается с 6-ти тысяч и может доходить до 200 т.р. В минимальной ценовой категории представлены агрегаты рассчитанное на одновременное производство 1-2 блоков.
к меню
Технология, сырье и пропорции компонентов
Пару слов о самой технологии производства керамзитоблоков. Раствор, используемый для формовки блоков имеет пропорции по объему 1:3:6 — цемент-песок-керамзит. Прочность блоков непосредственно зависит от марки используемого цемента, чтобы не рисковать с качеством итоговых изделий имеет смысл брать цемент М400-М500.
Песок можно использовать как речной, так и карьерный. Если вы планируете сертифицировать свою продукцию, то необходимо подбирать песок размеры фракций которого соответствуют требованиям ГОСТ. Керамзит может быть дробленным — размер гранул 1-10, либо отвесной — фракции 1-5.
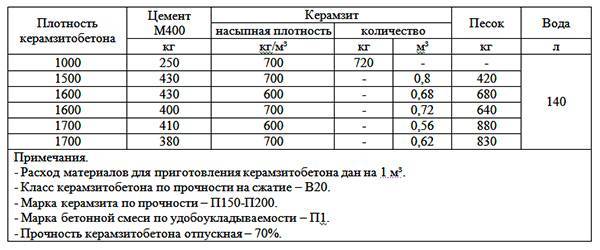
Состав керамзитобетона разной плотности
Последовательность замешивания раствора следующая — первоначально в бетоносмеситель добавляется вода, в которую засыпается керамзит, далее смесь перемешивается и засыпается требуемое количество песка с цементом. После того как раствор смешался до равномерной консистенции он распределяется по формовочным матрицам.
После вибропрессования блок начинает держать форму, он выкладывается на пол цеха где отлеживается до набора отпускной прочности. По истечению 2-3 дней блоки можно складывать штабелями. Для ускорения темпов сушки на крупных производствах используются пропарочные камеры, однако изготовление керамзитобетонных блоков в домашних условиях обходится без них, ввиду высокой стоимости такого оборудования.









к меню
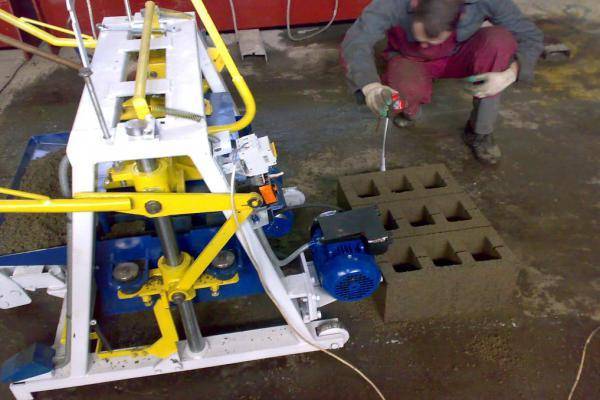
Как сделать вибростанок в домашних условиях?
Если станок необходим для индивидуального производства блоков при строительстве собственного дома, то нет смысла приобретать дорогостоящее оборудование. Можно попробовать изготовить его самостоятельно.
Перед тем, как приступить к подготовке инструментов и материалов, необходимо отыскать чертежи. Такие схемы можно найти в интернете на строительных форумах. Там люди делятся своим опытом и подробно рассказывают о сборе оборудования и о его работе.
Необходимые материалы
Для создания станка для производства шлакоблоков своими руками необходимы материалы:
- лист оцинкованного метала толщиной 3 мм;
- 1 метр стальной трубы диаметром 7-9 см;
- полоса из стали толщиной 3 мм, длиной 30 см;
- электромотор с мощностью до 1 кВт.
Лист оцинкованного метала необходим для создания матрицы, куда будет заливаться бетонная и шлаковая смеси. Толщина 3 мм как раз подходит под эти цели.
Стальную трубку нужно подготовить для пустотообразователей. Вряд ли при самостоятельном производстве будет происходить изготовление только полнотелых блоков. Диаметр трубы можно выбрать самостоятельно, в зависимости от того какого диаметра пустоты хочется получить на выходе.
Электромотор пригодится для обустройства привода, за счет которого будет осуществляться трамбовка раствора в формах.
Нужные инструменты и расходники
 Также необходимо подготовить инструменты
Также необходимо подготовить инструменты
- угловая шлифовальная машинка или болгарка;
- сварочный аппарат;
- тиски;
- набор ключей.
Также лучше заранее подготовить отвертки, шуруповерт (если есть) – с помощью этих инструментов можно собрать станок гораздо быстрее. На болгарку нужно подобрать диск, который может работать по металлу. Без сварочного аппарата не обойтись – вибростанок должен быть сделан качественно и прослужить на протяжении всего этапа строительства.
Если нет опыта работы со сваркой, то рисковать не стоит – эта процедура требует особых навыков. В таком случае лучше нанять опытного сварщика и объяснить ему задачу. Из ключей будут нужны шестигранники и другие, поэтому лучше иметь хороший набор.
Пошаговый порядок действий
После того, как все материалы, инструменты и расходники готовы, можно приступать к изготовлению станка:
- На первом этапе необходимо определиться с размерами будущих блоков. Этот показатель обязательно прописывают в чертеже. Самый распространенный вариант – 200х200х400 мм.
- При изготовлении матрицы для блоков нужно учитывать момент: высота матрицы будет на 50 мм выше высоты готового блока. Для изготовления нарезают лист стали с помощью болгарки. Нужно заранее раскроить этот лист, а также позаботиться о наличии перегородок между формами.
- С помощью сварочного аппарата сваривают нарезанные полоски между собой по наружной стороне.
- Изготовление пустотообразователя. Металлическую трубу нарезают на отрезки длиной меньше, чем высота матрицы на 5 мм. Приспособление должно иметь конусообразную форму, добиться этого можно с помощью зажатия трубы в тисках и ее заваривания. Трубки со всех сторон должны быть глухими, в конце их соединяют между собой сваркой.
- Пустотообразователь приваривают к матрице или делают съемную конструкцию.
- С наружной длинной стенки формы крепят болты, на которые устанавливают электродвигатель.
Какую прибыль принесет бизнес?
Даже небольшое производство пескоблоков своими руками при грамотном подходе может принести прибыль. На домашнем бизнесе можно зарабатывать до 50000 руб./мес.
На организацию полноценного цеха уйдет около 1000000 руб. В эту сумму войдет – покупка линии, закупка сырья, аренда помещения. Затраты можно снизить, приобретя поддержанное оборудование или не снимая производственных площадей, а используя в качестве производственной площадки собственный загородный участок.
Вполне естественно, что в случае с более мощным оборудованием и полноценным цехом чистая прибыль увеличится. Недорогой гиперпресс для пескоблока может выпускать до 50 блоков/час. И при средней продажной цене готовой продукции в 25 руб./шт., работая по 8 ч с парой выходных в неделю, за месяц можно иметь до 150000 руб. Но это при условии, что вся выпущенная продукция будет сразу сбываться клиентам.
Технология непосредственного производства
Выполнение бетонных форм – на этом этапе самым диктующим оборудованием становится вибростанок или вибростол:
- Следует разместить подготовленную бетонную смесь на поверхности стола и на несколько секунд включить установку.
- В это время происходит выравнивание смеси по поверхности стола.
- Требуется установить прижим и при надавливании на него включить вибратор.
- В процесс работы установки рабочая плоскость станка приподнимается, а изделия остаются в площадке.
Просушка готового изделия осуществляется в естественных условиях. При этом если применяется пластификатор (УПД), тогда этот процесс займет не более 6 часов, после чего готовую продукцию легко штабелировать. При отсутствии специальной присадки, обеспечивающей быстрое затвердевание бетонной смеси, процесс сушки потребует 48 часов для получения готового к эксплуатации продукта.
Промышленное оборудование
Минимальным набором оборудования для производства бетонных блоков в домашних условиях является наличие формы и пресса. Для приготовления бетона подойдет строительное корыто, а для дозирования ингредиентов и перемешивания смеси подойдет совковая лопата. Правда, этого набора хватит на 20-40 отлитых блоков за смену, производство такими темпами обеспечит строительство дома или добротного гаража только через 6-8 месяцев.
Интенсифицировать производство можно при помощи использования средств малой механизации — электрический вибропресс на 1 форму и бетономешалка на 120-140 литров обеспечит повышение производительности в разы! Правда, здесь придется искать и большую площадку чтобы оборудование для изготовления бетонных блоков можно было использовать на полную.
Для начала успешного бизнеса в производстве строительных материалов нужно не только изготавливать большие объемы продукции, но и предлагать потребителю ассортимент, отличающийся от ассортимента конкурентов. Для этого нужно наладить выпуск материалов для несущих стен, простенков и перегородок, блоков нестандартной формы. Изготавливать такой ассортимент, можно только использовав промышленные образцы оборудования для производства бетонных блоков. В состав установки обычно входит емкость для приготовления раствора, вибропресс и пульт управления. Сама установка делается мобильной, так, чтобы после изготовления одной партии форм она могла переместиться на другое место, чтобы блоки начали сохнуть.
Для мини-завода, применяется оборудование с большей степенью автоматизации и сокращением доли ручного труда. Для линии по производству бетонных блоков необходим миксер для приготовления раствора, формовочные емкости и отдельное помещение с климатическим оборудованием для ускорения процесса сушки. Производительность линии, кроме того потребует еще и линию для упаковки и склад для хранения продукции, готовой к отправке потребителю.
Планируя изготавливать блоки из ячеистого бетона производство нужно дополнить автоклавом, для сушки материала под давлением. Линия в таком случае позволит производить ячеистый бетон специфической формы и назначения, поставляя заказчику готовый комплект блоков для возведения дома или гаража.
Размеры материла
Размеры готовых строительных секторов могут быть различными и зависеть от целей их применения. Существует общепринятая размерная сетка по их разновидностям:
- железобетонные имеют длину от 0,88 до 2,38 м при ширине от 300 до 600 мм;
- детали из пенобетона могут иметь длину от 400 до 600 мм, а ширину – 200–300 мм;
- газобетонные изделия в длину имеют 625 мм, при установленной ширине в 250, 300 и 400 мм;
- пенистые (с применением керамзита) могут быть длиной 390 мм и шириной 188 мм.
Готовые материалы также различаются стоимостью, которая зависит от материалов, применяемых при изготовлении, их конструктивных особенностей (полые или полнотелые). Традиционно дорогими вариантами являются формы из железобетона, а дешевыми считаются пенистые формы с добавлением керамзита.
Подбор работников
Организовать бизнес на производстве строительных блоков можно в одиночку. Заниматься же непосредственно изготовлением материалов одному будет довольно трудно. Даже для частного небольшого завода потребуется как минимум 2-3 человека, поэтому бизнес-план должен включать статью расхода на заработные платы и обучение персонала. Для работы на полуавтоматическом оборудовании достаточно будет краткосрочных курсов.










Оптимальным количеством рабочих для производства строительных блоков считается 3 человека. Операторы могут работать посменно, в зависимости от нагрузки, которую обеспечат клиенты частного завода. Четвертым в компании сотрудников будет грузчик, который будет совмещать работу с обязанностями водителя. Учитывая то, что предприниматель имеет право заниматься бухгалтерией самостоятельно, можно на этом сократить расходы. Если обратиться к услугам компаний, то на условиях абонентской платы бухгалтерские операции будут четко выполняться в облачном сервисе. Стоить это будет порядка 3-5 тысяч рублей.
Как сделать станок для выпуска блоков из керамзитобетона?
При помощи простых подручных средств допустимо изготовление отличного оборудования для производства керамзитных блоков. Его стоимость будет гораздо ниже фабричных аналогов. В состав самой простой установки входит ящик для формировки блока, в котором отсутствует дно. На его боковую стенку устанавливается вибратор, использующийся для уплотнения смеси. Для изготовления такой матрицы необходимо выполнить следующие действия:
- Снимают все необходимые замеры из готового блока.
- По полученным меркам вырезают стенки формы из листа металла толщиной 3 мм.
- При изготовлении матрицы предусматривают зазор в 5 см для проведения утрамбовки.
- Из полученных деталей при помощи сварки изготовляют короб, не имеющий дна и крышки (шов находится снаружи).
- Для повышения жесткости формы с торцов приваривают тонкие профильные трубы.
- По периметру матрицы выполняют резиновую обивку.
- Для предотвращения выливания раствора делают окаймляющий фартук.
- В качестве вибратора используют двигатель из стиральной машины мощностью 150 Вт.
- Чтобы двигатель работал правильно, выполняют смещение центров, прикреплением металлической планки.
Технология изготовления простейшего самодельного станка несложная, поэтому ее может использовать для организации домашнего бизнеса любой любитель.
С чего следует начинать
- Нужно приобрести необходимое оборудование самого простого типа, чтобы стартовать. Это должна быть бетономешалка (средняя стоимость 15000 рублей) и вибростанок (около десяти тысяч).
- На втором этапе понадобится более дорогое вибросито, цена которого может достигать больше двадцати тысяч рублей, и специальная форма – не меньше сорока тысяч.
- Если средств совсем в обрез, бетономешалку можно на первую партию не приобретать, а делать нужное число замесов своими руками, чтобы продать первую партию блоков.
- Для работы понадобятся строительные компоненты. Это зависит от того, какие блоки нужно делать. Но цемент и песок пригодятся в любом производстве. Могут использоваться как наполнители опилки, известь, щебень, глина.
- На первом этапе достаточно тридцати пяти форм. Один блок заменяет примерно двадцать кирпичей благодаря своим размерам.
Для начала работы нужно арендовать помещение, при наличии свободных средств можно нанять одного рабочего.
Традиционное применение технологии полусухого прессования
Полусухое прессование применяетвя в различных технологических процессах изготовления изделий, в том числе и строительных материалов. Приведём наиболее распространённые технологии производства стеновых материалов с применением полусухого прессования.
Автоклавная технология – для получения силикатного рядового кирпича. Получила наиболее широкое распространение в советское время в связи с низкой себестоимостью продукции. В настоящее время обём производства силикатного кирпича снижается. Одной из существенных причин снижения производства являются низкие эксплуатационные характеристики материала.
Обжиговая технология – для получения керамического рядового кирпича и стеновых камней. Полусухим прессованием кирпич из глинистых материалов производили и производят до сих пор лишь рядовой в силу его не высокого качества.
Безобжиговая технология на цементном вяжущем – для получения облицовочного кирпича, тротуарной и облицовочной плитки. Получила распространение в основном на территории СНГ. При соблюдении требований технологии возможно получение качественных изделий с высокими декоративными свойствами.
Анализ существующих технологических процессов показывает, что каждый из них обладает определёнными недостатками. В частности автоклавная технология помимо низких потребительских свойств продукции связана со значительными затратами на приобретение автоклавов и значительными энергозатратами при производстве. Производство керамического кирпиа связано с ещё большими энергозатратами на производство, а безобжиговая технология на цементном вяжущем связана с большими затратами на исходные материалы – цемент, особенно белый, а так же красители.
Сложившаяся ситуация постоянно побуждает нас искать новые технологические и конструкторские решения способствующие повышению качества продизводимых на нашем оборудовании материалов и снижению затрат на её производство.
Некоторые данные по технологии производства лицевого кирпича на оборудовании НПП «Агрегат»
Основной состав, применяемый на предприятии “Комплектстрой”, г. Ялта для производства кирпича М150 с пустотностью 38%:
Цемент М400 13 %
Отсев известняковый фракций 0 – 10 85 %
Пигмент красный железоокисный 1 %
Вода (от общей массы сухих компонентов) 6 – 10 %
Для производства кирпича цельного (без пустот) М200 применяется следующий состав:
Цемент М400 9 %
Отсев известняковый фракций 0 – 10 91 %
Пигмент красный железоокисный 1 %
Вода (от общей массы сухих компонентов) 6 – 10 %
Возможно использование отсевов других горных пород либо промышленных отходов (граншлак, зола и т.п).
Значительную экономию цемента можно получить путём введения в качестве инертного компонента молотых отвальных или гранулированных шлаков.
При использовании в качестве инертного материала песка необходимо добавлять около 30 % пылевидных компонентов.
Морозостойкость изделий из вышеприведённых составов при соблюдении технологии – не менее 80 циклов.
Для специальных целей используется сверхтонкий домол цемента в вибромельнице и приготовление смеси в скоростном смесителе-дробилке. В этих случаях получаются изделия с маркой до М1000.
оборудование +для производства строительных блоков оборудование +для изготовления строительных блоков кондор1 кондор 1 вибропресс