

Рейтинг лучших шлангов для воды
Quattro Elementi Genova 180
Надежный вариант, который подойдет для транспортировки воды под высоким давлением. Изготавливается из армированной резины, которая отличается долговечностью и прочностными показателями. Продукция оснащена удобным подключением для различных систем. Высокая износостойкость гарантирует бесперебойную работу.
Средняя цена: от 2 690 рублей.
Quattro Elementi Genova 180
Достоинства:
- Длина 8 метров;
- Изготавливается из прочного материала;
- Высокий срок службы;
- Эффективность.
Недостатки:
Не выявлено.
Bort (Hose-8-Pro)
Бюджетное 8 метровое изделие, которое подойдет для перекачки жидкости, в том числе воды. Товар отличается качественными характеристиками и способен работать на протяжении длительного периода без деформаций внутреннего и внешнего слоя. Удобное подключение позволяет соединиться с различными элементами.
Средняя стоимость – 1 740 рублей.
Bort (Hose-8-Pro)
Достоинства:
- Прочностные характеристики;
- Не портится от длительного воздействия;
- Доступная стоимость;
- Срок службы.
Недостатки:
Не обнаружено.
BOSCH 6 м F016800360
Хороший вариант популярного производителя, который подойдет для большинства систем, где требует транспортировка воды под давлением. Длина составляет 6 метров. Изделие способно выдерживать давление в 135 бар. Максимальная температура жидкости не должна превышать 60 градусов, если случится обратное, произойдет износ.
BOSCH 6 м F016800360
Достоинства;
- Прочностные показатели;
- Эффективность;
- Срок службы;
- Износостойкость.
Недостатки:
Не выявлено.
Резаки для гидрошлангов СМ-70, СМ-100

Резаки для гидравлических, пневматических и промышленных шлангов СМ-70 и СМ-100 производства фирмы D-HYDRO OY (Финляндия). Закрытое лезвие, обеспечивая безопасность оператора, отрезает шланг при нажатии на педаль. Конструкция резака и высокая скорость вращения диска обеспечивают точный, аккуратный рез.
* — Отрезной диск входит в комплектацию резака
Технические характеристики
| СМ -70 | СМ -100 | |
| Максимальный размер рукавапо внешнему диаметру, мм | 70 мм | 100 мм |
| Отрезной диск, мм | 250 мм | 300 мм |
| Стандартный двигатель | 2,2 кВт380В 3фазы | 4 кВт380В 3фазы |
| Варианты двигателя | 2 кВт220В 1фаза | —— |
| Управление | Педаль | Педаль |
| Скорость вращения диска,об/мин | 3000 | 3000 |
| Вес , кг | 90 | 120 |
| Габаритные размеры (ДхШхВ), мм | 730x470x900 | 730x470x900 |
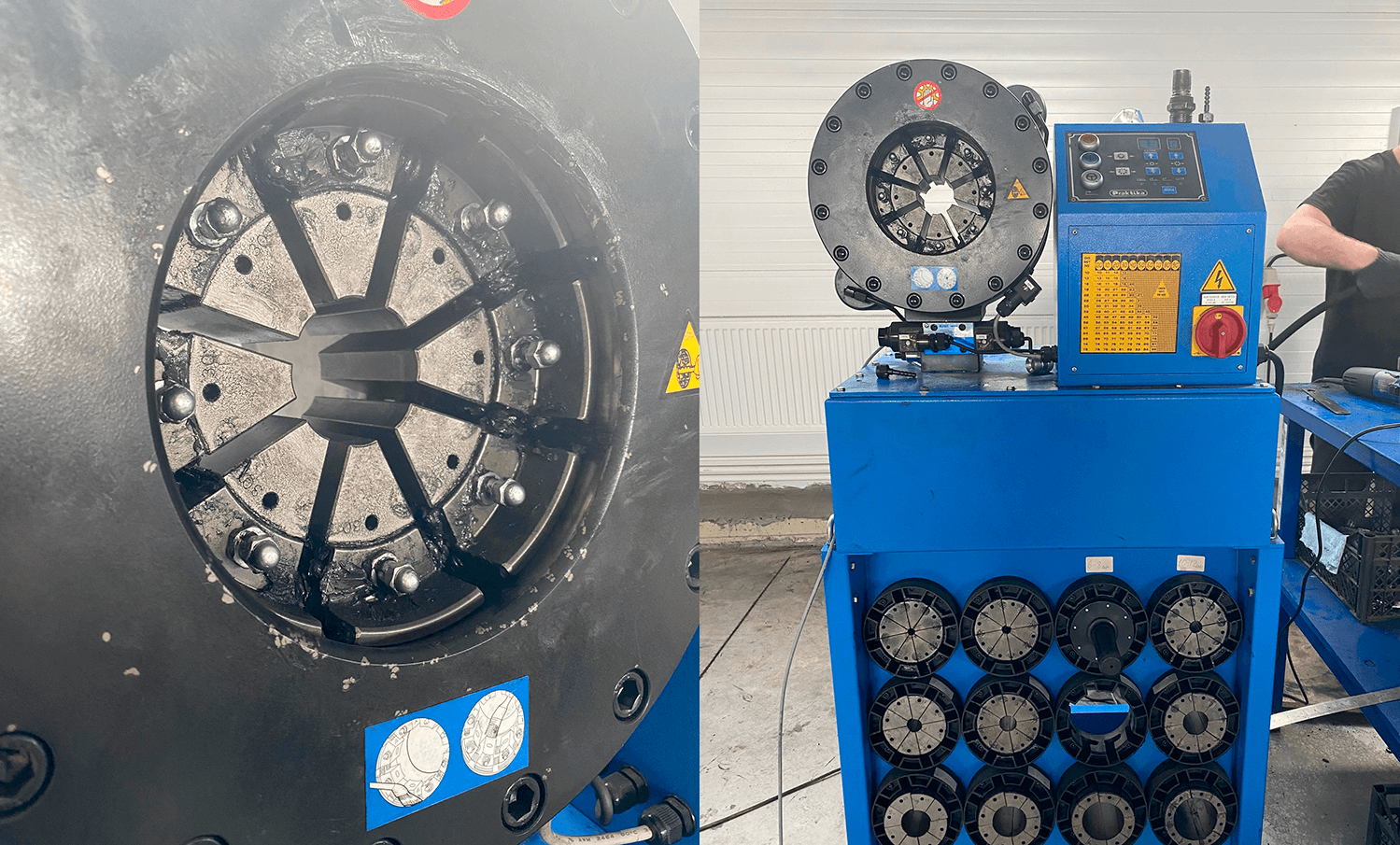
Прессовочное оборудование для рукавов высокого давления
Далее заготовки отправляются на пресс для производства РВД. На этом этапе необходимо строго соблюдать технологию их монтажа. Зачастую основной проблемой в рукавах низкого качества является отслоение муфты от резиновой поверхности.
Прессовочное оборудование для производства РВД должно иметь несколько съемных насадок для монтажа элементов различной конфигурации. Основной частью станка является кулачковый зажимной механизм. С помощью блока управления устанавливается степень выноса давления каждого элемента. Это зависит от типа подсоединяемой муфты или штуцера. Параметры выставляются в ручном режиме либо используются стандартные заводские настройки.Окончательный этап производства РВД — проверка качества изделия. Для этого можно сделать самодельный гидравлический стенд. После подсоединения шланга к разъемам внутрь его подается жидкость под давлением. Если технология производства была соблюдена, то рукав останется герметичным. В противном случае можно будет наблюдать падение давления внутри системы. Проверку рекомендуется проводить выборочно, чтобы она не влияла на объем производства.
???? Напишите свой вопрос в форму ниже
Получение гражданства
Защита прав
Оформить документы
Поиск работы и трудовое право
Важные документы
Территории
Оформить после рождения
Нюансы после оплаты
Пересечение границы
Куда обращаться
Получение документов
Наша продукция:
- 112.116
- 146.124
- Рукав с метал. оплеткой IЛ-6-19 Розничная цена 128.93 р.RUB ОПТ (при покупке от 50000 р.) 123.32 р. VIP цена (при покупке от 100000 р.) 112.12 р.
Производитель:Россия
м
128.93
Купить
- Рукав с метал. оплеткой IЛ-8-16,5
Розничная цена 155.21 р.RUB ОПТ (при покупке от 50000 р.) 148.46 р. VIP цена (при покупке от 100000 р.) 134.96 р.
Производитель:Россия
м
155.21
Купить
- Рукав с метал. оплеткой IЛ-10-15
Розничная цена 160.82 р.RUB ОПТ (при покупке от 50000 р.) 153.83 р. VIP цена (при покупке от 100000 р.) 139.85 р.
Производитель:Россия
м
160.82
Купить
- Рукав с метал. оплеткой IЛ-12-13,5
Розничная цена 167.47 р.RUB ОПТ (при покупке от 50000 р.) 160.20 р. VIP цена (при покупке от 100000 р.) 145.63 р.
Производитель:Россия
м
167.47
Купить
- Рукав с метал. оплеткой IЛ-12-16
Розничная цена 168.05 р.RUB ОПТ (при покупке от 50000 р.) 160.74 р. VIP цена (при покупке от 100000 р.) 146.12 р.
Производитель:Россия
м
168.05
Купить
- RUB
ПОСМОТРЕТЬ ВСЕ
Сегодня для гидравлических систем используются следующие виды гибких трубопроводов:
- с 1 слоем оплётки 1SN, 1SC;
- с 2 слоями оплётки 2SN, 2SC;
- с 3 слоями оплётки 3SK;
- с 4 слоями навивки 4SP, 4SH;
- с 6 слоями навивки R13, R15;
- устойчивые к морозу 2SN, 2SC, 3SK, 4SH.
Подбираются рукава в зависимости от того, где планируется их использовать и для каких типов систем подходят.
Совет по выбору станка
Ручной опрессовщик
Промышленное или ремонтное оборудование имеет определенные технические характеристики. Они являются основным критерием выбора. Поэтому предварительно необходимо изучить параметры готового изделия и подобрать обжимной станок, который бы соответствовал им.










Основные параметры выбора:
- усилие опрессовки, тонн;
- максимальный и минимальный диаметр РВД. Учитывается количество слоев оплетки;
- для электрических моделей – напряжение в сети;
- максимальное значение раскрытия кулачков, мм;
- габариты и вес;
Важное значение придается плашкам. Они могут быть как опрессовочные, так и маркировочные
В некоторых случаях потребуются специальные конструкции для ограниченного обжима изделия. Они изготавливаются под заказ.
Преимуществом опрессовочного станка является его универсальность. С его помощью можно не только изготавливать качественные РВД, но и делать обжим любых изделий
Важно, чтобы они соответствовали параметрам оборудования
Напорные
На эту тему ▼
Напорные пожарные рукава
ТТХ и порядок испытаний
Название «напорные пожарные рукава» говорит само за себя (так в принципе и со всеми другими рукавами), то есть это рукава, по которым непосредственно подают огнетушащий состав к пожарному стволу (под давлением порядка 2-8 атмосфер) и далее на тушение через пожарный ствол.
Другими словами определение звучит так – предназначены для транспортирования огнетушащих веществ под избыточным давлением для пожаротушения.
Напорные пожарные рукава это наиболее распространенный вид пожарных рукавов, так как такими рукавами в обязательном порядке укомплектовываются пожарные автоцистерны, пожарные поезда и корабли, пожарные кран-комплекты и они нашли свое широкое применение и в других сферах деятельности человека.
Как было сказано напорные пожарные рукава располагаются в АЦ предварительно смотанные в одинарную или же двойную скатку, есть варианты хранения на специальной катушке.
Эксплуатация РВД
Эксплуатация РВД, в зависимости от его типа, возможна при различных диапазонах температур, при этом минимально допустимое значение составляет -60°С, а максимальный показатель доходит до 125°С. Рабочее давление рукавов выбирается исходя из назначения и параметров в месте эксплуатации, но при этом оно должно превышать давление в системе.
Обычно рабочее давление РВД составляет не более 25 МПа, а некоторые их стандарты изготовления предусматривают производство изделий, функционирующих даже при 50 МПа. Разрывное давление, в свою очередь, так же соотносится со стандартом изготовления РВД и полностью зависит от имеющихся технических характеристик рукава высокого давления.
Основными сферами применения такого изделия являются различные промышленные отрасли, в которых производится или задействуется всевозможная гидравлическая техника и механизмы. В частности, эксплуатация РВД происходит в сельхозтехнике, строительной и горно-добывающей технике, а также в лесозаготовке и нефтегазоперерабатывающей сфере.
При эксплуатации РВД особо важно не допускать излишних перегибов и сжатий, так как это повлияет на проводимость потока и приводит к быстрому износу рукава. Кроме того, для тех случаев, когда требуется изогнуть РВД, лучше всего будет использовать переходные фитинги углового типа в местах перегибов, что позволит продлить срок службы изделия
Инструкция по калибровке обжимного станка для РВД
- Завершите операцию опрессовки с соответствующими параметрами.
- Измерьте на готовом изделии диаметр опрессовки и от этого размера вычтите размер кулачков.
- Используя значения нормативных документов проверьте калибратор.
- Если калибратор нуждается в калибровке, ослабьте винт фиксации калибратора.
- Фиксируя неподвижно ручку калибратора, поверните регулировочные кольца с помощью винта, используемого в качестве рычага.
- Когда правильные значения будут достигнуты, затяните винт фиксации калибратора.
- Установите калибратор на новые значения и начинайте опрессовку.
- Проверьте еще раз диаметры опрессовки на готовых изделиях. Если снова получатся неправильные значения, проведите калибровку еще раз.
Контроль вальцовки калибрами и измерениями
Используя штантгенциркуль или микрометр, специалисты-тестировщики выполняют замеры отклонений в диаметре втулки после обжима РВД
, сверяя его с таблицей
Важно, чтобы эта разница находилась в диапазоне от +0 до -0,2 мм. Для достижения нужного значения процедура повторяется
Используется шаг 0,1 мм. Добившись желаемого эффекта, проведите те же действия для следующего фитинга.
Учитывайте, что табличные значения допусков в миллиметрах (в ту или иную сторону) указываются для всех компонентов изделия – внутренней трубки, стенки втулки, металлической оплётки.
Из этого списка понятно, что суммарная погрешность допуска часто превышает табличные значе6ния. Поэтому такой метод не всегда эффективен, а специалисты в мастерских предпочитают в ходе измерений выполнять контроль калибрами. Способ основан на измерении диаметра внутренней поверхности ниппеля. Для этой задачи используются непроходные и проходные калибры.
По завершении всех работ по обжиму РВД
, клиент может заказать дополнительные тесты. Испытания проводят в соответствии с международными нормами, регламентируемыми стандартами качества ISO-1402:2009 и ISO-7751 1991/2011. Для проверки каждого рукава используются защищенные экранированные стенды. В процессе испытание тестируется их работа под давлением, вдвое превышающим рабочую норму при эксплуатации изделия в штатном режиме.
Стадии производства РВД
Установление длины шланга и его нарезка на специальном станке.
Данная стадия производства выполняется на специальном станке, чтобы получить равномерный срез, для обеспечения герметичности изделия. Кроме этого, на этой стадии подбираются муфты для обжима, фитинги, адаптеры и переходники исходя из параметров шланга, а также устанавливаются кулачки.
Обработка, сборка и прессовка.
На этой стадии производства происходит обжимание рукава, которое происходит двумя способами – поперечным и продольным. При поперечном способе, в районе муфты изначально удаляется часть поверхностного резинового слоя шланга и затем проводится операция по обжиму. При таком способе обжима, обеспечивается достаточная герметичность соединения и рукав способен выдержать давление до 120атм. Основу продольного соединения составляет муфта с зубцами по всей обратной стороне кольца, которые при отжиме врезаются в резиновый слой, обеспечивая надежное соединение и отличную герметичность. РВД, для производства которых использовали продольного способ, используются там, где необходимо поддерживать высокое давление внутри него.
Мониторинг качества и испытания.
Данная стадия производства является обязательным условием для проверки работоспособности и надежности РВД. Испытание производится путем подачи масла или воды на шланг с большим давлением, которое в 2 раза превышает рабочее. Контролируют удержание заданного давления в определенный интервал времени. После проведения испытаний шланг продувается сжатым воздухом с целью удаления остатков технических жидкостей и сушки изделия.
На этом производство закончено, товар готов к реализации.
Компания КАСКАД, являясь дистрибьютором ведущих компаний-производителей оборудования для изготовления РВД, предлагает:
Причины дефектов РВД
Универсальные шланги изнашиваются из-за переохлаждения, промерзания при остановке дизельных экскаваторов зимой. Трещины чаще образуются в местах перегиба рукавов, которые передают гидравлическую жидкость.

При прокачке загустевшего масла при температуре -49-52°С возникает вздутие универсальных рукавов. Это является дефектом, при котором рукав обязательно меняют.
Чем чревата поломка
Износ рукава вредит узлу, работе которого служит, или, что чаще, останавливает всю машину. Первые признаки ухудшения нужно быстро ликвидировать: иначе последствия могут быть опасны для человека.
Виды РВД
В гидравлических системах чаще всего используются трубопроводы с оплёткой, нежели с навивкой. Это обуславливается тем, что витки навивки склонны к расхождению во время сгибов, поэтому такие шланги имеют радиус сгиба значительно больше, чем оплёточные. Этот нюанс очень важен для РВД, так как они применяются в местах сгибов и подвижных элементов.
Однако шланги с навивкой могут выдержать гораздо большие показатели рабочего давления, так как они могут иметь до 6 армирующих слоёв, в то время как оплётка ограничивается максимум тремя.
Шланги высокого давления с одним или двумя слоями металлической оплётки соответствуют Европейским стандартам: EN 853 и ЕN 857. Продукция стандарта ЕN 857 характеризуется минимальным радиусом сгиба, поэтому часто применяется в грузоподъёмной технике. РВД отечественного производства, изготовленные по ГОСТ 6286-73, соответствуют изделиям европейского стандарта EN 853, а потому они считаются взаимозаменяемыми. Такие шланги имеют один или два оплёточных слоя из латунной проволоки.
Особенности станка для изготовления РВД
Пресс для обжимки рукава является частью производственной линии. Сегодня на рынке есть как небольшие мобильные станки, так и стационарные для промышленности. При выборе станка необходимо учитывать исходные параметры работы с оборудованием: тип и диаметр рукава, предельный размер фитингов, тип и производительность станка.









Сфера использования станков для обжима достаточно велика:
- · производство гидравлических шлангов;
- · выпуск автодеталей;
- · производство строительного оборудования;
- · изготовление морского и железнодорожного транспорта;
- · выпуск проволоки, шлангов, труб и трубопроводов, кабелей.
Обжимной станок обладает такими особенностями:
- · работает от нескольких источников: батарея, сжатый воздух или в ручном режиме;
- · точность обжимки всегда на высоте;
- · конструкция станка удобна и эргономична, он прост в эксплуатации;
- · быстрая опрессовка РВД возможна за счет системы оперативной замены кулачков;
можно использовать станок в условиях производства и на месте.
Цены на прессы для обжима и РВД
Если вас интересует конкретный обжимной станок для опрессовки РВД, его цена и условия поставки, свяжитесь с нашим менеджером или направьте запрос по электронной почте. Мы ответим на ваш запрос в течение одного дня. Если вам, по каким-то причинам трудно сделать выбор, вы можете получить профессиональную консультацию у наших специалистов. По каждому прессу для обжима РВД вы получите полную техническую информацию, мы никогда не предложим вам станок, который не будет соответствовать вашим требованиям. Цены на оборудование ОР являются оптимальными по соотношению «цена-качество». К примеру, если сравнивать с прессами российского производства, такими, как Пресс ОС-25А-380, то станки для опрессовки O+P являются более надежными и функциональными.
Виды Прессов (Кримперов) для обжима шлангов высокого давления систем автомобильных кондиционеров.
В большинстве автомобилей фреоновые магистрали изготавливаются из алюминия. В результате агрессивного воздействия окружающей среды (перепады температур, соль, снег, грязь, реагенты) алюминиевые трубы становятся непригодными для использования. Чтобы заменить линейные элементы резиновыми шлангами, необходимо использовать компрессионный рукавный пресс. При обжиме шлангов разного диаметра используются губки соответствующего размера. Пресс для гильз зажимает фитинг в шланге при помощи обжимного стакана, после этого шланг может выдерживать давление до 30 атмосфер.
Кондиционеры теперь устанавливаются даже на бюджетные автомобили, причем зачастую уже в их базовой комплектации. Эти климатические приборы при правильной эксплуатации и надлежащем техническом обслуживании демонстрируют достаточно высокую надежность, но практически все они имеют «слабые места», то есть компоненты и детали, которые часто выходят из строя, причем гораздо чаще, чем все остальные. Одним из них является регулярная линия автомобильных кондиционеров, в которой работает хладагент.
Они изготавливаются чаще всего из алюминия, а со временем разрушаются солью, антиобледенительными реагентами и просто от значительных перепадов температур. Их рекомендуется менять на резиновые шланги, а для того, чтобы успешно выполнить эту процедуру, следует использовать специализированный инструмент — кримперы, также называемый в обиходе «обжим». Они в очень широком ассортименте представлены в нашем магазине, пользуются большим спросом, и приобрести их в основном мастерские и сервисные центры, специализирующиеся на ремонте и обслуживании автомобильных кондиционеров.
кримперы для шлангов бывают как стационарные, так и ручные, а в тех и в других необходимая сила создается гидравликой. Пресс для обжимных шлангов обычно имеет в своей конфигурации комплект съемных губок, что позволяет работать с втулками разного диаметра. При необходимости мы также можем приобрести их отдельно.
Принцип работы кримперов для шлангов автомобильных кондиционеров довольно прост. Губки этого инструмента покрыты обжимной чашей, одетой поверх шланга в месте его соединения с фитингом, и большая сила, развиваемая гидравлической системой, действует на него в радиальном направлении. Результат соединение давления которое может легко выдержать давление до 3 десятков атмосфер.
Необходимое оснащение
Для начала следует рассмотреть основные стадии изготовления рукавов. Они представляют собой многослойную конструкцию из резиновых оболочек и металлических оплеток. От их количества зависит максимальное давление, которое может выдержать рукав с сохранением герметичности.

С целью уменьшения затрат на первоначальном этапе в качестве комплектующих рекомендуется использовать уже готовые рукава и муфты. Технология производства РВД заключается в сборке основных компонентов. В таком случае линия по изготовлению будет состоять из следующих станков:
- Автомат для отреза рукава нужной длины.
- Окорочное оборудование, предназначенное для снятия слоя оплетки на монтажных концах шланга.
- Обжимочные прессы. Они предназначены для установки соединительных элементов рукава: муфт, штуцеров или ниппелей.
Эти станки для производства РВД рассчитаны на определенный объем выпуска готовых изделий. Технологические параметры каждого этапа изготовления определяются функциональными возможностями оборудования и трудоемкостью производства.
Замена поврежденных шлангов высокого давления
Из всего вышесказанного можно сделать вывод, что ремонт РВД заключается или в замене поврежденного участка или в замене пришедших в негодность фитингов.
При замене поврежденного участка, так же как и при замене фитингов, понадобится обжимать соединительные муфты, то есть технологически эти два действия очень похожи.

Шланги высокого давления
Последовательность операций при этом выглядит таким образом:
- Поврежденный рукав отсоединяется от основного механизма.
- На отрезном станке режется новый рукав по размеру старого. Причем для замера берется расстояние между торцами ниппелей на его концах. Выбирать лучше РВД, рассчитанный на большее давление, чем то, на которое был рассчитан старый РВД.
- Подобрать нужный диаметр поможет маркировка, которая ставится на рукавах.
Заводская маркировка DN обозначает диаметр внутреннего канала шланга.
Если предстоит ремонт рукава, рассчитанного на повышенное давление (тяжелого рукава), его концы зачищают изнутри и снаружи до металлической оплетки. Эта операция производится на окорочных станках.
Затем подбирают нужные фитинги. Это может быть сопряжено с определенными сложностями, так как импортные фитинги изготовляются по разным стандартам. В случае затруднений проще всего произвести замеры по старому фитингу штангенциркулем и резьбомером, что позволит точно установить нужные диаметр и шаг резьбы и затем подобрать нужные параметры нового фитинга по таблицам.
После окорки и подбора фитингов производится их опрессовка на обжимных станках. Для каждого диаметра подбираются съемные обжимные кулачки.
Далее обязательно проводится проверка качества опрессовки. Для этого используется контрольный щуп, но лучше всего проводить тестирование на специальном испытательном стенде.
Если попалось нестандартное соединение, то ремонт осуществляется с помощью ремонтного фитинга. Для этого берется головка старого фитинга, к которой припаивается часть, подлежащая опрессовке.

Рукава высокого давления
Этим методом часто пользуются автолюбители для экстренного ремонта шлангов ГУР, а так же владельцы насосов и минимоек Кирхер.
Как производятся рукава высокого давления
Для изготовления продукции используется высококачественное сырьё и применяются современные проверенные технологии. Процесс изготовления включает четыре технологических этапа:
- Определение длины шланга. Расчёт длины необходим для равномерного распределения нагрузки по рукаву. Нарезка осуществляется на специальном отрезном станке, что обеспечивает точность и чистоту трубопровода.
- Обработка шланга на окорочном станке. Наружный резиновый слой снимается не всегда. Зачистка нужна, например, для шлангов типа 2SN.
- Сборка и опрессовка. На рукав с каждой стороны надеваются муфты и вставляются фитинги до упора. Замок фитинга должен обязательно совпадать с муфтой. Далее проводится опрессовка готового шланга.
- Маркировка и упаковка. РВД имеют ограниченный срок хранения, поэтому необходимо соблюдать правильную технологию упаковывания и дальнейшего хранения. На упаковку наносится маркировка с указанием технических характеристик и ГОСТа, согласно которому изделие было произведено.
Устройство РВД
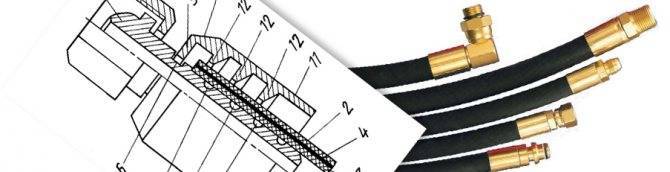
Чтобы выдерживать большие нагрузки, рукава высокого давления изготавливают из прочных устойчивых материалов, которые собирают в единую армированную конструкцию. Собственно, само по себе устройство РВД, несмотря на столь высокую надежность изделия, является достаточно простым и включает в себя всего лишь несколько следующих элементов:
- Внутренней трубки для транспортировки жидкостей
- Оплеточного или навивочного армирующего каркаса
- Защитного от различных воздействий внешнего слоя
- Специальных соединительных устройств на концах
В основном внутренний и внешний слои выполняются из резинотехнических изделий с использованием метода экструзии, то есть выдавливания составляющей резиновой смеси сквозь специальное отверстие для формовки, которое называют экструзионной головкой. Это позволяет получить на выходе материал с необходимыми размерами в поперечном сечении.
Исходя из группы резины, которая была использована при создании слоев, определяют степень пригодности изделия для тех или иных условий рабочей среды. Определить рабочую среду, в которой данная продукция сможет полноценно функционировать, позволяет именно нанесенная на поверхность рукавов РВД маркировка с указанием характеристик изделия.
Металлический армирующий каркас может выполняться с помощью оплетки или же с помощью навивки из одного или нескольких специальной стальной спирали, которая нужна для сдерживания давления внутри самого шланга. Изготавливать подобное усиление могут либо из алюминия, либо из нержавеющей стали, либо же из гальванизированной стали.
В качестве соединительных элементов на рукавах высокого давления используют как стальные фитинги, так и алюминиевые штуцера и муфты, которые скрепляют с необходимым узлом механизма при помощи специальной гайки. Профиль фитинга может быть различным, в зависимости от непосредственного предназначения изделия и места его расположения.
Маркировка рукавов РВД

Маркировка рукавов РВД отражает основные технические характеристики изделия, к которым относятся его внутренний диаметр, допустимое давление жидкости, угол изгиба, а также размер необходимого ключа, тип армирования, переносимость климатических условий и множество других сторонних факторов. Разные производители рукавов высокого давления могут выполнять различную маркировку, добавляя на поверхность изделия информацию про самые разные особенности и характеристики изделия. Согласно требованиям ГОСТ в России маркировка рукавов РВД в расширенном виде должна выполняться следующим образом:
Для примера возьмем рукав РВД 10-85-0950-60С45/М32х1,5-Ф90/Д31,8-238-СП
Здесь обозначены такие параметры, как:
- 10 — внутренний диаметр прохода;
- 85 — допустимое давление жидкости;
- 0950 — длина рукава в миллиметрах;
- 60 — угол, под которым штуцер размещен в изделии;
- С — сферический тип присоединения на 1-м ниппеле;
- 45 — изгиб 1-го ниппеля в градусах;
- М32х1,5 — типоразмер гайки;
- Ф — фитинговый тип соединения с корпусом;
- 90 — изгиба 2-го углового ниппеля;
- Д31,8 — условное обозначение наружного диаметра;
- 238 — угол, на который 1-й ниппель повернут относительно 2-го;
- СП — армирование выполнено спиральной проволокой.
Кроме того, в зависимости от того, для каких климатических условий предназначается рукав, на его поверхности так же могут быть размещены соответствующие информационные обозначения литерами У, Х, Т для умеренного, холодного или тропического типов климата. Само обозначение должно быть размещено на внешней стороне и выполнено контрастным по сравнению с изделием цветом при помощи использования технологии тиснения.
Российские и иностранные РВД
Отличием иностранных РВД от российских является разница в обозначениях диаметра условного прохода из-за обозначений размеров в дюймах на иностранных шлангах. Таким образом, бывают несостыковки в размерах, необходимо учитывать эти моменты при подборе, покупке, замене шлангов.
Таблица размеров
| Тип | Размер | Внутренний диаметр, мм | Наружный диаметр, мм | Рабочее давление, атм | Разрывное давление, атм | Вес п.м.кг | Минимальный радиус изгиба, мм | |
| Гидравлические рукава с одной металлической оплеткой | ||||||||
| 1SN | 6 | 1/4″ | 6,2 | 13,4 | 225 | 900 | 0,25 | 100 |
| 8 | 5/16″ | 7,7 | 15,0 | 215 | 850 | 0,31 | 115 | |
| 10 | 3/8″ | 9,3 | 17,0 | 180 | 720 | 0,36 | 130 | |
| 12 | 1/2″ | 12,3 | 20,6 | 160 | 640 | 0,45 | 180 | |
| 16 | 5/8″ | 15,5 | 23,7 | 130 | 520 | 0,52 | 200 | |
| 20 | 3/4″ | 18,6 | 27,7 | 105 | 420 | 0,65 | 240 | |
| 25 | 1″ | 25,0 | 35,6 | 88 | 350 | 0,91 | 300 | |
| 32 | 1-1/4″ | 31,4 | 40,5 | 63 | 250 | 1,30 | 420 | |
| 38 | 1-1/2″ | 37,7 | 50,6 | 50 | 200 | 1,70 | 500 | |
| 51 | 2″ | 50,4 | 64,0 | 40 | 160 | 2,00 | 630 | |
| Гидравлические рукава с двойной металлической оплеткой | ||||||||
| 2SN | 6 | 1/4″ | 6,2 | 15,0 | 400 | 1600 | 0,36 | 100 |
| 8 | 5/16″ | 7,7 | 16,6 | 350 | 1400 | 0,45 | 115 | |
| 10 | 3/8″ | 9,3 | 19,0 | 330 | 1320 | 0,54 | 130 | |
| 12 | 1/2″ | 12,3 | 22,2 | 280 | 1100 | 0,68 | 180 | |
| 16 | 5/8″ | 15,5 | 25,4 | 250 | 1000 | 0,80 | 200 | |
| 20 | 3/4″ | 18,6 | 29,3 | 215 | 850 | 0,94 | 240 | |
| 25 | 1″ | 25,0 | 38,1 | 165 | 650 | 1,35 | 300 | |
| 32 | 1-1/4″ | 31,4 | 48,3 | 125 | 500 | 2,15 | 420 | |
| 38 | 1-1/2″ | 37,7 | 54,6 | 90 | 360 | 2,65 | 500 | |
| 51 | 2″ | 50,4 | 63,5 | 80 | 320 | 3,42 | 630 | |
| Гидравлические рукава с четверной металлической навивкой | ||||||||
| 4SP | 10 | 3/8″ | 9,3 | 21,2 | 445 | 1780 | 0,75 | 180 |
| 12 | 1/2″ | 12,3 | 24,6 | 415 | 1660 | 0,89 | 230 | |
| 16 | 5/8″ | 15,5 | 28,2 | 350 | 1400 | 1,10 | 250 | |
| 20 | 3/4″ | 18,6 | 32,0 | 350 | 1480 | 1,50 | 300 | |
| 25 | 1″ | 25,0 | 39,0 | 280 | 1120 | 2,00 | 340 | |
| 32 | 1-1/4″ | 31,4 | 51,0 | 210 | 840 | 3,00 | 460 | |
| 38 | 1-1/2″ | 37,7 | 57,0 | 185 | 740 | 3,40 | 560 | |
| 51 | 2″ | 50,4 | 71,0 | 165 | 660 | 4,35 | 660 | |
| 4SH | 12 | 1/2″ | 12,3 | 24,6 | 600 | 2400 | 0,90 | 180 |
| 16 | 5/8″ | 15,5 | 28,3 | 550 | 2200 | 1,15 | 225 | |
| 20 | 3/4″ | 18,6 | 32,2 | 420 | 1680 | 1,70 | 280 | |
| 25 | 1″ | 25,0 | 39,7 | 380 | 1520 | 2,50 | 340 | |
| 32 | 1-1/4″ | 31,4 | 47,1 | 325 | 1300 | 3,00 | 460 | |
| 38 | 1-1/2″ | 37,7 | 55,1 | 290 | 1160 | 3,60 | 560 | |
| 51 | 2″ | 50,4 | 69 | 250 | 1000 | 5,00 | 700 |
Качественный шланг для работы со сжатым воздухом
METABO 0901054932
Качественная модель, которая способна выдерживать воздушный поток до 20 бар. Диаметр составляет 9 мм. Изготавливается из прочного материала. Тип соединительной части – стандартный. Поэтому устройство подойдет для большинства систем.
Средняя стоимость – 5 320 рублей.
METABO 0901054932
Достоинства:
- Прочность;
- Качественное соединение;
- Удобное применение;
- Эффективность.
Недостатки:
Не обнаружено.
Fubag 170105 10 м
Популярная модель с типом соединения рапид и внутренним диаметром 8 мм. Изделие предназначено только для использования системе, где необходим сжатый воздух. Длина составляет 10 метров. Товар выдерживает давление до 20 бар.







Средняя цена: от 1 300 рублей.
Fubag 170105 10 м
Достоинства:
- Качественное изготовление;
- Прочный внешний слой;
- Долговечность;
- Не портится от частого применения.
Недостатки:
Не выявлено.
Энкор-пласт шланг для воздуха ПВХ
Прочный вариант, которые без проблем работает со сжатым воздухом. Изготавливается из прочного материала. Форма – прямая, изделие отличается высокой стойкостью к сгибам и скручиванию.
Энкор-пласт шланг для воздуха ПВХ
Достоинства:
- Низкая стоимость;
- Высокий срок службы;
- Прочность;
- Стойкость к износу.
Недостатки:
Не выявлено.
Как правильно установить РВД?
- Рукав не должен быть натянут, обеспечьте достаточную слабину шланга, так как его длина может меняться под воздействием импульсов
- Используйте угловые адаптеры и фитинги для исключения острых углов изгиба
- Используйте угловые адаптеры, если радиус изгиба меньше требуемого минимума
- В соединениях, которые изгибаются в двух плоскостях, закрепляйте рукав в точке изменения плоскости изгиба
- Используйте пружинную защиту для предотвращения острых углов изгиба
- В подвижных соединениях для предотвращения изгибов и перетирания следует использовать рукава достаточной длины
- Чтобы избежать перекручивания и перетирания, размещайте рукав в той же плоскости, в которой происходит движение его разъемов
- Нельзя закреплять линии высокого и низкого давления вместе
Оборудование для РВД
Для данной деятельности понадобится следующее:
- Прессы, которые будут обжимать модели;
- Станки для резки;
- Станок для снятия слоев резины;
- Станки для маркировки;
- Некоторое дополнительное оборудование: станина, приспособления, чтобы хранить кулачки и роллы, чтобы разматывать бухты РВД.
Многие производители предлагают готовые комплекты оборудования для производства РВД, что позволит сэкономить на проектировании цеха и закупить станки с оптимально подобранными параметрами. Набор, включающий в себя пресс ОС-25А-380 с педалью, кулачки (10 комплектов), отрезной станок СМ-70, отрезной станок СМ-70 с 7-ю комплектами ножей, компрессор СБ4/С-50 обойдется в 560 тыс.руб.
Кроме всего указанного ранее для производства РВД следует приобрести некоторые комплектующие, которые должны быть хорошего качества. Сырье стоит не сильно много. Обозначим важнейшие комплектующие, которые понадобятся в любом случае:
- Муфты для обжима;
- Штуцеры;
- Ниппели;
- Вставки и переходники;
- Соединители труб.
Хранить материалы нужно в отдельном складе. Вместе с тем, в целях экономии денежных средств, можно все хранить в одном месте, это не так плохо. Склады и цех по производству займут не более 50 квадратных метров площади, этого вполне достаточно. Средняя по стране стоимость аренды помещений подходящего типа составляет 200-500 руб./м2.
Изготовление РВД состоит из нескольких этапов: подготовка, обжим и испытание готовых РВД. Производить изделие должны только специалисты со специальным образование и непременным соблюдением действующих правил и норм.
Окупаемость производства РВД
Первоначальные инвестиции в открытие данного вида бизнеса начинаются от 1 млн.руб. (1 080 000 руб.), куда войдут следующие единовременные расходы:
- Аренда помещения (50 кв.м. – как правило, необходимо внести авансовый платеж за 2 месяца вперед) – около 30 тыс.руб. при стоимости аренды 300 руб./м2, мелкий ремонт помещения – ещё 30 тыс. руб.
- Приобретение оборудования – 560 тыс.руб. Его доставка и пусконаладка – 50 тыс.руб.
- Приобретение необходимых расходных материалов) – около 50 тыс.руб.
- Реклама и продвижение услуг (вывеска, рекламные листовки, визитки, контекстная реклама и прочее) — около 50 тыс.руб.
- Заработная плата 2 сотрудников за 2 месяца – 200 тыс. руб.
- Регистрации ООО – 10 тыс.руб.
Прочие текущие расходы до выхода на самоокупаемость – 100 тыс.руб.
Минимальная стоимость изделия малого диаметра равняется рублей/метр. Себестоимость шланга меньше на тридцать процентов как минимум. Данное обстоятельство свидетельствует о том, что данный бизнес рентабельный и имеет высокую прибыль. Понесенные первоначальные затраты окупятся через полгода при отгрузки всех изготовленных изделий. Можно предоставлять клиентам и иные услуги, то есть обслуживание и ремонт РВД.
Ключевые показатели:
| Начальные инвестиции, рублей | 1080000 |
| Необходимые площади, м2 | 50 |
| Количество сотрудников, человек | 4 |
| Чистая прибыль в месяц, рублей | 223000 |
| Срок окупаемости, месяцев | 10 |
| Выручка в месяц на конец 1-го года, рублей | 630000 |
Ассортимент оборудования для РВД и труб
Помимо стационарных станков, мы предлагаем вам оборудовать мобильную мастерскую, которая решает проблемы ремонта РВД на удаленных участках. Многие станки могут работать на пневматическом приводе и от сети с напряжением 12V. Все представленное оборудование производится в Италии, компоненты станков выполнены из высококачественных материалов и собраны опытными специалистами, среди которых есть инженеры-конструкторы, которые занимаются не только разработкой технических чертежей, но и работами, связанными с изучением эргономики. Несмотря на высокую конкуренцию, компанию ОР S.r.l. можно по праву назвать лидером среди компаний, выпускающих оборудование для производства жестких и гибких трубопроводов.
НАШИ ПРЕИМУЩЕСТВА:
- Качественное оборудование для РВД и обработки труб;
- Широкий ассортимент станков для РВД и обработки труб;
- Многоуровневый контроль качества;
- Возможность приобрести оборудование с рассрочкой платежа;
- Сервисное обслуживание оборудования для изготовления РВД и изготовления труб;
- Низкие цены при оптовых закупках и возможность стать дистрибьютором;
- Различные программы обучения по работе на приобретаемом у нас оборудовании.
Покупая у нас оборудование для РВД и труб, вы всегда получите гарантированную, качественную и профессиональную помощь, мы научим вас правильно эксплуатировать оборудование и предоставим полное гарантийное и послегарантийное обслуживание.





