

Виды маркировки
В строительстве в зависимости от целей используют пеноблоки разной плотности. Данная характеристика обозначается латинской буквой D с числовым индексом, указывающим на вес кубометра материала в килограммах. Различают:
- D100 — D Используются для возведения внутренних перегородок жилых и общественных зданий.
- D400 — D Подходят для утепления и звукоизоляции стен, полов и междуэтажных перекрытий.
- D600 — D Применяются как для теплоизоляции конструкций, так и для строительства наружных стен.
- D1000 — D Предназначаются для монтажа несущих стен, колонн, перемычек и прочих конструкционных элементов.

Согласно требованиям отраслевых стандартов, после испытаний в лаборатории блоки могут получать дополнительную маркировку, указывающую на их характеристики:
- Символом B с цифрами обозначается прочность изделия на сжатие. Значения индекса от 0,5 до 60 указывают нагрузку в кгс/см², которую выдерживает блок.
- Символ F с цифрами от 15 до 75 указывает на морозостойкость. Индекс после него обозначает допустимое количество циклов заморозки и размораживания.
Покупатели обращают внимание на технологию сушки готовых изделий. Опыт показывает, что она отчасти влияет на прочность материала. Существуют блоки:
Существуют блоки:
- Автоклавные. После схватывания раствора выдерживаются несколько часов в герметичной камере при температуре 170–210°С и давлении 0,8–1,2 мПа;
- Неавтоклавные. Высушиваются и дозревают 28 дней в естественных условиях, при комнатной температуре и влажности.
Также пеноблоки отличаются по размерам, что позволяет строителям подбирать их в соответствии с поставленной задачей:
Размеры бетонных пеноблоков
| Размеры | Количество на кубометр |
| 100 × 300 × 600 мм | 55 шт. |
| 120 × 300 × 600 мм | 46 шт. |
| 150 × 300 × 600 мм | 37 шт. |
| 200 × 300 × 600 мм | 27 шт. |
| 250 × 300 × 600 мм | 22 шт. |
| 400 × 300 × 600 мм | 20 шт. |
Наконец, пеноблоки можно классифицировать по их назначению при выполнении строительных работ. Ассортимент выглядит так:
- Стандартные. Имеют толщину 200–300 мм, что позволяет использовать их для решения любых задач.
- Для перегородок. Отличаются толщиной 100–150 мм, а потому хорошо подходят для обустройства внутренних стен.
- U-образные. Имеют вид лотка, в который укладывают армирующий пояс, перевязки или инженерные коммуникации.
- Армированные. Представляют собой усиленные стальным каркасом блоки и балки, подходящие в качестве перемычек.
- Нестандартные. Отличаются выступами, вырезами, внутренними пустотами или сложной формой. Производятся в основном на заказ.
Дозировка необходимого количества пены
Дозировка пены может осуществляться в ручную – по максимальному заполнению рабочего объема смесителя или автоматически – при помощи таймера-дозатора.
Наличие дозирующего устройства пены в пеногенераторе не более чем желание покупателя автоматизировать процесс получения пенобетона. Как показывает практика, в нем нет необходимости.
Наиболее точная дозировка пены осуществляется путем полного заполнения рабочего объема смесителя.
Например: рабочий объем смесителя – 200 литров производим пенобетон Д400 (марка по средней плотности). В данном случае дозировка осуществляется следующим образом:
- цемент: 310 кг Х 0,2=62 кг
- вода затворения: 140 л Х 0,2=28 л
- пена: 800 л Х 0,2=160 л
Получаем на выходе – 200 литров готового аэрированного бетона – пенобетона.
Т.е. на выходе 200 литров готового пенобетона Д400 ни больше и не меньше, заметьте, дозировка осуществлена не “на глазок”, а по заполнению рабочего объему смесителя – V=200 литров! Аналогично при любом другом объеме смесителя.
Теперь производим эту же марку пенобетона, но с применением таймера-дозатора: Настраиваем дозатор на выработку 160 литров пены и тоже имеем полностью заполненный рабочий объем смесителя V=200 л. Все тоже самое, только есть два “но”:
- погрешность дозатора и не учтенный % разбитой пены лопастями (шнеком) смесителя во время перемешивания.
- Вполне очевидно, то что, начинающий производитель доверяя таймеру-дозатору получит пенобетон плотностью отличную от запланированной.
Вывод, наиболее точной дозировкой, является дозировка, по максимальному заполнению рабочего объема смесителя!
Расход и пропорции смеси
Пропорции составляющих ингредиентов при изготовлении пенобетона выглядят следующим образом: на 320 кг цемента (например, марки М500) берут 420 кг песка, 45 литров воды для получения пены и 120 литров воды для раствора. Что касается пенообразователя, то его расход зависит от определенной марки. Обычно на такой объем его используют в пределах 1.2-1.5 кг. Воду для производства можно брать не только водопроводную, подойдет и техническая, умеренной жесткости.
Рецептура и пропорции напрямую зависят от плотности пенобетона, которую нужно получить в итоге. Например, если нужна объемная плотность пеноблоков D 600, берут 210 кг песка, 310 кг цемента, 110 л воды для раствора и 54 л – для разбавления пены. Кроме того, составляющими строительного материала являются 1.3 кг пеноконцентрата и 715 литров пены. При смешивании всего количества компонентов получится сырая масса объемом 685 кг.

Когда нужна большая плотность (например, 1000 кг на м3), пенобетонную массу делают из 590 кг песка, 350 кг цемента, 120 л воды в растворе, 42 л – в пене. Для такого рецепта используют не более 1 кг пеноконцентрата и 560 л пены. В итоге в последнем случае масса сырья для получения пеноблоков составит 1103 кг.
Важно следить за однородностью полученной пены и раствора. Это повысит качественные характеристики готового материала
Выбирая нужный рецепт, стоит учитывать, что согласно действующему ГОСТу, усадка готового материала не должна превышать 3 мм на 1 кв. м.


Обзор основных преимуществ материала
Чтобы лучше понять особенности материала, нужно понять, что он из себя представляет. Пенобетон – это достаточно легкий ячеистый бетон, получаемый путем смешивания цемента, песка, воды и специального пенообразователя.
Его основными достоинствами можно назвать следующие факторы:
- Высокие показатели надежности: материал практически не изменяет первоначальных свойств в процессе эксплуатации, устойчив к перепадам температур, не поддерживает горение, не гниет. При этом блоки практически не уступают по твердости более плотным материалам.
- Отличная стойкость конструкций, при диапазоне плотности от 400 до 1400 кг/см3 плотность на сжатие составляет от 10 до 100 кг/см2. Если сравнивать с другими пористыми материалами, то такими свойствами не обладает ни один другой аналог.
- Небольшой вес: ячеистый бетон легче обычного бетона в 3 раза и легче кирпича в 2.5 раза. Благодаря этому фактору нагрузка на конструкции значительно снижается и требуется возведение не такого мощного фундамента, что в свою очередь позволяет снизить затраты на строительство.

Для строений из пеноблоков не требуется мощный фундамент
В строениях, возведенных из рассматриваемого материала, всегда царит комфортный микроклимат
За счет того, что материал дышит, в помещении поддерживается нормальная влажность воздуха, в нем не холодно зимой и не жарко летом, подобными свойствами обладает только дерево, но этот вариант значительно дороже.
Теплоизоляционные свойства: в силу высокого термического сопротивления материала стены из него способны аккумулировать тепло, что позволяет снизить затраты на отопление дома в среднем на 20-30%.
Еще одно важное достоинство – экологичность. В составе изделий нет компонентов, оказывающих негативное воздействие на здоровье человека и окружающую среду
При воздействии на конструкции высоких температур они не выделяют вредных соединений.
Пожаробезопасность также относится к важным преимуществам, материал устойчив даже к открытому огню. Например, блок толщиной в 15 сантиметров способен противостоять распространению пожара на протяжении 4 часов.
Благодаря пористой структуре и умеренной поверхностной твердости обеспечиваются отличные звукоизоляционные свойства. В сравнении с кирпичом или бетоном пенобетон гораздо лучше гасит шум.
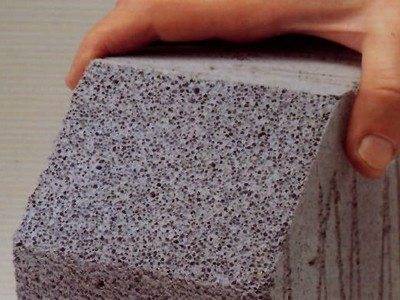
На фото — пористая структура позволяет эффективно сохранять тепло и обеспечивает хорошую звукоизоляцию
Легкость монтажных работ, благодаря высокой линейной точности параметров и достаточно большим размерам работы по кладке проходят гораздо быстрее, чем при использовании традиционного кирпича. Кроме того, материал можно обрабатывать с помощью ручного инструмента, что еще больше упрощает работы, ведь вам достаточно специальной ножовки.

Ножовка с победитовыми напайками отлично режет ячеистый бетон
Экономичность данного варианта заключается в том, что его цена намного ниже других, не требуется устройство мощного основания. Большие размеры значительно ускоряют работы, а небольшой расход клеевого состава позволяет сэкономить еще больше.





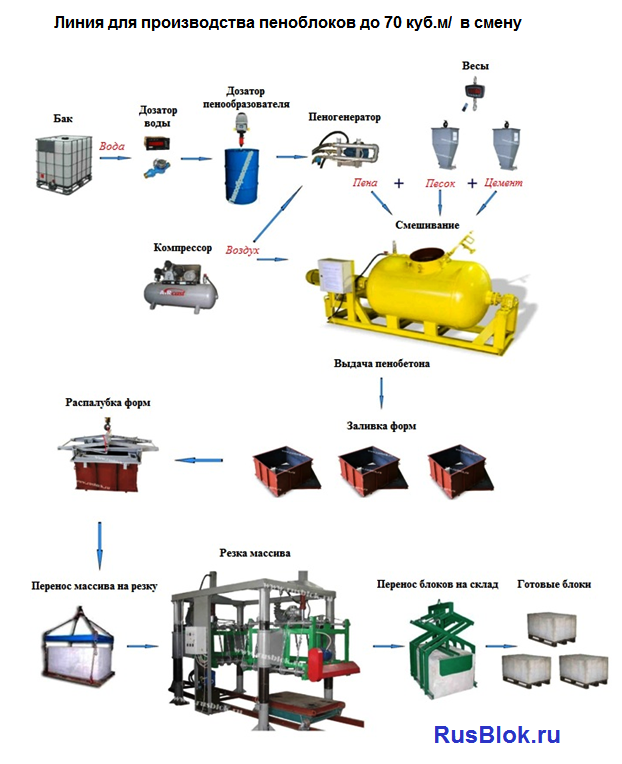

Технология производства пенобетона: подробно
Технология производства пенобетона разделяется на 2 вида, в зависимости от выбранного вами оборудования:
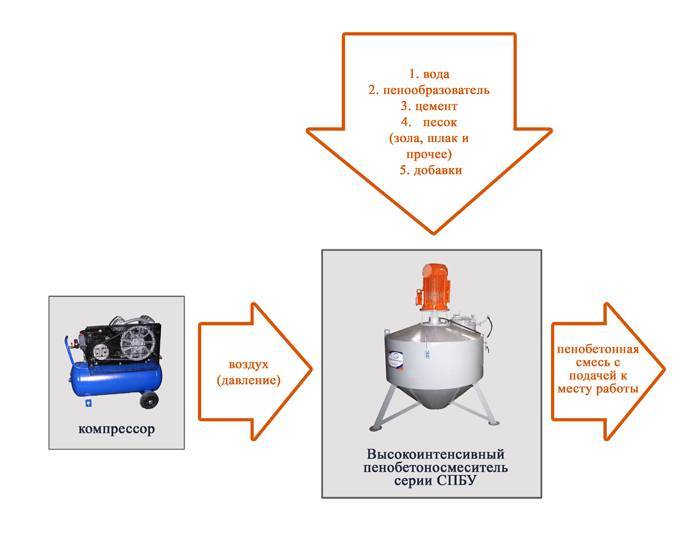
| Баратехнология | Сравнительно недорогой метод производства пенобетона, ведь он не требует закупки дорогостоящий автоматической линии. В чем суть метода? В смеситель насыпают по заданной пропорции все составляющие – цемент, воду, пенообразователь, песок, ускоритель твердения и другие добавки по необходимости. В смеситель должен попасть воздух, только тогда можно начинать процесс смешивания сырья. Раствор попадает в литьевую форму, где смесь начинает активно увеличиваться и приобретать свой финальный вид. Учтите минусы данной технологии – поры в пенобетоне будут слишком большие, а это снижает уровень прочности материала. |
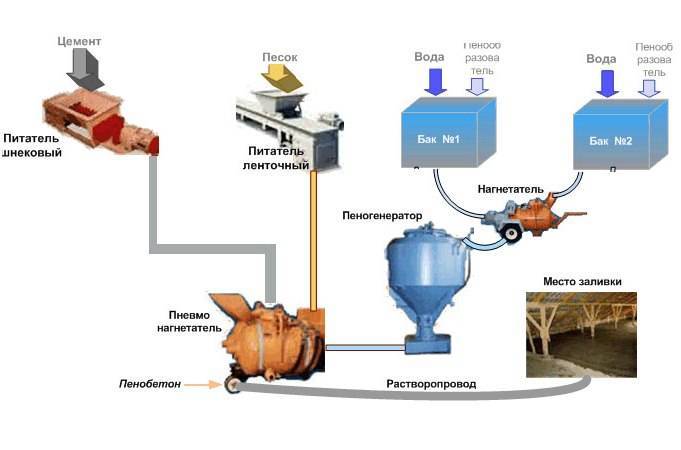
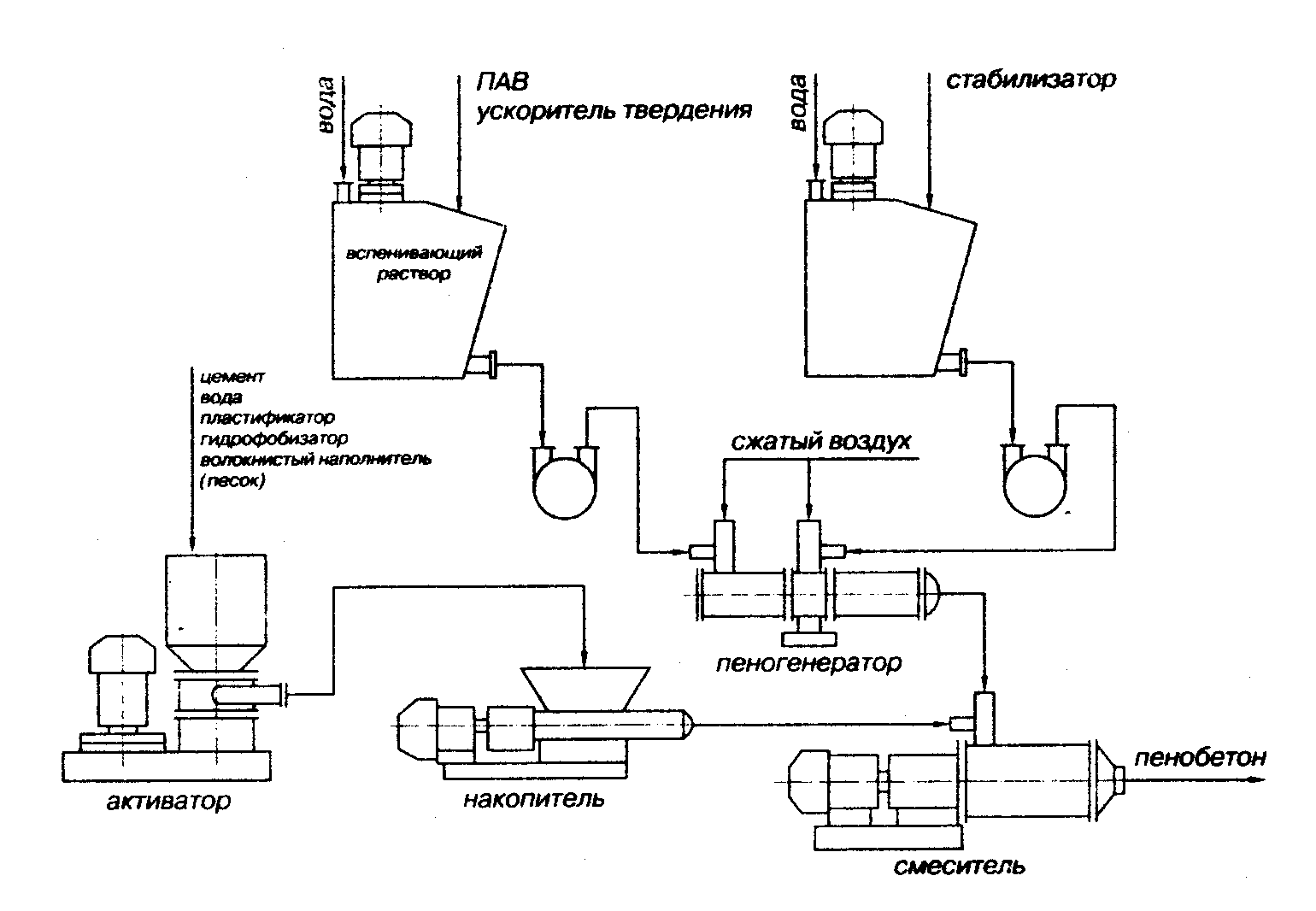
| Технология с применением пеногенератора | Пеногенератор регулирует дозировку всех компонентов, а точность – это залог прочного материала на выходе. Сначала через дозатор проходят цемент и песок, а после – жидкие составляющие (вода и прочие добавки). Всё это активно смешивается. После нужно добавить техническую пену и снова всё перемешать. Пеногенератор регулирует подачу пены и время смешивания компонентов. Именно это и помогает добиться высокого качества пенобетона на выходе. После смесь под давлением отправляется в форму или на укладку. Единственный недостаток этого метода – высокая стоимость оборудования. Но зато вы сможете выпускать большие объемы пенобетона. |
После того, как вы получили пенобетон, его необходимо сформировать. Здесь также применяется 2 метода:
Литьевой способ.
Производство закупает специальные кассетные формы (высотой до 60 см), куда и будет выливаться готовый пенобетон. Он должен простоять в кассете более 10 часов, вынимать форму нужно только после полной просушки.
Пеноблок может быть разных размеров, поэтому на производство нужно закупить кассетные формы самого разнообразного размера.
Резательный метод.
Пенобетон заливают в большую форму, где он должен полностью просушиться и застыть. Для этого применяют пропарочную камеру, которая высушит сырье за 3-4 часа.
Только после этого можно начинать резать блоки по заданным параметрам. Резка блока осуществляется при помощи цепной пилы или с применением струны.
Выполнение работ
От типа выбранного вами оборудования и соблюдения технологического процесса будут зависеть качество материала, себестоимость, производственные объемы и т. п.
Производственный процесс выглядит следующим образом:
Изготовление смеси
Сегодня пользуются популярностью следующие технологии:
- Баротехнология. Наиболее дешевый вариант, не требующий покупки дорогостоящего оснащения, используется на небольших предприятиях. В смеситель закладывают нужные компоненты, подают воздух и все перемешивают. Приготовленный раствор подается в формы, в которых смесь увеличивает свои объемы, достигая нужных размеров. Расходы на единицу материалы небольшие, что сказывается на его окончательной стоимости. Процесс простой, больших вложений не требует. Но при этом имеются и отрицательные моменты. Пеноблоки получаются низкого качества, крупнопористые, что оказывает влияние на несущие способности объекта. Применяемые пенообразователи синтетического происхождения и добавки-пластификаторы оказывают негативное влияние на экологическую сторону блоков.
- Использование парогенератора. В этом случае появляется возможность смешивать все компоненты в правильных соотношениях, улучшая качество и прочность готовых блоков. Смысл технологического процесса в следующем – дозаторы сначала смешивают песок и цемент, потом вводят воду и химические составы. После этого масса перемешивается, вводится пена в готовом виде. Чтобы достичь нужной плотности, пена подается в оптимальном количестве. После этого бетонная масса поступает в формы. Все процессы отрегулированы, что позволяет вывести производственный процесс на иной уровень. Материал получается экологически чистым, отменного качества. Но имеются и свои отрицательные моменты. Оснащение для производственного процесса стоит дорого, и блоки, естественно, отличаются в цене.
Формовка
Чтобы знать, как сделать пенобетон в домашних условиях, следует понимать разницу между литьевым и резательным способами формовки.
Первый метод основан на заливке бетонной массы в формы. Стоимость формовочных кассет не слишком высокая, процесс не вызывает сложностей. Но геометрические размеры готовых изделий могут отличаться. Если есть необходимость производить блоки разных размеров, придется покупать различные кассеты, что увеличит расходы на производство. В процессе извлечения блоков могут произойти частичные повреждения кромок, да и прочность изделий оставляет желать лучшего.
Резательный процесс состоит из двух основных этапов. Сначала бетонный раствор выливается в большие формы, после застывания выполняется распалубка. Теперь можно выполнять разрезку большого куска на необходимые размеры, для чего применяются специальные установки с различными режущими струнами, лентами и пилами. Готовые блоки получаются одинаковыми по размерам, не имеют скольных участков. Минус один – резка представляет собой сложный процесс, требующий большого опыта и внимания.
Сушка
Исходя из вариантов формовки, различаются и технологические процессы сушки готового материала.
В случае с литьевым вариантом сушка проходит двумя методами:
- изделия выдерживаются в формах не менее десяти часов, чтобы могли набраться прочности. После этого выполняется распалубка;
- блоки подвергаются термической обработке в пропарочных камерах, что придает им прочность уже через несколько часов.
Формирование пенобетона в опалубке или массивом
Вторым процессом при изготовлении пенобетона является его формирование в блок при помощи опалубки или резка массива. По какой бы технологии не была приготовлена пенобетонная смесь, если её лить в некачественную опалубку, грош её цена.
Опалубка – больное место при производстве пенобетона. Из чего её только не делают. Из фанеры, шифера, поликарбоната и ещё бог весть из чего. Чтобы сэкономить, в металлических опалубках применяют дешёвые марки стали, нестойкие к воздействию цемента. Есть опалубки без дна, располагаемые на бетонном основании.
В опалубке блок может располагаться как горизонтально, так и вертикально. Последнее приводит к неравномерному высыханию и раннему схватыванию верха блока. Низ сохнет дольше, что приводит к внутренней напряжённости блока и его растрескиванию.
Видео: Монолитный пенобетон в несъёмной опалубке
https://youtube.com/watch?v=P5KdRYKGMug
Всё вышесказанное влияет на геометрию и качество формируемых блоков. И здесь пенобетон проигрывает газобетонным блокам.
Негатива добавляет смазка опалубки для лучшего «отхода» блоков. Применять специальный раствор дорого и не всегда доступно. Поэтому смазывают опалубку чем попало — эмульсолом, отработкой, растительными маслами и даже салом. Всё это снижает адгезию материала в разы. В этом аспекте пенобетон также уступает газобетонным блокам.
Учитывая эти моменты, производители оборудования разработали промышленные автоматизированные комплексы, где пенобетон отливается массивом и только потом разрезается. Это позволило изготавливать блоки с прекрасной геометрией и адгезией, что выводит пенобетон в лидеры среди ячеистых бетонов.
Последующее «созревание» пенобетона.
Это тоже важная стадия производственного процесса. О ней не расскажет ни один производитель оборудования. После формирования блоков пенобетон должен «созревать» 28 дней в «комфортных» для него условиях. Он должен быть плотно накрыт полиэтиленом и не подвергаться действию сквозняков.
А теперь на минуту представим среднее производство в 20 кубов в сутки. На один европоддон становится 1,18 куба блоков из пенобетона. С учётом маневров погрузчика на каждый день необходимо около 20 кв. метров складских площадей. Умножим на 28 и получаем, что только для хранения готовой продукции необходимо 560 кв. метров, без учёта площадей под производство и склада компонентов.
 На фото: Пенобетонные блоки.
На фото: Пенобетонные блоки.
В финансовом разрезе, для организации производства необходимы оборотные средства, способные покрыть все производственные затраты без поступлений минимум на один месяц.
На самом деле будущее пенобетона за автоматизированными комплексами с резательной технологией. Литьё пенобетона в опалубку должно остаться в прошлом.
Как правильно выбрать смеситель (растворосмеситель) для пенобетона ?
Хотя для приготовления пенобетона возможно использовать любые обычные бетоно/растворосмесители, наилучшее качество и скорость перемешивания показывают смесители принудительного типа с горизонтально расположенным валом.
Влияние скорости перемешивания на объем вовлеченного воздуха изучалось на мешалках, как с сетчатыми, так и с обычными лопастями. Для мешалки с сетчатыми лопастями увеличение скорости перемешивания от 70 до 250 об/мин приводит к непрерывному нарастанию объема вовлеченного воздуха. Дальнейшее поднятие оборотов до 326 об/мин не дает заметных изменений. А начиная с 400 об/мин наблюдается монотонное уменьшение воздухововлечения.
Для обычной лопастной мешалки оптимальной оказалась скорость 345 — 380 об/мин. Дальнейшее её увеличение приводит снижению воздухововлечения.
Вовлечение воздуха в смесь из пространства над её поверхностью происходит в результате образования каверн лопастями смесительного агрегата, что зависит от интенсивности нарушения сплошности поверхности смеси. Поэтому при малы скоростях объём вовлекаемого воздуха незначителен. При увеличении скорости перемешивания сверх оптимальной разрыв пузырьков и выход воздуха на поверхность происходят интенсивнее, нежели процесс образования и дробления новых. В результате этого чрезмерное увеличение скорости перемешивания приводит к уменьшению объёма вовлеченного воздуха.
Влияние длительности перемешивания на объём вовлеченного воздуха изучалось при перемешивании цементно-песчаного добавками различных пенообразователей в течении – до 90 минут. Несомненно, увеличение продолжительности перемешивания должно сопутствовать росту воздухововлечения. Однако установлено, что со временем скорость насыщения массы пузырьков неуклонно снижается, и дальнейшее перемешивание массы приводит к её стабилизации. После достижения некоторого “критического воздухововлечения ” возможно даже незначительное уменьшение объема вовлеченного воздуха.
Влияние типа смесительного агрегата на объём вовлеченного воздуха изучалось на мешалках с различным видом смесительного устройства: сетчатым, лопастным и червячным.
Опыты показали, что мешалка с сетчатым смесителем оказалась наиболее эффективной. Самый низкий объём вовлечения воздуха наблюдался в мешалке с червячным смесителем. Большое воздухововлечение в мешалке с сетчатыми лопастями объясняется тем, что в нем область перемешивания, т.е. число точек соприкосновения лопасти и раствора, увеличивается в результате чего объем вовлеченного воздуха возрастает.








В современных растворосмесителях пренудительного действия смешивание компонентов осуществляется смесительным узлом в виде лопастей.
Раствор для пеноблоков — состав.
Пенобетонные блоки являются своеобразным, дышащим материалом, способным помочь в создании такого же микроклимата в доме, как и натуральное дерево. Что входит в состав пеноблоков, что дает возможность получить такие комфортные параметры?
Смесь для приготовления пенобетонной смеси состоит из следующих компонентов, согласно документу ГОСТ 25485-89 «Бетоны ячеистые»:
- Вяжущий элемент – портландцемент, произведенный согласно ГОСТ 10178-85, в котором содержание силиката кальция должно содержат до 80%.
- Песок, отвечающий требованиям ГОСТ 8736-93, в котором содержание кварца должно составлять порядка 75%, глинистые и илистые включения не превышать 3%.
- Вода, технические требования к которой должны соответствовать ГОСТ 23732-79.
- Пенообразователь, в состав которого входит костный клей, сосновая канифоль, мездровый клей и едкий технический натр.
Пропорции смеси пеноблока на 1 куб для разных марок.
В зависимости от назначения готового изделия варьируется требуемая плотность, различная плотность достигается определенными особенностями в пропорции состава пеноблока.
Если на выходе нам необходимо получить пеноблок плотностью менее 1800 кг на кубометр, то для смеси потребуются элементы в следующем соотношении:
- 1320 кг песка кварцевого;
- 410 кг портландцемента;
- 184 л технической воды;
- 430 г пеноконцентрата.
В результате такого замеса получаем 1930 кг пенобетона.
В качестве примера приведена таблица, где указан состав смеси для получения 1 м3 пенобетона определенной марки и процентное содержание воздуха в нем:
| Марка / состав раствора для пеноблоков | D400 | D800 | D1200 | D1600 |
| Песок, кг | — | 420 | 780 | 1130 |
| Портландцемент, кг | 300 | 320 | 360 | 400 |
| Вода в растворе, кг | 110 | 120 | 140 | 160 |
| Вода в пене, л | 60 | 46 | 35 | 21 |
| Пенообразователь, кг | 1,5 | 1,2 | 0,9 | 0,6 |
| Содержание воздуха,% | 80 | 63 | 46 | 29 |
| Сырой пенобетонный состав, кг | 471 | 907 | 1316 | 1712 |
Изготовления разных видов пеноблоков.
Блоки из пенобетона изготавливают из смеси, в состав которой входит песок, цемент, вода и пенообразователь. При перемешивании ингредиентов в нем образуются закрытые поры, обусловливающие теплосберегающие и гидроизоляционные свойства материала.
При производстве пенобетона необходимо точно соблюдать пропорции взятых компонентов. Их процентное соотношение определяет физико-химические характеристики материала.
В зависимости от этого пеноблоки подразделяют на следующие виды:
| Виды пеноблоков | Марка | Область применения | Вес блоков, кг | Коэффициент теплопроводности, Вт/м*°C |
| Теплоизоляционный | D400, D500 | для утепления внутренних помещений | 11– 19 кг | 0,12 |
| Конструктивно-теплоизоляционный | D600 – D900 | для возведения стен в малоэтажных домах | 23– 35 | 0,14 – 0,29 |
| Конструктивный | D1000, D1100 | для устройства перекрытий и как кладочный материал для несущих стен | 39 –47 | 0,36 |
Оборудование для производства пеноблоков.
В процессе создания пеноблока, его твердение должно происходить в автоклавных условиях (в среде, насыщенной паром, и при давлении, которое должно быть выше атмосферного), что требует наличия специального дорогостоящего оборудования. Словом, его целесообразней производить в заводских условиях.

Оборудование для создания пеноблоков в домашнем условии.
Но, его производство настолько простое, что, если зная пропорции для пеноблока, данный материал можно сделать даже в домашних условиях.
Для этого понадобится приобрести или самостоятельно смастерить такое оборудование, как:
- формы для отливки блоков;
- растворомешалку;
- компрессор, который должен быть рассчитан на переменное напряжение 220 Вт, иметь мощность 0,3 – 0,5 м3 и давление 6 Атм;
- пеногенератор.
Заключения.
Пенобетон — качественный строительный материал, пользуется большим спросом. Имеет простой состав, обеспечивающий его положительные особенности, экологическую безопасность.
Растворы, применяемые при изготовлении пеноблоков
Для изготовления пеноблоков нужной плотности необходимо в строгом порядке придерживаться следующего соотношения компонентов указанных в таблице.
| Марка пенобетона | D 400 | D 600 | D 800 | D 100 | D 1200 | D 1400 | D 1600 | D1800 |
| Песок кг. | 120 | 210 | 420 | 590 | 780 | 950 | 1130 | 1330 |
| Цемент кг. | 300 | 310 | 320 | 350 | 360 | 380 | 400 | 420 |
| Вода в растворе л. | 110 | 110 | 120 | 120 | 140 | 150 | 160 | 170 |
| Вода в пене л. | 60 | 54 | 46 | 42 | 35 | 28 | 21 | 15 |
| Пенокончентрат кг. | 1,5 | 1,3 | 1,2 | 1,0 | 0,9 | 0,7 | 0,6 | 0,4 |
| Пена л. | 800 | 715 | 630 | 560 | 460 | 370 | 290 | 200 |
В этой таблице приведено количество компонентов для получения одного метра кубического готового пенобетона.
Компоненты должны соответствовать следующим требованиям:
- Цемент марки М500, М600.
- Песок должен быть чистым и мелкой или средней фракции.
- Вода должна быть чистой и мягкой комнатной температуры.
Также для изготовления тяжёлого или лёгкого пенобетона необходимо придерживаться следующих пропорций компонентов.
Для плотного, тяжёлого блока
- Цемент М500 — 240 кг; песок — 195 кг; вода — 110 литра.
- Цемент М500— 2 00 кг; песок — 92 кг; щебень — 98 кг; вода — 100 л.
- Цемент М500— 230 кг; кирпич битый — 99 кг; песок — 54 кг; вода – 100 л.
- Цемент М500— 250 кг; керамзит — 72 кг; вода — 90-130 л.
- Цемент М500— 200 кг; угольный или сланцевый шлак —96кг; вода – все те же 90–130 л.
- Цемент М500— 260кг; опилки —150кг;песок – 110кг; вода – 90-130л.
Для лёгкого блока
Лёгкость блоков достигается при соотношении компонентов 1 к 8 и 1 к 9. Также увеличение цемента позволяет достичь более крепкие блоки.
Количество компонентов для пенобетона должно соблюдаться в точности с указанными примерами, в противном случае материал получится некачественным.
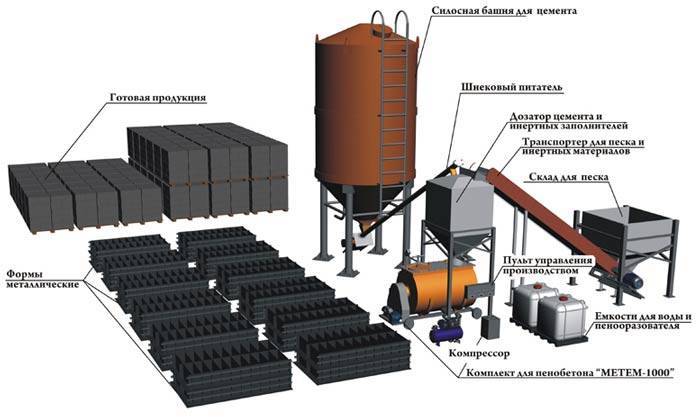
Оборудование и инструменты
При изготовлении пеноблоков в домашних условиях может понадобиться следующее оборудование и оснастка:
- подающее устройство для цемента и песка;
- пеногенератор с производительностью не меньше 200 л/мин;
- бароустановка;
- дозировщик используемой воды;
- виброгрохот (просеиватель сырья);
- шланг для выхода готовой смеси;
- компрессор;
- бетономешалка объемом не менее 250 л;
- специальные формы для блоков либо станок для резки.


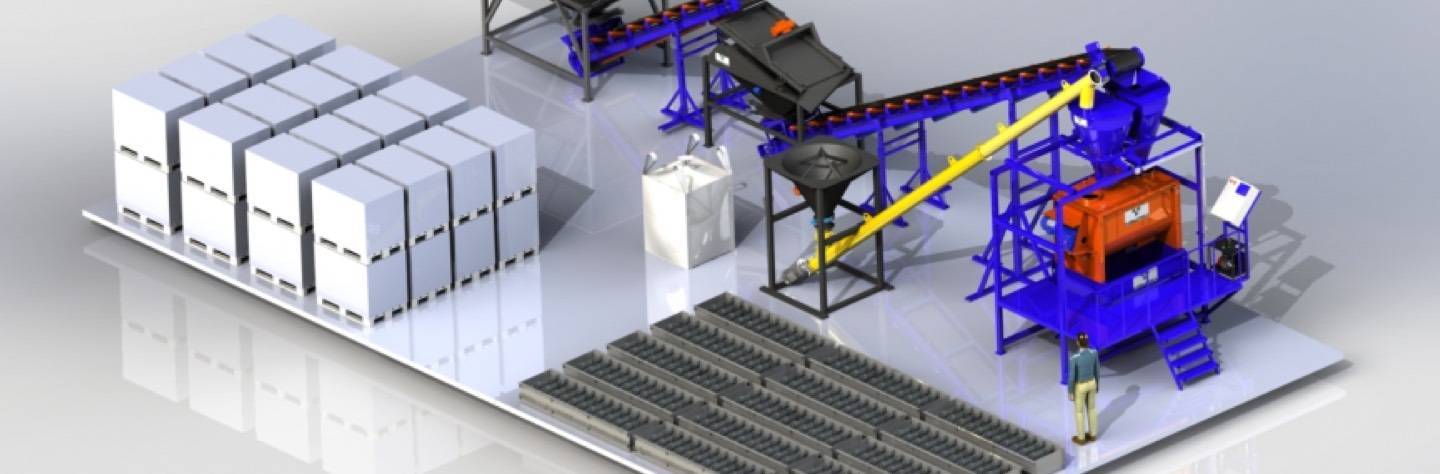
Купить сегодня необходимое оборудование для производства строительных материалов в домашних условиях не составит особого труда. При желании можно приобрести не только укомплектованную производственную линию, но и отдельные ее составляющие. Стоит учесть, что оборудование для производства пеноблоков в домашних условиях бывает не только стационарным, но и переносным. Линия может быть конвейерной либо автоматизированной. Эти факторы определяют стоимость приобретаемого оборудования.
В основе любого комплекта оборудования лежит пеногенератор. Такое устройство за сутки может обеспечить выпуск порядка 100-110 кубометров материала. Отличительной особенностью линий стационарного типа является их высокая производительность наряду с отменным качеством и небольшой себестоимостью. Учитывая, что такой комплект обойдется примерно в 1.5 млн. рублей, это ставит под вопрос его покупку.
Мобильная пенобетонная установка не требует покупки дорогого пеногенератора, что делает ее востребованной на строительном рынке. Однако наряду с этим, она и высокой производительностью похвастаться не может. Как правило, используют в этом случае бароустановку, но при всей своей мощности она не способна дать в сутки более 40-45 кубометров готового материала.


Их прочность уступает аналогам, создаваемым на стационарных линиях. Цена полного комплекта для домашнего производства может варьироваться в диапазоне от 50 до 300 тысяч рублей. При этом, как правило, оборудование большой мощности имеет большая стоимость. Например, комплект за 300 000 рублей может дать в сутки порядка 72 кубометров пенобетона.
Автоматическая линия нуждается в больших площадях, что нередко проблематично, ведь это не предусмотрено изначально. Как правило, такие линии нуждаются в создании бункеров для цемента, воды, песка, а также присадок с автоматической дозировкой. Кроме того, необходимо подумать о площадях для сушки пенобетона, его заливки по формам, а также установки для распила. Данное оборудование способно выдать в среднем за сутки порядка 80-100 кубометров материала, однако позволить себе такую роскошь может не каждый, ведь стоить комплект будет от 1.5 до 3 млн. рублей.
Когда на начальном этапе не хватает средств, покупают оборудование б/у. Однако в этом случае стоит быть готовым к тому, что достаточно быстро может понадобиться замена каких-либо деталей.


Формы, приобретаемые для пенобетона, могут быть разными. Сегодня их изготавливают из стали, фанеры, а также пластика. Емкость изделий различна, например, можно приобрести пластиковые формы габаритами 390х190х288 мм, варианты из фанеры размером 588х300х188 мм, стальные аналоги параметрами 600х300х200 мм







При их покупке важно учитывать строгость геометрии, поскольку от этого напрямую будет зависеть качество готового материала. Недопустимы даже малейшие нарушения симметрии
При выборе форм для заливки пенобетонной массы стоит обратить внимание на материал их изготовления. Учитывая, что опалубка может быть комбинированной, это особенно важно. Например, если продавец отмечает, что металлический вариант со вставками из сверхпрочного пластика способен выдержать даже самую высокую температуру, не стоит слепо доверять этому
Дело в том, что такие формы в действительности недолговечны. В процессе высыхания и отвердевания пенобетонной массы будет происходить выделение большого количества тепла.


Документы и лицензии
Вы не сможете работать легально без сертификатов соответствия пеноблоков. Именно поэтому процесс регистрации компании и получение всех разрешений необходимо сразу доверить опытному юристу. На продукцию необходимо получить следующие сертификаты:
— соответствия; — санитарно-эпидемиологическое заключение на все виды пеноблоков; — гигиенические характеристики; — заключение по испытаниям на прочность, плотность и морозоустойчивость.
В процессе оформления сертификатов будут оцениваться не только качество сырья и соблюдение технологии. Необходимо, чтобы требованиям отвечали все помещения, оборудование, квалификация сотрудников.
Выбор в пользу ИП и упрощенной системы налогообложения целесообразен, если вы открываете небольшой бизнес без партнеров и не планируете реализовывать продукцию оптовым покупателям.
При наличии соучредителей, солидного стартового капитала и амбициозных планов следует выбрать юридическое лицо.

Стартовый капитал
Мы уже разобрались, как самому сделать пеноблоки. Осталось понять, сколько придется вложить средств на начальном этапе собственного бизнеса.
Если планируете открыть производственный процесс для своих нужд, не стоит приобретать мощное оборудование. Достаточно будет обычной бетономешалки, которая обойдется в три тысячи рублей. Купите компрессор и парогенераторное приспособление, которые стоят не более двадцати тысяч.
Запланировав открытие малого бизнеса по изготовлению блоков, купите полный комплекс оборудования и блочных форм. В принципе, можно рассмотреть варианты, уже побывавшие в употреблении. Готовые установки даже более удобны в применении. Они не займут много места, достаточно выделить пространство до пяти квадратных метров. Для собственного бизнеса отличным решением будет установка ПБУ 300, стоимость которой составит сто тридцать тысяч рублей.
С материалом уже все ясно, оптовое приобретение понизит цены. Кстати, возможно использование отходов пенопласта для изготовления пеноблоков. Так и на сырье сэкономите, и теплопроводные качества материала улучшите.





