Технические характеристики горизонтально-расточных станков 2А622
| Наименование параметра | 2А620 | 2А622 |
| Основные параметры станка | ||
| Диаметр выдвижного расточного шпинделя, мм | 90 | 110 |
| Наибольший диаметр расточки шпинделем, мм | 240 | 320 |
| Наибольший диаметр расточки суппортом планшайбы, мм | — | |
| Наибольшая длина расточки и обточки суппортом планшайбы, мм | — | |
| Точность установки координат, мм | 0,025 | 0,025 |
| Точность установки поворотного стола, сек | 3 | 3 |
| Наибольший диаметр сверла (по конусу), мм | ||
| Стол | ||
| Рабочая поверхность стола, мм | 1120 х 1250 | 1120 х 1250 |
| Наибольшая масса обрабатываемого изделия, кг | 4000 | 4000 |
| Наибольшее перемещение стола, мм | 1000 х 1250 | 1000 х 1250 |
| Пределы рабочих подач стола (вдоль и поперек), мм/мин | 1,25…1250 | 1,25…1250 |
| Наибольшее усиление подачи стола (вдоль и поперек), кгс | 2000 | 2000 |
| Деление шкалы лимба, мм | 0,025 | |
| Деление шкалы лимба поворота стола, град | 0,5 | 1 |
| Выключающие упоры | есть | есть |
| Скорость быстрых продольных перемещений, м/мин | 6,0 | 6,0 |
| Скорость быстрых поперечных перемещений, м/мин | 5,0 | 5,0 |
| Скорость быстрых установочных круговых перемещений, об/мин | 2,8 | |
| Шпиндель | ||
| Наибольшее горизонтальное (осевое) перемещение шпинделя, мм | 710 | 710 |
| Частота вращения шпинделя, об/мин | 10…1600 | 10…1250 |
| Количество скоростей шпинделя | 23 | 22 |
| Пределы рабочих подач шпинделя, мм/мин | 2…2000 | 2…2000 |
| Пределы рабочих подач радиального суппорта, мм/мин | 0,8…800 | — |
| Пределы рабочих подач шпиндельной бабки, мм/мин | 1,4…1110 | 1,4…1110 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 1000 | 1000 |
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 6,0 | 6,0 |
| Скорость быстрых перемещений шпинделя, м/мин | 4,0 | 4,0 |
| Скорость вращения планшайбы, об/мин | 6,3…160 | — |
| Количество скоростей планшайбы | 13 | 13 |
| Возможность отключения вращения планшайбы | есть | есть |
| Возможность одновременной подачи суппорта и шпинделя | есть | есть |
| Наибольшее перемещение радиального суппорта планшайбы, мм | 160 | — |
| Скорость быстрых перемещений радиального суппорта, м/мин | 1,39 | — |
| Наибольший крутящий момент на шпинделе, кгс*м | 140 | 180 |
| Наибольший крутящий момент на планшайбе, кгс*м | 250 | — |
| Наибольшее усиление подачи шпинделя, кгс | ||
| Наибольшее усиление подачи суппорта, кгс | ||
| Наибольшее усиление подачи бабки, кгс | ||
| Нарезаемая метрическая резьба, мм | 1…10 | 1…10 |
| Нарезаемая дюймовая резьба, число ниток на 1″ | 4…20 | 4…20 |
| Привод | ||
| Устройство цифровой индикации (УЦИ) | Ф5147 | Ф5147 |
| Устройство программного управления (УЧПУ) | 2П62-3И | 2П62-3И |
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения Мощность, кВт | 11 | 11 |
| Электродвигатель привода продольной подачи стола и шпинделя, кВт | 3,8 | 3,8 |
| Электродвигатель привода поперечной подачи и поворота стола, кВт | 3,8 | 3,8 |
| Суммарная мощность электродвигателей, кВт | 25 | 25 |
| Габариты и масса станка | ||
| Габариты станка, включая ход стола и салазок, мм | 6070 х 3970 х 3220 | 6070 х 3970 х 3220 |
| Масса станка, кг | 18300 | 17800 |
Список литературы:
Станки горизонтально-расточные 2А622-1, 2А620-1, 2А622Ф2-1, 2А620Ф2-1, 2А622Ф1-1, 2А620Ф1-1, 2А622ПФ1-1. Руководство по эксплуатации 2А622-1.000.000 РЭ, 1976
Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
Глухов Н.М. Работа на координатно-расточных станках, 1953
Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
Кашепава М.Я. Современные координатно-расточные станки, 1961
Кудряшов А.А. Станки инструментального производства, 1968
Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
Тепинкичиев В.К. Металлорежущие станки, 1973
Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
Пономарев В.Ф. Справочник токаря-расточника,1969
Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
Богданов А.В. Расточное дело, 1960
Связанные ссылки. Дополнительная информация
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
- Регулировка фрезерных станков
- Технология ремонта фрезерных станков
- Регулирование токарно-винторезного станка 1К62
- Обозначения кинематических схем металлорежущих станков
- Методика проверки и испытания токарно-винторезных станков на точность
- Методика проверки и испытания вертикально-сверлильных станков на точность и жесткость
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Что это за станок и для чего он нужен?

Расточные станки относятся к группе сверлильных металлорежущих станков и предназначаются для обработки крупных корпусных деталей, которые нельзя обрабатывать иным способом. Помимо сверления и фрезерования торцевых поверхностей, о которых говорилось ранее, на этих аппаратах можно выполнять:
- растачивание;
- зенкерование;
- центрирование отверстий;
- нарезание резьбы;
- обтачивание и подрезание торцов.
Кроме того, расточной станок может пригодиться для точного измерения и разметки линейных размеров заготовки. Например, можно быстро отмерить межцентровые расстояния осей нескольких отверстий, не прибегая к использованию специальных приборов и приспособлений.
РАСТОЧНАЯ ОСНАСТКА
СХЕМА КОМПЛЕКТАЦИИ ОПРАВОК РАСТОЧНЫХ БЛОКАМИ РАСТОЧНЫМИ ОПРАВКИ РАСТОЧНЫЕ
БЛОКИ РАСТОЧНЫЕ ОДНОРЕЗЦОВЫЕ
БЛОКИ РАСТОЧНЫЕ ДВУХРЕЗЦОВЫЕ
Оправки расточные с цилиндрическим хвостовиком
Обозначение 6300-4011.00 Диапазон расточки 40…63 мм.
Оправки расточные с коническим хвостовиком типа ВЕ по ГОСТ 25557-2006
Патроны расточные
Предназначены для чистовой расточки отверстий Ø 8…45 мм. Применяется на станках с ЧПУ, сверлильно-расточных и фрезерных групп, а такжена станках типа «ОЦ». Патрон расточной имеет точный механизм перемещения резца. Цена деления лимба – 0,01 мм на диаметр расточки.
Резцы расточные и оправка рекомендуемые к патронам расточным 6300-4018
Марка твердосплавной режущей пластинки оговаривается при заказе.
Головки расточные с микрометрической регулировкой режущей кромки
Предназначены для чистового растачивания отверстий диаметром от 45 до 125 мм на многооперационных станках сверлильно-фрезерно-расточной группы с ЧПУ и ручным управлением.
-погрешность перемещения резца ±0,01мм на один оборот лимба -цена деления шкалы лимб-гайки 0,02мм на диаметр расточки -исполнения хвостовиков по ГОСТ 25827-93 (возможно изготовление с различными стандартами хвостовика DIN,MAS) -применяются с напайными державочными резцами по ГОСТ9795-84 и резцами с СМП (поставляемыми по отдельному заказу).

Головка расточная для черновой и получистовой расточки отверстий
Предназначены для чернового растачивания отверстий диаметром от 55 до 140 мм на многооперационных станках сверлильно-фрезерно-расточной группы с ЧПУ и ручным управлением на расточных станках .
-исполнения хвостовиков по ГОСТ 25827-93, ГОСТ 25557-2006 (возможно изготовление по отдельному заказу с различными стандартами хвостовика DIN,MAS,Конус Морзе) -применяются с напайными державочными резцами по ГОСТ9795-84 и резцами с СМП (поставляемыми по отдельному заказу)
Головки расточные GWZA
НАЗНАЧЕНИЕ
Головки расточные GWZA применяются на координатно-расточных, горизонтально- расточных, фрезерных станках, станках с ЧПУ для высокоточной расточки внутренних поверхностей, обточки наружных поверхностей и торцов и т.п.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
•Диаметр расточки – 2 – 250 мм •Диаметр хвостовика резцов – 18 мм •Перемещение ползуна — ±15 мм •Градуировка шкалы подачи – 0,005 мм •Оборот ручной подачи – 3 мм •Оборот автоматической подачи – 0,02; 0,04; 0,06 мм •Габаритные размеры – 84х58х80 мм

УСТРОЙСТВО ИЗДЕЛИЯ
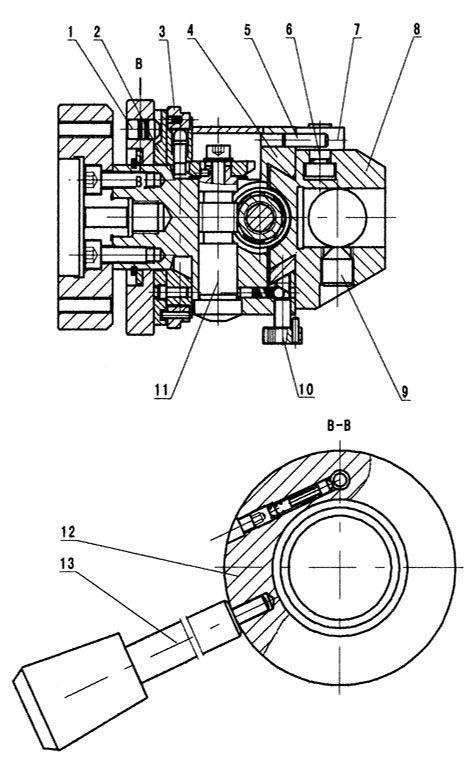
1- штифт защиты от перегрузки 2 – стопорное кольцо 3 – приводное кольцо 4 – корпус с направляющими 5 – цилиндрический штифт 6 – винт с внутренним шестигранником 7 – Т-образный сухарь 8 – ползун 9 – зажимной винт 10 — стопорный винт 11 – червяк 12 – тормозное кольцо 13 — рукоятка
ПРАВИЛА ЭКСПЛУАТАЦИИ
·Перед установкой головки в станок необходимо ее расконсервировать. ·Крепление головки в шпинделе станка осуществляется с помощью зажимного винта, ввинчиваемого в резьбовое отверстие с тыльной стороны хвостовика. ·Выберите расточной резец, установите его в одно из отверстий в ползуне 8 (в соответствии с обрабатываемой заготовкой), отрегулируйте и зафиксируйте винтом 9. ·Смазку направляющих поверхностей производить один раз в смену с предварительной очисткой этих мест от стружки, пыли и грязи. ·Запрещается прикладывать к любым деталям ударную нагрузку. ·Головки должны эксплуатироваться в закрытом помещении, в котором отсутствуют пары кислот и другие примеси, могущие вызвать коррозию. ·Для долговременного хранения головку необходимо вычистить, покрыть коррозионно стойкой смазкой и упаковать в полиэтиленовый мешок.



ПАРАМЕТРЫ ТОЧНОСТИ
Перпендикулярность перемещения головки относительно оси хвостовика: GWZ-50, GWZ-50А – 0,01/20 мм GWZ-75, GWZ –75А – 0,01/30 мм GWZ-100, GWZ-100А – 0,012/50 мм ·Точность смещения головки (при смещении на 0,05 мм) – 0,008 мм
КОМПЛЕКТ ПОСТАВКИ
Головка расточная – 1 шт. Ключ – 3 шт. Техническая документация – 1 комплект
ГОЛОВКИ РАСТОЧНЫЕ GWZ
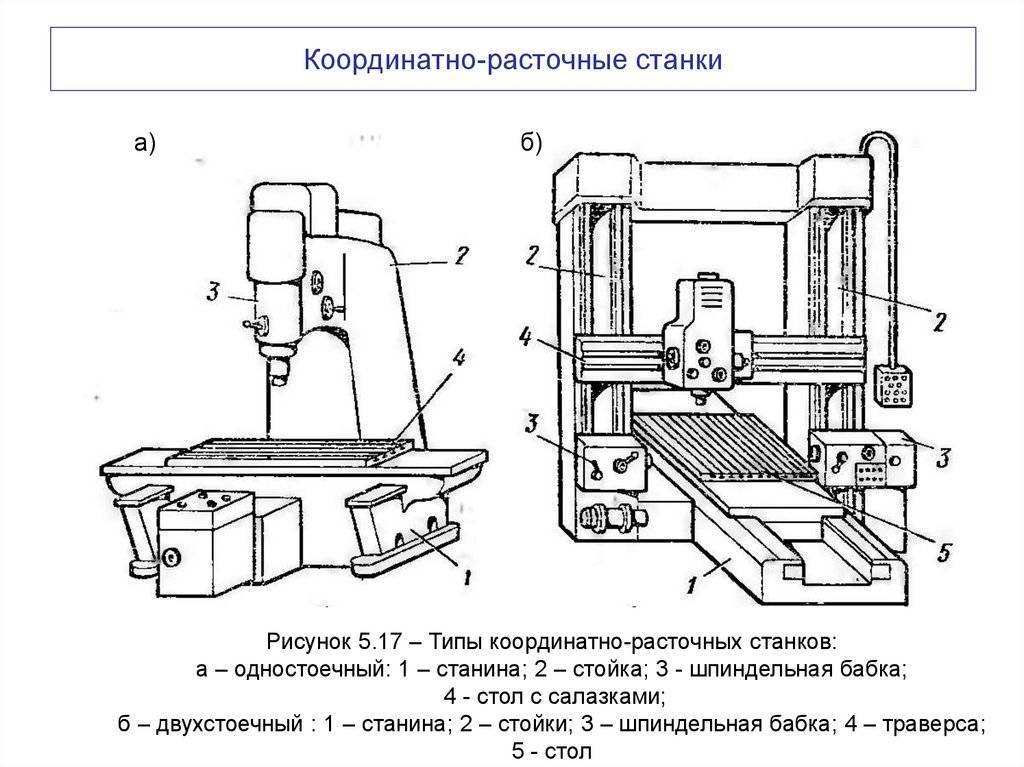
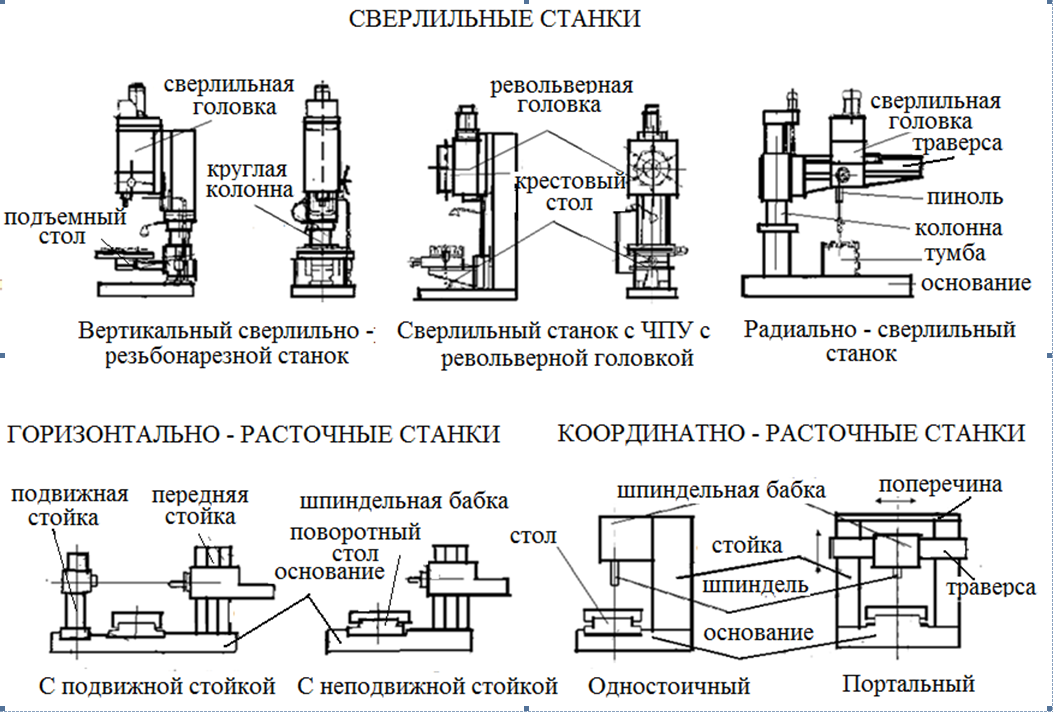
2 Разновидности оборудования
Все разнообразие расточных станков, в зависимости от функционального назначения и конструктивных особенностей, классифицируется на следующие разновидности:
- сверлильно-расточные;
- расточно-наплавочные (мобильные и стационарные);
- фрезерно-расточные;
- токарно-расточные.
Сверлильно-расточные станки — ранее наиболее распространенная группа оборудования, которую можно было встретить в любом металлообрабатывающем цеху, однако сейчас большая часть операций по сверлению выполняется на фрезерном оборудовании, ввиду чего применение таких агрегатов сократилось. В зависимости от области применения они делятся на универсальные и специализированные (для масс производства конкретной детали).
Токарно-расточный станок, как правило, применяется для обработки плоскостей и отверстий внутри корпусных конструкций. Такое оборудование нередко называется координатным, поскольку оно позволяет добиться высокой точности расположения отверстий относительно плоскости базовой поверхности. Помимо стандартной функциональности данные агрегаты могут выполнять разметочные операции.

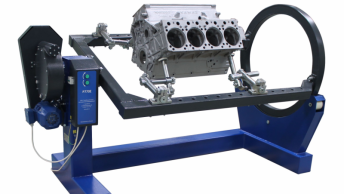
Мобильный расточно-наплавочный станок
Мобильный расточно-наплавочный станок существенно отличается от рассмотренных механизмов. Это портативное оборудование, используемое для ремонта и восстановления цилиндрических отверстий на крупногабаритной технике. Такие агрегаты могут работать в любом месте и пространственном положении, что делает их незаменимыми в сфере автомобильного, судового и авиационного строительства.
Отдельно выделим алмазно-расточные станки, характерной особенностью которых является использование твердосплавных резцов с алмазным напылением, позволяющих вести обработку заготовок из закаленных сталей. Такие агрегаты зачастую используются для высокоточного растачивания автомобильных деталей — шатунов, втулок, цилиндров и т.д.
2.2 Популярные модели расточных станков
Одной из наиболее распространенных вертикальных расточных агрегатов является модель 2Е78П, которую Майкопский станкостроительный завод производит с 1982 года по сегодняшний день. Данное оборудование также способно выполнять фрезерные операции по деталям из стали, чугуна и цветных металлов.
Рассмотрим технические характеристик 2Е78П:
- диаметр растачиваемых отверстий — от 29 до 200 мм;
- диаметр сверления — до 15 мм;
- максимальные габариты обрабатываемых деталей: 75*50*45 см, вес — до 200 кг;
- размеры рабочего стола — 100*50 см;
- мощность привода — 2200 Вт;
- обороты шпинделя — 26-120 мин.

2Е78П
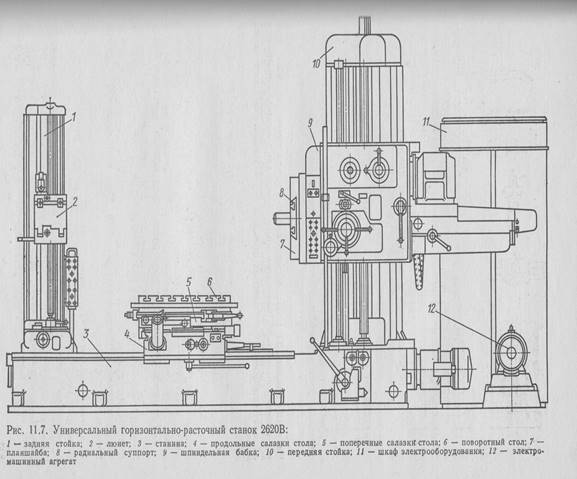
Среди горизонтального оборудования выделим станок 2А622Ф4, производитель — Ленинградский станкостроительный завод им. Свердлова. Данный агрегат оснащен ЧПУ — числово-программным управлением, которое значительно расширяет его функциональные возможности.
ЧПУ позволяет запрограммировать автоматическое перемещение рабочего механизма по четырем осям — X, Y, Z, W. Также предусмотрена возможность ручного управления с пульта. В станке используется система ЧПУ отечественной разработки — CNC 2C42, соответствующая классу автоматизации Ф4. Агрегат оснащен электронным дисплеем, на который выводятся данные о режиме работы станка.
Технические характеристики модели 2А622Ф4:
- диаметр растачиваемых отверстий — от 15 до 250 мм;
- диаметр сверления — до 50 мм;
- максимальные габариты обрабатываемых деталей: 100*100*125 см, вес — до 5000 кг;
- размеры рабочего стола — 125*125 см;
- мощность привода — 20000 Вт;
- обороты шпинделя — 4-1250 мин.

2А622Ф4
Это крупногабаритное оборудование для промышленной эксплуатации, ориентированное на использование в условиях единичного и серийного производства. Размеры станка составляют 398*634*398 см, вес — 20 тонн. Среди эксплуатационных преимуществ данного агрегата выделим наличие быстродействующих гидрозажимов, автоматически фиксирующих заготовку, устройство шпиндельного узла на прецезионных подшипниках и использование телескопических направляющих.
Расточные станки: назначение и сферы использования
Применяться такое оборудование может для выполнения таких операций, как:
- нарезание резьбы, внутренней и наружной;
- сверление отверстий глухих и сквозных;
- зенкерование;
- подрезка торцов заготовок;
- торцевое и цилиндрическое фрезерование и т. д.

Чаще всего это оборудование используется для чистовой или получистовой обработки. Однако бывает, что с его применением производят и чистовую. Корпус детали на таких станках обрабатывается редко, но иногда эта операция все же производится. Ремонт расточного станка выполняется примерно по такой же технологии, что и токарного. То же самое касается и особенностей эксплуатации. Конструкцию эти два типа станков имеют схожую. Как и многие другие специальные разновидности оборудования, предназначенного для обработки металлических и деревянных заготовок, расточный станок был когда-то сконструирован на основе именно токарного.
Алмазно-расточные станки
Алмазно-расточные станки принадлежат к группе отделочных станков. Они предназначены для тонкого растачивания точных цилиндрических поверхностей, а при наличии дополнительной оснастки и для обработки торцов, канавок, конических и фасонных поверхностей вращения; эти станки наиболее эффективны в условиях массового, крупносерийного, а иногда и мелкосерийного производства.
Под тонким растачиванием понимают окончательную отделочную обработку отверстий, выполняемую алмазным или твердосплавным режущим инструментом. Алмазный инструмент применяют главным образом для растачивания деталей из цветных сплавов, эбонита, текстолита, резины и других синтетических материалов, а обработку черных металлов производят твердосплавным режущим инструментом. Алмазное растачивание в ряде случаев заменяет шлифование.
К числу деталей, для обработки которых применяют алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока, отверстия под палец в поршнях и ряд других.
Особенности процесса тонкого растачивания. Процесс тонкого растачивания характеризуется высокими скоростями резания, малой величиной подачи и небольшой глубиной резания, обеспечивающей минимальную шероховатость обработанной поверхности. Режим тонкого растачивания: скорость резания до 1000 м/мин, величина подачи 0,01—0,1 мм/об и глубина резания 0,05—0,55 мм. Высокая точность обработки отверстий, отклонение от круглости 0,003—0,005 мм и шероховатость поверхности 0,16-0,63 мкм.
К алмазно-расточным станкам предъявляют высокие требования, главными из которых являются: высокая частота вращения шпинделя, превышающая 6000 об/мин; устойчивые малые величины подачи (менее 0,04 мм/об); бесступенчатое регулирование подачи, высокая скорость ускоренных ходов (4—7 м/мин); высокая точность вращения шпинделя при отсутствии вибраций.
Базовые детали алмазно-расточных станков, такие, как станины, столы, салазки, выполняют массивными, жесткими, с большим числом ребер жесткости
Особое внимание уделяют шпинделям
Точность вращения шпинделя в значительной степени определяет выходную точность обработки. Шпиндели монтируют на высокоточных подшипниках качения или скольжения. Передачу вращения на шпиндель для получения низкой шероховатости обрабатываемой детали осуществляют ременной передачей. Шпиндель и закрепленные на нем детали обычно подвергают балансировке. Применение гидравлической установки дает возможность не только применить бесступенчатое регулирование подачи, но также автоматизировать цикл перемещения стола и другие вспомогательные операции. Электродвигатели, насосы и другие механизмы станка изолируют от точных элементов путем их выноса за пределы станка, что также способствует уменьшению тепловых деформаций базовых деталей станка.


Алмазно-расточные станки по « расположению оси шпинделя делят на две большие группы: горизонтальные и вертикальные. Существуют также специальные станки с наклонными шпинделями и комбинированные. Кроме того, они бывают одношпиндельные и многошпиндельные, односторонние и двусторонние.
www.4ne.ru
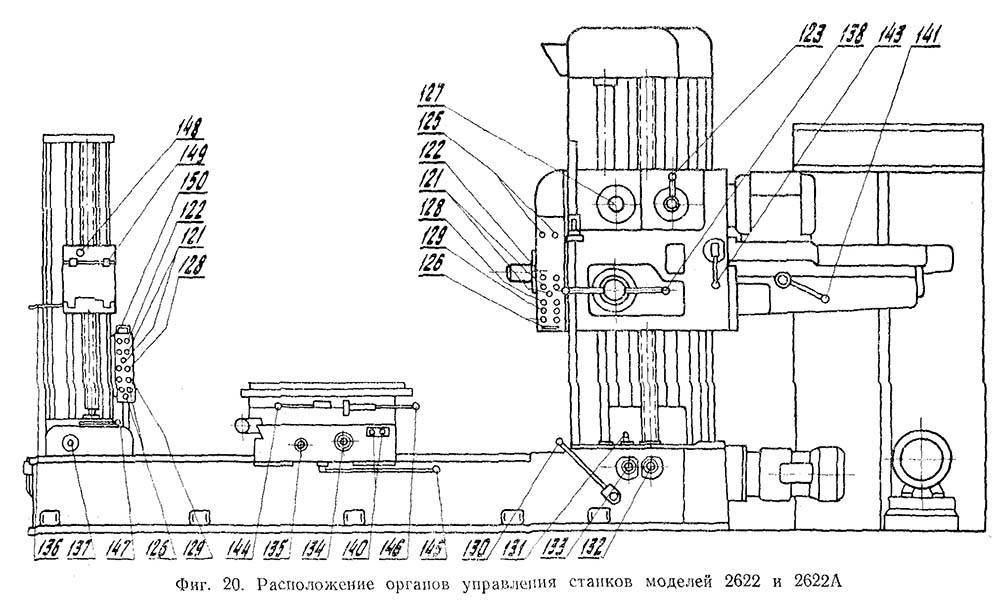
2А622Ф4 Горизонтально-расточной станок с ЧПУ. Назначение, область применения
Горизонтальный расточной станок с ЧПУ 2А622Ф4 предназначен для выполнения разнообразных расточных, фрезерных и сверлильных работ, включая контурное фрезерование и нарезание резьб метчиками.
Шероховатость обработанной поверхности отверстия при чистовом растачивании резцом ВК8, установленным в выдвижном шпинделе, в чугуне СЧ15, ГОСТ 1412—79; Ra=1,6 мкм.
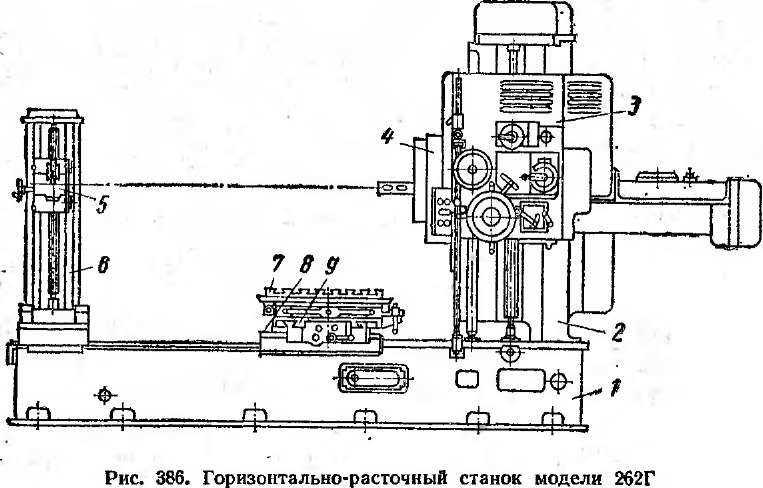
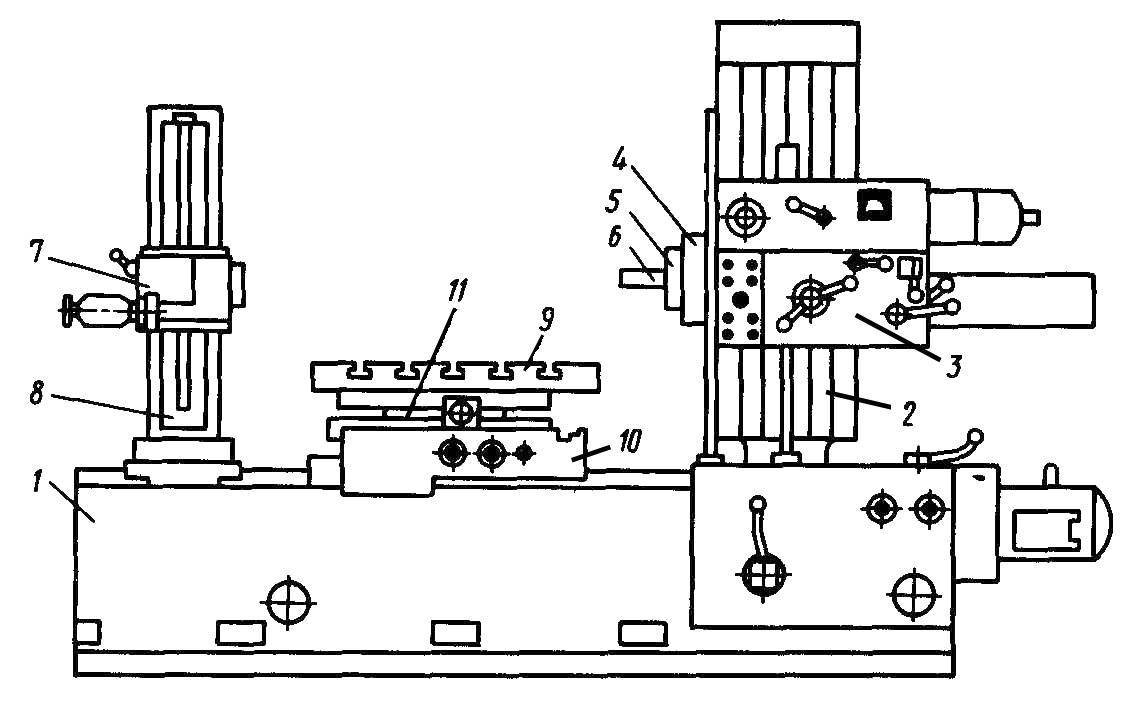
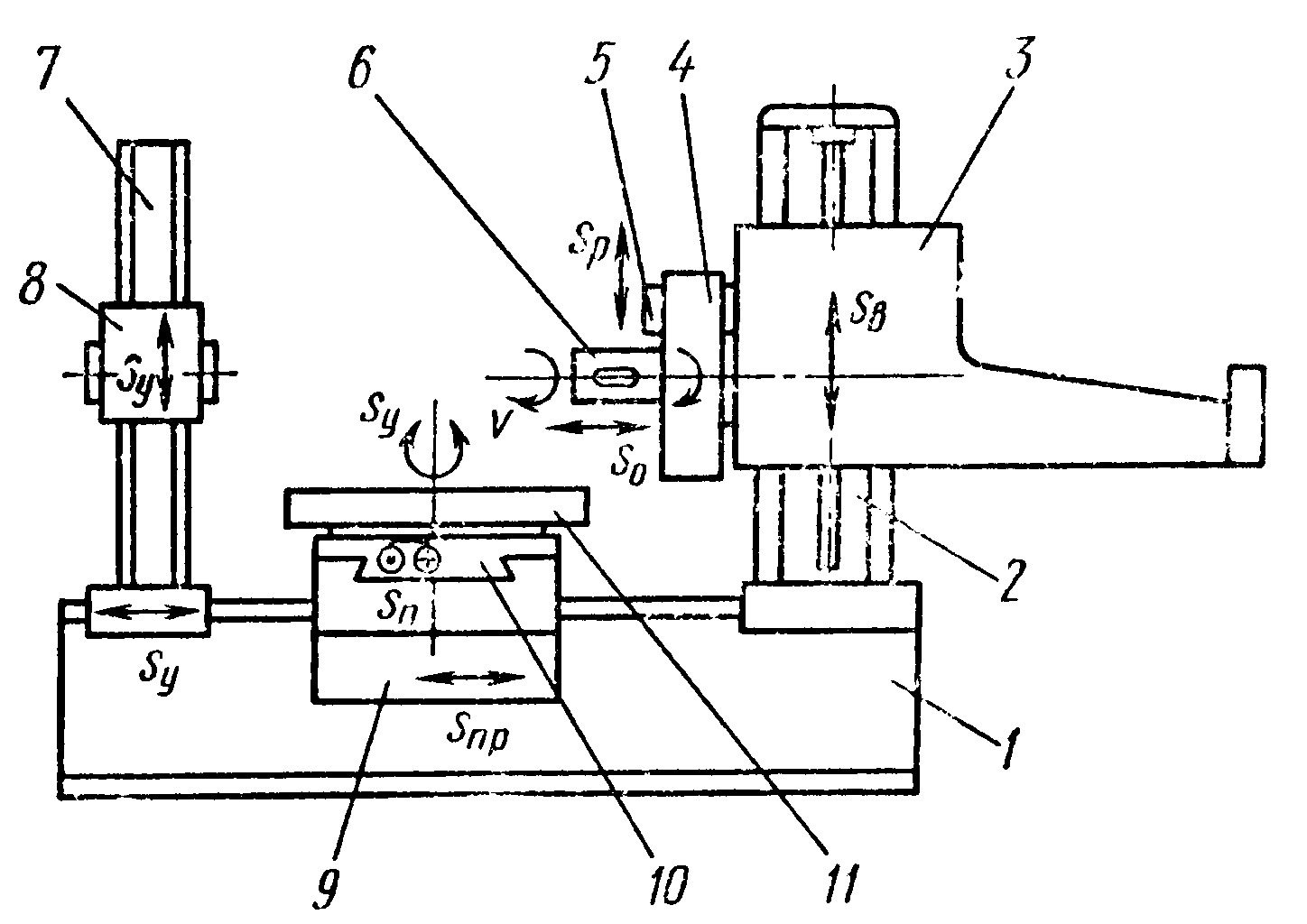
Горизонтально-расточной станок 2А622Ф4 выполнен в компоновке с неподвижной стойкой, несущей вертикально-подвижную шпиндельную бабку с выдвижным шпинделем и встроенным поворотным столом, имеющим продольное и поперечное (относительно оси шпинделя) перемещение. Раздельные приводы подач позволяют осуществлять одновременную обработку по трем координатам и выбрать наиболее оптимальный режим резания, а также изменять величину подачи узлов в процессе резания.
Подвижные узлы перемещаются с помощью шарико-винтовых передач качения с предварительным натягом.
Смазка направляющих подвижных узлов и главного привода автоматизирована.
Встроить станок 2А622Ф4 в автоматическую линию нельзя. Степень автоматизации — Ф4 (управление в контурном режиме).
Управление станком 2А622Ф4 осуществляется устройством числового программного управления (УЧПУ). Программируемые перемещения по четырем осям — X, Y, Z ,W. Ось В работает в режиме позиционирования.
Отсутствуют загрузочное устройство и устройство для транспортирования стружки.
Система СОЖ состоит из насосной станций емкостью 200 л, устройства полива инструмента и детали и системы сбора СОЖ.
Станок 2А622Ф4 имеет удобную вспомогательную систему ручного управления с пульта.
Зона обработки освещается светильником с люминисцентными лампами, встроенным в шпиндельную бабку.
Вредные выделения отсутствуют.
По сравнению с предыдущими исполнениями станка модели 2А622Ф4 исполнение 04 имеет следующие преимущества:
- применена новейшая отечественная система ЧПУ класса CNC 2C42—65 с выносным пультом, увеличенными размерами дисплея, с увеличенным объемом памяти до 96К, в том числе объем энергонезависимой памяти (ПЗУ) составляет 48К;
- вся релейная автоматика станка записана в ПЗУ УЧПУ, что позволило исключить большое количество релейно-контактной аппаратуры на станке и тем самым повысить надежность и долговечность электрооборудования;
- режим записи управляющей программы во время обработки детали в ручном режиме (самообучение станка) исключил этап предварительной подготовки программы и ее проверки на станке;
- в режиме программного управления имеются дополнительные автоматические циклы расфрезерования отверстий и обработки крепежных отверстий под фланец, что упрощает и сокращает процесс управляющей программы;
- система диагностики поиска неисправностей с выведением причин неисправностей на дисплей повышает ремонтоспособность станка, резко сокращает время поиска неисправностей;
- устройство ЧПУ позволяет хранить программы как на перфоленте, так и на магнитной ленте кассетного магнитофона, что обеспечивает удобство записи, перезаписи и хранения программ;
- наличие подвижного пульта управления с дисплеем, на который выводятся необходимые для работы данные, обеспечивает удобство управления станком.
Конструктивные и эксплуатационные особенности станка 2А622Ф4:
- Поворотный рабочий стол автоматически останавливается в положениях 0, 90, 180, 270 градусов и имеет высокоточные датчики обратной связи по всем координатам
- Телескопическая защита и автоматизированная смазка направляющих
- Быстродействующие автоматические гидрозажимы
- Шарико-винтовые передачи качения с предварительным натягом
- Механизированный зажим инструмента
- Шпиндельный узел смонтирован на прецизионных подшипниках качения
- Шпиндельная бабка с выдвижным шпинделем подвижна в вертикальном направлении
Станок соответствует высоким требованиям современного технического уровня станкостроения.
Шумовые характеристики в соответствии с ОСТ2 Н89-40—75.
Уровень вибрации в соответствии с ГОСТ 12.2.009—80.
Транспортирование станка должно осуществляться: для внутрисоюзных поставок в таре согласно ГОСТ 10198—78.
Категория упаковки — КУ-2 по ГОСТ 23170—78Е и ОСТ2 М92-1—81.
Временная противокоррозийная защита (консервация) осуществляется в соответствии с ГОСТ 9.014—78 и ОСТ2 Н89-30—79.
Выбор транспортной упаковки и условий транспортирования осуществляется в соответствии с ГОСТ 7599—82 и ОСТ Н92-1—81.
Разработчик—Ленинградское ОКБС.
Класс точности станка Н по ГОСТ 8—82Е.
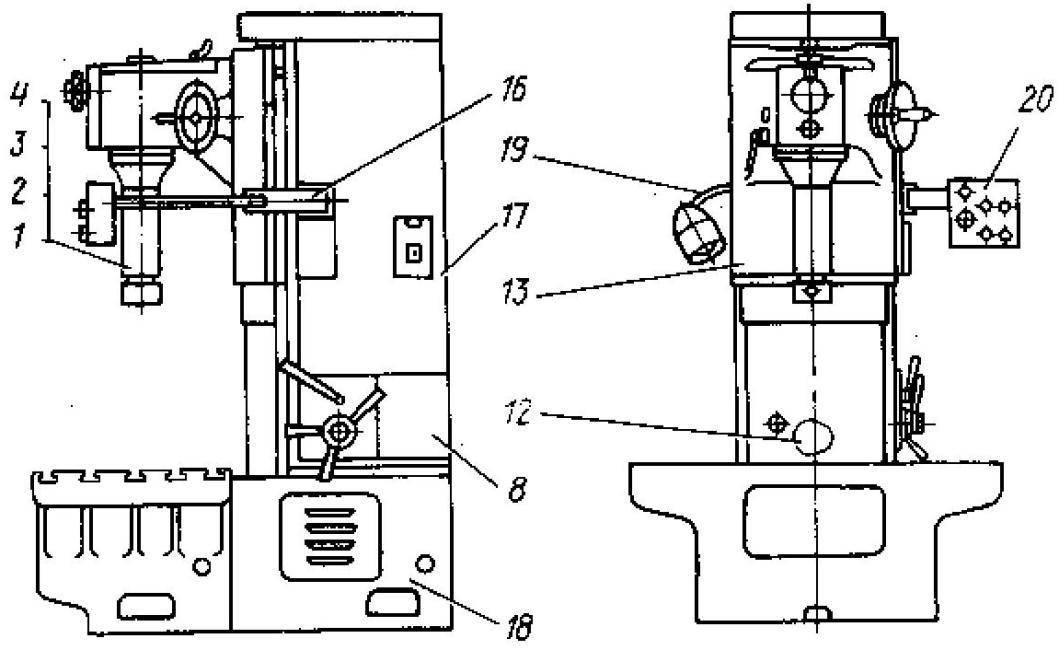
Расположение составных частей отделочно-расточного станка 2Е78П
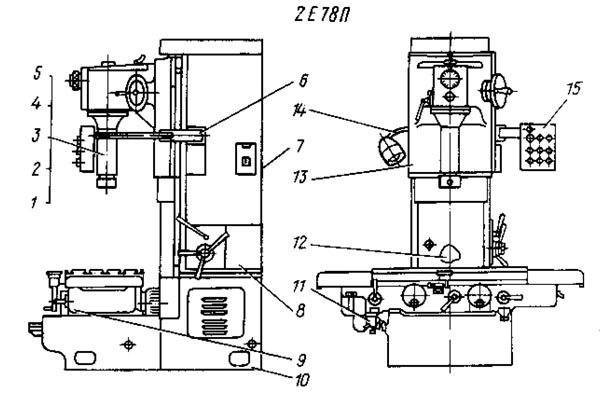
Расположение основных узлов расточного станка 2е78п
Спецификация составных частей отделочно-расточного станка 2Е78П
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Сменные шпиндели для станка 2Е78П
Сменные шпиндели состоят из трех шпинделей с диаметрами резцовых головок 48, 78 и 120 мм.
Шпиндель устанавливается на шпиндельную бабку с учетом диаметра отверстия, которое предстоит растачивать. Шпиндель диаметром 48 мм — для расточки отверстий диаметрами от 50 до 82 мм; диаметром 78 мм — от 82 до 125 мм; диаметром 120 мм — от 125 до 200 мм.
Шпиндели собраны на прецизионных радиально-упорных шарикоподшипниках. Проникновение пыли в подшипники предотвращается лабиринтовыми уплотнениями.
В головке шпинделя имеется ползушка, которая дает возможность осуществить радиальную подачу резца. Внутри шпинделя проходит шток, который служит для перемещения ползушки.
Перемещение резца в шпинделях диаметрами 48 мм, 120 мм, 78 мм и специальном осуществляется по лимбу в резцовой головке.
Резцы крепятся с помощью прижимного винта. Резьбовое отверстие, расположенное в торце резцовой головки, необходимо для установки центроискателя.




При установке на резцовую головку подрезного резца можно осуществить подрезку торца на обрабатываемой детали.
Универсальный шпиндель
Универсальный шпиндель устанавливается на станок для расточки отверстий диаметрами от 27 до 200 мм небольших глубин при помощи борштанг или резцедержателя с точной подачей, а также для сверления или развертывания отверстий в отдельных деталях и для фрезерования,
Шпиндель собран на прецизионных радиально-упорных сдвоенных шарикоподшипниках.
Приемный конус шпинделя выполнен по ГОСТ 15945—70, а конец шпинделя — по ГОСТ 24644—81 и рассчитан на применение вспомогательного инструмента, либо нормального инструмента в сочетании с переходными втулками.
Гайка на конце шпинделя служит для затяжки и извлечения инструмента. Для извлечения инструмента гайку полностью отвинчивать ключом 2Е78П.74.010 не следует.
Конец приемного конуса снабжен шпонками, в которые при закреплении входят своими пазами инструмент. Такое устройство крепления инструмента гарантирует от проворота его в конусе шпинделя и предохраняет шпиндель от повреждений.
Специальный шпиндель
Специальный шпиндель служит для расточки v-образных двигателей диаметрами от 82 до 125 мм.
Шпиндель выполнен конструктивно аналогично сменному шпинделю диаметром 78 мм с радиальным перемещением резца.